CORDAFLEX (S) NSHTOEU 1 kV Heavy Duty Reeling Cable for High-Speed Underground Mining Operations in Australia
Discover how CORDAFLEX (S) NSHTOEU 1 kV heavy-duty reeling cable delivers exceptional flexibility, high-speed reeling performance, and long service life for LHDs, underground loaders, and mining equipment in Australian coal and hard-rock mines.
hongjing.Wang@Feichun
5/19/20267 min read
CORDAFLEX (S) NSHTOEU 1 kV Heavy Duty Reeling Cable – Engineered for Australia’s High-Speed Underground Mining Operations
Modern underground mining in Australia depends heavily on mobile equipment operating under severe mechanical stress and continuous production pressure. From Queensland’s underground coal operations to hard-rock mines across Western Australia and New South Wales, underground mining equipment must move faster, operate longer, and handle increasingly demanding production cycles.
At the centre of many of these underground systems is a component that is often overlooked until it fails — the reeling cable.
For Load-Haul-Dump (LHD) machines, underground loaders, development equipment, and other mobile mining machinery, cable reliability directly affects production uptime. A failed reeling cable can stop an entire development heading, interrupt ore production, delay shift targets, and trigger expensive maintenance downtime.
Underground reeling applications are particularly demanding because cables are subjected to:
Continuous winding and unwinding
High-speed reeling cycles
Constant flexing
Dynamic torsional movement
Abrasion
Tensile loading
Tight bending radii
Mechanical vibration
Wet and abrasive underground conditions
Ordinary industrial flexible cables are not designed to survive these environments.
That is why Australian mining operations increasingly rely on specialised heavy-duty mining reeling cables engineered specifically for dynamic underground applications.
The CORDAFLEX (S) NSHTOEU 1 kV heavy-duty reeling cable is purpose-built for these harsh underground mining conditions. Designed for frequent dynamic loads and high-speed reeling applications, this cable combines:
Exceptional flexibility
High tensile strength
Advanced torsional stability
Aramid reinforcement
Heavy-duty PCP sheath protection
Excellent abrasion resistance
Reliable electrical performance under continuous movement
For mining engineers, underground electricians, procurement managers, OEM equipment manufacturers, and mining contractors across Australia, selecting the right reeling cable is critical for improving reliability and reducing operational downtime.
This article explores the construction, performance, real-world Australian mining applications, and long-term operational advantages of the CORDAFLEX (S) NSHTOEU 1 kV reeling cable.
Why Underground Reeling Applications Destroy Standard Cables
Underground mining reeling systems create some of the harshest operating environments for flexible power cables.
Unlike fixed mining cables, reeling cables are constantly exposed to dynamic mechanical stress during operation.
Every shift, an underground mining reeling cable may experience:
Thousands of flexing cycles
Continuous acceleration and deceleration
Torsional movement
Tight bending
Abrasive contact surfaces
Drum winding pressure
Repeated tensile loading
In high-production underground operations, this process repeats continuously.
Australian underground mines are particularly demanding because:
Mining equipment operates for extended production hours
Development headings require constant machine movement
Underground conditions are abrasive and wet
Mining systems increasingly operate at higher travel speeds
Equipment utilisation rates are extremely high
Under these conditions, standard industrial cables often fail due to:
Corkscrewing
Conductor fatigue
Outer sheath cracking
Excessive twisting
Internal insulation damage
Premature electrical breakdown
Tensile overload damage
For underground mining operations, these failures create costly downtime and major maintenance challenges.
This is why purpose-built underground reeling cables are essential.
What Is CORDAFLEX (S) NