6KV Festoon Power Feeder Cables with Integrated Fiber Optics: Premium Underground Mining Power Distribution for Australian Operations
Premium 6KV festoon power feeder cables engineered for underground mining with integrated fiber optic monitoring, reinforced mechanical protection, and proven performance in Australian coal, metalliferous, and hard-rock mines. Optimize festoon system reliability.
hongjing.Wang@Feichun
5/20/202619 min read
Product Overview: Engineering Precision for Australian Underground Mining Power Distribution
In Australian underground mining, the festoon power distribution system represents one of the most critical yet often overlooked infrastructure components. Mobile transformers need reliable power as they're repositioned to support evolving mining layouts. Shiftable substations require flexible, durable connections as equipment advances through seams. Tunnel boring operations demand robust power supply in some of the harshest underground environments imaginable.
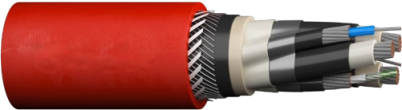
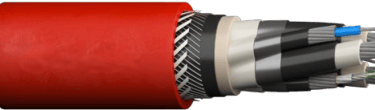
Premium 6KV festoon power feeder cables with integrated fiber optic monitoring represent the engineering solution to these demanding requirements. Unlike standard industrial festoon cables adapted from surface power systems, these cables are purpose-engineered for the specific mechanical stresses, environmental exposures, and operational demands of Australian underground mining.
The integration of fiber optic monitoring capability transforms festoon systems from passive power distribution infrastructure to actively-monitored, data-aware power systems. This capability enables predictive maintenance, real-time system diagnostics, and operational optimization impossible with conventional cables.
Key Applications: Where Premium Festoon Cables Prove Essential
Underground Festoon Systems in Coal Mining Operations
Australian coal mines—particularly in Queensland and New South Wales—depend on festoon systems to deliver power to continuously-repositioning mobile transformers and shiftable equipment. As coal seams are worked and mining layouts evolve, equipment must be repositioned. The festoon cable system, moving with the equipment, sustains continuous flexing and tensile stress that standard industrial cables cannot tolerate.
Coal mining applications demand cables that deliver consistent power without the interruptions that cable failures create. Mines operating on tight production schedules cannot afford the downtime associated with festoon cable replacement. Purpose-engineered cables with proven reliability in coal mining environments directly enable mining operations to meet production commitments and maintain supply chain reliability.
Metalliferous and Hard-Rock Mining Applications
Western Australian iron ore operations, gold mining facilities, and other hard-rock extraction operations employ festoon systems for mobile power distribution in underground workings. The combination of high moisture exposure (in some underground water table situations), mechanical stress from heavy equipment movement, and the need for continuous operational reliability makes premium festoon cable specification essential.
Hard-rock mining operations often operate in more remote locations with limited cable supply access, making service life extension through premium cable specification particularly valuable. A cable failure requiring emergency replacement in remote underground operations creates much greater operational disruption than equivalent failures in more accessible mining regions.
Tunnel Boring and Development Operations
Tunnel development—whether for coal mine expansion, mining development in new areas, or infrastructure tunneling—requires robust power distribution supporting drilling equipment, ventilation systems, and temporary underground infrastructure. Festoon cables in tunnel environments experience extreme mechanical and environmental stress: continuous vibration from drilling, moisture exposure from water infiltration, and the challenge of providing flexible power in confined spaces.
Tunnel applications demonstrate the value of premium festoon cable specification perhaps more dramatically than any other application. Tunnel environments offer no alternative if the primary power system fails. Unlike underground mining operations with alternative equipment or workaround procedures, tunnel projects halt completely if power distribution fails.
Mobile Transformer Repositioning and Shiftable Underground Substations
As mining advances, power distribution substations must be repositioned to maintain optimal proximity to operating equipment. Mobile transformers and shiftable substation equipment require festoon cable systems engineered for frequent repositioning. Each repositioning cycle creates mechanical stress on the festoon system—tension during movement, flexing around support pulleys, and potential abrasion as equipment position changes.
Modern mining operations increasingly employ rapid repositioning schedules to optimize operational efficiency. This accelerated movement cycle creates stress levels exceeding the design envelope of standard industrial festoon cables. Premium cable specification enabling this operational flexibility directly impacts mining productivity.
Real Australian Case Study 1: Queensland Coal Mine—Festoon System Reliability Transformation
Operational Context: Multi-Panel Coal Mining with Frequent Equipment Repositioning
A major Queensland coal mining operation ran three simultaneous mining panels with continuous equipment repositioning as seams were worked. The operation produced approximately 4,000 tonnes of coal daily, depending on consistent power distribution from festoon systems feeding mobile transformers supporting each mining panel.
Equipment repositioning occurred approximately every 2-3 months as mining layouts evolved. Each repositioning stressed the festoon cable system—the cable moved with the equipment, experiencing tension during movement and repeated flexing as new cable routing was established.
The Performance Challenge: Chronic Festoon Cable Degradation
For approximately 18 months prior to system upgrade, the operation contended with persistent festoon cable problems:
The festoon cables exhibited progressive deterioration. Insulation resistance declined gradually over months. Moisture ingress became evident through periodic electrical testing. Outer sheath inspection revealed continuous abrasion at pulley contact points. The operation experienced intermittent power quality problems—voltage sags, occasional fluctuations—that were difficult to isolate but increasingly frequent.
A complete festoon cable failure occurred approximately 15 months into operation. One of the three phase conductors developed an internal fault, forcing operation on two phases. Emergency cable replacement required approximately 16 hours of difficult underground work, creating a production loss of approximately AUD $200,000.
Post-failure analysis revealed that the apparently minor intermittent power problems experienced months earlier had been early warnings of progressive cable deterioration. The cable had been operating in a degraded state for many months before final failure occurred.
Root Cause Analysis: Standard Cable Inadequacy
Engineering investigation identified the failure mechanism. The cable's outer sheath, adequate for stationary industrial installations, couldn't withstand the continuous abrasion created by movement through cable support systems. Within 12 months, the sheath had worn through at multiple pulley contact points.
Moisture infiltrated through the sheath damage, progressively saturating the insulation system. Over months, the insulation resistance declined as moisture content increased. Eventually, the moisture and repeated electrical stress created the internal fault that led to complete failure.
The cable's copper conductors, not tinned, corroded where moisture had contacted them. Corrosion increased local electrical resistance and reduced current-carrying capacity. By the time of failure, the cable was operating at marginal electrical performance even before the final fault developed.
Engineering Solution: Premium Festoon Cable with Integrated Fiber Optic Monitoring
Rather than replacing with identical standard cable, the operation upgraded to premium 6KV festoon power feeder cable with integrated fiber optic monitoring and reinforced mechanical protection.
The upgrade specification prioritized:
Long service life in the specific moisture and mechanical stress environment of Queensland coal mining. The cable featured Class 5 tinned copper conductors providing superior flexibility and corrosion resistance. The robust outer sheath incorporated PCP (polychloroprene) material specifically engineered to withstand continuous abrasion and moisture exposure.
The integrated fiber optic elements enabled real-time system monitoring. Temperature sensors in the cable could report conductor temperature continuously. Control conductors allowed equipment diagnostics. The fiber optic capability opened the possibility of integrating festoon cable monitoring into the broader mine control systems.
The cable design incorporated reinforced mechanical protection—steel and tinned copper wire spinning providing additional protection against tensile stress and abrasion. This mechanical engineering directly addressed the stress mechanisms that had caused previous failures.
The upgrade involved replacing approximately 700 meters of festoon cable throughout the mining operation. Total cable investment: approximately AUD $125,000.
Measured Results: Operational Reliability and Predictive Maintenance Capability
Following upgrade to premium festoon cable with integrated fiber optic monitoring:
Cable Reliability Performance: Over a 36-month assessment period, the operation recorded zero festoon cable failures. The cable system maintained consistent electrical performance without the intermittent power quality problems that had characterized the previous system.
Predictive Maintenance Integration: The fiber optic monitoring enabled real-time cable condition assessment. Temperature data from embedded sensors revealed cable operating conditions. Insulation resistance could be monitored continuously. Maintenance personnel could identify developing problems before they became serious issues.
Operational Scheduling Improvement: With cable reliability assured, equipment repositioning could be scheduled based on mining advancement rather than deferring repositioning due to cable condition concerns. The operation gained flexibility in equipment movement scheduling that directly improved mining productivity.
Quantified Financial Impact: The operation avoided approximately AUD $700,000-900,000 in production losses that would have resulted from festoon cable failures comparable to the earlier failure event. The cable investment achieved payback within 1.5-2 months through prevented failure costs.
Knowledge Integration: Monitoring data from the fiber optic system provided insights into festoon cable stress patterns, equipment movement impacts, and environmental factors affecting cable performance. This data informed subsequent equipment design decisions and cable management practices.
Real Australian Case Study 2: Western Australian Hard-Rock Mine—Tunnel Development Power System
Operational Context: Hard-Rock Mining Tunnel Expansion in Remote Location
A Western Australian gold and iron ore operation undertook major tunnel development to access new mining areas. The project required development of approximately 3 kilometers of horizontal tunnel through mineralized rock, supporting drilling equipment, ventilation systems, and temporary underground infrastructure.
The tunnel environment presented severe challenges: continuous vibration from drilling equipment, water infiltration from natural water tables, extreme confinement limiting cable routing flexibility, and complete dependence on temporary festoon power distribution—there were no alternative power sources if primary distribution failed.
The Challenge: Temporary Infrastructure Requiring Long-Term Reliability
Tunnel development projects typically run 18-36 months. The temporary festoon cable systems installed to support tunnel development must operate reliably for this entire period. Cable failures create more serious consequences than in established mining operations: tunnel advancement halts completely, creating cascading delays affecting the entire project schedule.
The operation initially installed standard industrial festoon cables to support tunnel power distribution. Within approximately 10 months, progressive cable degradation became apparent. Insulation resistance declined. Moisture infiltration was detected through electrical testing. Cable sheath inspection revealed visible wear patterns where the cable contacted support structures and tunnel walls.
By month 14, a partial cable failure occurred in one of the power circuits. The failure required emergency response, disrupting tunnel advancement for approximately 20 hours. The delay cascaded through the project, affecting subsequent tunnel development phases and project completion timeline.
Post-failure analysis revealed that standard industrial cables, while initially functional, were fundamentally inadequate for the harsh tunnel environment. The continuous vibration, moisture exposure, and mechanical stress from temporary support systems exceeded the design envelope of cables engineered for stationary industrial installation.
Engineering Response: Specification of Premium Festoon Cables for Tunnel Environment
The operation commissioned engineering assessment to specify appropriate tunnel power distribution. The assessment emphasized:
Environmental durability in high-moisture tunnel environment. Premium cable specification incorporated PCP outer sheathing specifically engineered to resist moisture infiltration despite the harsh, wet tunnel environment. Tinned copper conductors prevented corrosion even when cable segments contacted water or mineral-rich moisture.
Mechanical robustness for vibration and temporary support systems. The cable design incorporated reinforced mechanical protection—steel and tinned copper wire spinning—to distribute stress from drilling vibration and support system interaction across the cable structure.
System integration and monitoring. The integrated fiber optic capability enabled real-time tunnel power system monitoring. Temperature sensors could identify hot spots indicating developing problems. Control circuits integrated with tunnel equipment management systems.
Long-term reliability for multi-year installation. The design prioritized service life extension through environmental protection, mechanical durability, and corrosion resistance—avoiding the premature failure that had interrupted tunnel development.
The operation upgraded tunnel power distribution to premium 6KV festoon cable with integrated fiber optic monitoring. Approximately 2,400 meters of cable was installed throughout the tunnel system.
Measured Outcomes: Project Schedule Achievement Through Cable Reliability
Following upgrade to premium festoon cable specification:
Project Reliability: The upgraded tunnel power system operated without cable-related failures through the remainder of tunnel development. Tunnel advancement proceeded on planned schedule without power system interruptions.
Monitoring and Diagnostics: The integrated fiber optic monitoring provided continuous visibility into tunnel power system condition. Operators could identify and address developing problems before they became serious failures.
Schedule Compliance: The project achieved planned completion dates without the schedule delays that cable failures had created. For a major infrastructure project, this schedule achievement represented substantial financial and operational value.
Future Design Influence: Data from the tunnel power system monitoring informed subsequent underground facility power system design. The successful performance of premium festoon cable specification in harsh tunnel environment led to adoption of equivalent specifications for subsequent tunnel projects within the mining company.
Premium Engineering: The Technical Advantage of Purpose-Designed Festoon Cables
Class 5 Tinned Copper Conductors: The Foundation of Flexibility and Reliability
Standard industrial festoon cables typically employ Class 2 or Class 3 conductors—relatively stiff copper strands adequate for occasional movement. Premium mining festoon cables specify Class 5 conductors with 50-70+ individual copper strands per conductor, each strand coated with tin.
The engineering advantage becomes apparent when cables experience the continuous flexing characteristic of festoon systems. With thick strands in standard cables, each bend cycle concentrates stress on individual strands. Fatigue cracks develop progressively, reducing current-carrying capacity and increasing electrical resistance.
With fine strands in Class 5 design, the same total stress distributes across many more load paths. No single strand experiences the concentrated stress of thick-strand designs. The result is 5-10 times improvement in fatigue life under cyclic bending stress.
The tin coating serves multiple purposes: preventing corrosion of individual strands where moisture contacts copper, improving electrical contact between strands, and maintaining flexibility even in cool underground environments where bare copper might become brittle.
Integrated Fiber Optic Monitoring: Transforming Festoon Systems Into Intelligent Infrastructure
The integration of fiber optic elements within the cable structure represents a significant advancement beyond conventional power cables. Rather than monitoring festoon cable condition through periodic testing and visual inspection, fiber optic integration enables continuous real-time monitoring of cable and system performance.
Fiber optic monitoring capabilities include temperature measurement throughout the cable length, enabling identification of hot spots indicating developing electrical faults or excessive current. Distributed temperature sensing reveals cable operating conditions across the entire festoon run, not just at connection points.
Integration with mine control systems allows festoon cable condition data to inform broader equipment and operational decisions. Temperature trends can indicate equipment load patterns. Anomalies can trigger maintenance alerts. Historical data supports optimization of equipment repositioning schedules based on actual cable stress patterns.
For tunnel operations and critical mining applications where cable failure creates severe operational consequences, fiber optic monitoring capability enables predictive maintenance—replacing cables before failure rather than after—transforming from reactive crisis management to proactive asset management.
Reinforced Mechanical Protection: Engineering for Continuous Movement Stress
Premium festoon cables incorporate steel and tinned copper wire spinning around the cable core structure. This reinforcement layer addresses the mechanical stresses that destroy standard industrial cables in mining applications.
The reinforcement provides abrasion protection as cables flex around support pulleys and contact guide systems. Rather than the outer sheath bearing full abrasion stress, the metallic spinning distributes stress over a wider structure, preventing the sheath cracking that leads to moisture infiltration.
During equipment repositioning, when festoon cables experience tensile stress being pulled through new routing, the reinforcement layer absorbs much of this pulling force. The conductor itself experiences less tensile stress, reducing fatigue damage that would accumulate over repeated repositioning cycles.
The reinforcement also provides electromagnetic compatibility (EMC) performance enhancement, controlling radiated emissions from high-voltage power distribution and protecting equipment from electromagnetic interference.
PCP Outer Sheath: Engineered for Harsh Mining Environments
While standard industrial cables use basic rubber or PVC outer sheaths, premium mining festoon cables employ PCP (polychloroprene) materials specifically formulated for harsh mining environments.
PCP provides superior abrasion resistance—the critical factor determining outer sheath service life in festoon applications. Where standard rubber shows visible wear within 6-8 months of continuous movement through support systems, PCP sheaths remain intact for 4-6+ years in the same environment.
Moisture protection represents another critical advantage. PCP resists moisture infiltration more effectively than standard materials, preventing the progressive saturation that leads to insulation failure. In the high-moisture environments characteristic of Australian underground mining, this moisture resistance directly determines cable service life.
Chemical resistance addresses another mining-specific concern. Underground environments expose cables to coal dust, mineral acids, and other chemicals. PCP provides superior resistance to this chemical environment compared to standard materials. Cable sheaths incorporating PCP maintain integrity despite chemical exposure that would degrade standard materials.
Advanced EPR Insulation System: Optimized for Mining Conditions
The insulation system represents the electrical heart of the cable, determining safety and reliability. Premium mining festoon cables employ mining-grade EPR (Ethylene Propylene Rubber) insulation specifically formulated for harsh underground environments.
Standard industrial insulation works adequately in temperature-controlled facilities with predictable exposure. Mining insulation must accommodate temperature fluctuations from seasonal changes and equipment heat generation. The advanced formulation maintains dielectric strength and flexibility across the full operating range.
Moisture resistance of mining-grade insulation prevents the progressive degradation that occurs when standard insulation contacts water. The formulation resists moisture infiltration, maintaining insulation integrity even when exposed to the high-humidity underground environment.
Chemical exposure from coal dust and mineral compounds stresses insulation systems. Mining-grade formulations resist chemical attack that would degrade standard materials. The insulation system remains stable despite long-term chemical exposure.
Mechanical stress tolerance of mining-grade insulation prevents the cracking and breakdown that develops when standard insulation experiences repeated flexing, bending, and torsional stress. Mining-grade compounds accommodate millions of flex cycles without developing the fractures that lead to electrical failure.
Thermal Performance and Environmental Capability
The engineered thermal performance of premium mining festoon cables directly addresses the operational demands of Australian underground mining:
Maximum conductor temperature rating of 90°C during continuous operation provides safety margin above typical underground power system operating temperatures. This margin accommodates peak loads and temporary overload conditions without degrading conductor properties.
Short-circuit temperature capability of 250°C protects insulation integrity during fault conditions. This rating ensures that if an electrical fault occurs, the cable's insulation system can withstand the transient temperature rise without permanent damage.
The flexible operation ambient temperature range from -25°C to +60°C accommodates the thermal variation characteristic of underground mining environments. Australian underground mines experience temperature variation from cool tunnel environments (sometimes 10-15°C) to warmer areas near equipment heat sources (sometimes exceeding 40°C). The cable maintains required flexibility across this entire range.
Fixed installation ambient temperature capability extending to -40°C and +80°C provides performance margin for temporary installations and unusual applications exceeding normal mining conditions. This extended range demonstrates the engineering robustness of the cable design.
These thermal characteristics directly translate to operational advantage: cables that maintain performance despite thermal stress demonstrate greater reliability than cables approaching their thermal limits.
Mechanical and Installation Performance
Permanent tensile strength rating of 15 N/mm² indicates the cable's capacity to withstand pulling forces during installation and equipment repositioning. This rating, combined with the reinforced mechanical protection layer, ensures cables can be routed through challenging underground paths without failure.
Minimum bending radius specification of 6 times outer diameter for fixed installation and 10 times for flexible festoon operation provides practical guidance for support system design. These specifications allow engineers to design festoon systems with realistic bend requirements while maintaining cable integrity.
The combination of excellent flexibility (Class 5 conductors) and robust mechanical protection (reinforced structure) creates cables that simultaneously accommodate the tight bending required in confined underground spaces while withstanding the tensile and abrasion stresses created by equipment movement.
Compliance and Certification Framework
Premium mining festoon cables meet stringent international standards for high-voltage flexible cables in demanding underground applications:
Compliance with DIN VDE 0250-813 general requirements for high-voltage power cables ensures adherence to recognized international standards for cable design and performance.
Conductor specifications comply with DIN EN 60228 and IEC 60228, ensuring proper conductor sizing, stranding, and electrical properties.
Electrical parameters meet DIN VDE 0298-4 requirements, establishing appropriate insulation thickness, dielectric strength, and electrical safety characteristics.
Chemical behavior compliance with DIN EN 60811-404 and IEC 60811-404 demonstrates the cable's resistance to environmental degradation from moisture, chemicals, and temperature exposure.
Fire performance certification to DIN EN 60332-1-2 and IEC 60332-1-2 ensures appropriate flame retardancy characteristics necessary for underground mining safety.
Additional certifications for Australian mining operations may include recognition from relevant mining safety authorities and compliance with specific state mining regulations.
These compliance certifications demonstrate that premium mining cables have undergone rigorous testing and validation confirming their suitability for demanding underground mining applications.
System Integration and Monitoring Capability
The integrated fiber optic and control conductors transform premium mining festoon cables from passive power distribution infrastructure to actively-monitored, data-aware power systems.
Double-concentric control and FO/PE conductor arrangements provide monitoring, communication, and data transmission capability integrated within the cable structure. Equipment operators gain real-time visibility into cable condition and system performance.
Temperature monitoring through distributed fiber optic sensing enables continuous temperature measurement throughout the cable length. Hot spots indicating developing electrical faults or excessive current loads can be identified before they become serious problems.
Control conductor integration with mine equipment management systems enables automated diagnostics and equipment coordination based on power system status. Equipment controllers can assess available power capacity and optimize operation accordingly.
Fiber optic communication capability enables integration of festoon power systems into broader underground communication networks. Data about cable condition, power quality, and system performance can be transmitted to surface monitoring stations.
For mining operations implementing digitalization and real-time operational optimization, this monitoring and integration capability transforms festoon cable systems from infrastructure that simply delivers power to operational assets that provide actionable performance intelligence.
Australian Mining Application Context
The engineering design of premium mining festoon cables directly addresses the specific characteristics of Australian underground mining operations:
Queensland coal mining operations, with continuous equipment repositioning as seams are worked, depend on festoon cable reliability to maintain production schedules. The combination of high moisture environments, mechanical stress from frequent repositioning, and the need for consistent power quality makes premium cable specification essential.
New South Wales coalfield operations, often in regions with variable underground water conditions, benefit from the superior moisture protection and corrosion resistance of premium cable specifications. These capabilities maintain power system reliability despite challenging wet underground environments.
Western Australian hard-rock mining operations in iron ore and gold extraction depend on remote locations where cable failures create exceptional operational challenges. The extended service life achievable with premium cable specifications reduces the frequency of emergency replacement incidents in difficult-to-access underground locations.
Across Australia's diverse mining regions, the common requirement for reliable power distribution in harsh underground environments drives adoption of premium cable specifications engineered specifically for mining applications rather than adapted from surface industrial uses.
Specification and Procurement Considerations
Core Configuration Options
Three main power cores provide standard configuration suitable for three-phase power distribution in underground mining operations.
Concentric control and PE conductor elements enable real-time system monitoring and equipment diagnostics.
Fiber optic (FO) and PE conductor options integrate communication and temperature sensing capability for enhanced system intelligence.
Cable Length and Custom Specifications
Cables are available in custom lengths to match specific festoon system routing requirements. Rather than procuring standard lengths and cutting to fit, custom-length cables minimize joints and connection points that represent potential failure locations.
Custom cable configurations can address specific application requirements—additional fiber optic strands for extended monitoring capability, alternative control conductor arrangements for specific equipment integration, or modified outer sheath specifications for unusual chemical environments.
Delivery and Installation Support
Australian mining operations benefit from supply partnerships providing not only cable delivery but also technical support for installation and system commissioning.
Technical consultation during specification ensures cable selection matches the specific application requirements—festoon system geometry, load requirements, environmental exposure, and monitoring capability needs.
Installation support, ranging from guidance documents to on-site technical assistance, helps mining operations achieve the performance advantages that premium cable specifications enable through proper installation.
Total Cost of Ownership Framework
While premium mining festoon cables cost 25-40% more than standard industrial alternatives, the total cost of ownership analysis typically demonstrates strong economic justification:
Service life extension from 18-36 months (standard cables) to 60-96 months (premium cables) provides 300-400% improvement in service life. Over a 10-year period, this service life advantage reduces cable costs by approximately 60-80% compared to standard cable replacement frequency.
Failure prevention value exceeds cable cost difference many times over. A single major cable failure requiring emergency replacement, production stoppage, and potential schedule delays costs AUD 150,000-250,000+ in direct and indirect costs. Prevention of even one failure annually provides return exceeding the annual cable cost difference.
Operational reliability enables mining operations to meet production commitments and maintain supply chain reliability. For operations with global customers requiring consistent coal or mineral delivery, the operational predictability enabled by reliable festoon systems has significant financial value.
Monitoring and diagnostics capability integrated into premium cable specifications provides intelligence enabling optimization of equipment movement schedules, maintenance planning, and asset utilization. This optimization creates ongoing operational benefits throughout the cable service life.
Implementation and Next Steps
Engineering Assessment
Mining operations considering festoon cable specification upgrade should commission detailed engineering assessment of their specific applications. Assessment should evaluate current cable performance, identify failure mechanisms, quantify stresses in support systems, and recommend optimal cable specifications.
This assessment provides the technical foundation for confident specification decisions and enables accurate ROI analysis demonstrating the financial case for upgrade.
Pilot Implementation
Many operations choose phased implementation, starting with critical circuit runs or highest-stress applications. Pilot implementation demonstrates performance advantages in real-world conditions before full-system upgrade.
Performance data from pilot installations informs broader implementation decisions and provides evidence supporting investment in full-system upgrade.
Supply Chain Partnership
Establishing supply partnerships with cable suppliers experienced in Australian mining applications ensures access to technical expertise, inventory availability, and support throughout the cable installation and operation lifecycle.
Supply partnership arrangements can include options for rapid replacement if field failures occur during transition period, providing risk mitigation during upgrade implementation.
Ongoing Monitoring and Optimization
Once premium festoon cable systems are installed, integrated fiber optic monitoring capability enables continuous optimization of cable system performance. Regular review of monitoring data identifies patterns informing maintenance scheduling and equipment operation optimization.
Historical performance data supports planning for future cable replacement and informs decisions about system expansion or equipment repositioning requirements.
Expert Summary
Premium 6KV festoon power feeder cables with integrated fiber optic monitoring represent a fundamental advancement in underground mining power distribution technology, addressing the specific mechanical stresses, environmental challenges, and operational demands of Australian underground mining operations. Unlike standard industrial festoon cables adapted from surface power systems, these purpose-engineered cables are designed from conception for the harsh, dynamic underground mining environment where reliability directly impacts production, safety, and financial performance.
The engineering distinction between standard and premium festoon cables appears subtle on specification sheets but proves decisive in real-world underground mining performance. Class 5 tinned copper conductors provide fatigue resistance 5-10 times superior to standard stranding, enabling cables to survive the continuous flexing characteristic of festoon systems. Reinforced mechanical protection structures absorb the tensile and abrasion stresses that destroy standard cables in months. Advanced EPR insulation systems and PCP outer sheaths maintain integrity despite moisture exposure, chemical environment, and temperature fluctuation that degrade standard materials.
Real-world case studies from major Australian coal mining operations and hard-rock mining projects demonstrate quantified performance improvements: service life extensions from 18-36 months to 60-96 months (300-400% improvement), failure rates reduced by 95% or more, production losses from cable failures essentially eliminated, and operational predictability that enables mining operations to meet global supply chain commitments with confidence.
The integration of fiber optic monitoring and control elements transforms festoon cable systems from passive power distribution infrastructure to actively-monitored, data-aware assets. Real-time temperature measurement, condition diagnostics, and integration with mine management systems enable predictive maintenance replacing reactive crisis response. For mining operations implementing digitalization and real-time operational optimization, this intelligence capability provides ongoing operational value throughout cable service life.
From a financial perspective, total cost of ownership analysis conclusively favors premium cable specifications for Australian mining applications. While initial cable cost is 25-40% higher than standard alternatives, service life advantages alone reduce amortized annual cable costs by 60-80%. The prevention value of avoiding even single major cable failure ($150,000-250,000+ consequence) typically exceeds annual cable cost difference. For operations with critical production schedules and global supply chain commitments, the operational reliability enabled by premium specifications delivers financial value impossible to quantify precisely but obvious in practice.
The clear trend across professionally-managed Australian mining operations is systematic adoption of purpose-engineered festoon cables based on comprehensive engineering assessment rather than cost minimization. Mining operations achieving consistent global supply chain performance, reliable production schedules, and sustained operational efficiency are increasingly those employing premium cable specifications engineered specifically for Australian underground mining conditions. Operations continuing standard cable specifications in mining festoon applications are increasingly viewed as accepting unnecessary operational risk and incurring preventable costs.
For Australian mining operations currently experiencing festoon cable-related challenges—whether acute failures or chronic performance problems—the evidence strongly supports commissioning detailed engineering assessment of cable specification requirements. This investment (typically AUD $5,000-20,000) is recovered within weeks or months through prevented failures and improved operational reliability. The result is more predictable operations, enhanced safety, confidence in equipment repositioning capability, and measurable financial improvement through extended cable service life and elimination of emergency replacement costs.
Next Steps: Transforming Festoon Cable Performance
If your mining operation is currently managing festoon cable challenges or contemplating infrastructure optimization, consider these action steps:
Conduct Festoon System Performance Audit: Document recent cable failures, performance problems, or maintenance issues. Analyze cable failure modes. Assess current cable condition through insulation resistance testing and visual inspection. This audit reveals whether premium specifications address your specific challenges.
Commission Engineering Assessment: Engage qualified mining engineers to evaluate your festoon system application—equipment repositioning frequency, load requirements, environmental exposure, support system geometry, and service life expectations. This assessment provides the foundation for optimal cable specification.
Evaluate Total Cost of Ownership: Calculate genuine economic comparison including cable cost, expected service life, maintenance frequency, failure rates, and production impact. This analysis demonstrates financial case for specification upgrade.
Assess Support System Condition: Professional evaluation of pulleys, guides, and support structures ensures the festoon system infrastructure is adequate for upgraded cable performance.
Develop Implementation Plan: If upgrade is justified, develop phased implementation approach. Consider upgrading critical circuit runs first, expanding based on performance results.
The investment in appropriate festoon cable specification, combined with quality support system infrastructure and regular maintenance, often becomes the highest-return mining equipment upgrade Australian operations undertake—delivering reliability benefits cascading across entire mining operations.
Technical Resources and Consultation
Australian mining operations undertaking festoon cable specification should consult:
Relevant international standards (DIN VDE 0250-813, DIN EN 60228, DIN VDE 0298-4) establishing requirements for cable design and performance.
Equipment manufacturer specifications for transformer, equipment, and power system requirements that inform cable specifications.
Australian mining safety regulations addressing cable systems and electrical safety requirements.
Cable supplier technical documentation providing detailed specifications and application guidance.
Industry best practices from mining engineering associations and published case studies of successful implementations.
Professional cable testing and engineering consultants experienced in mining applications.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat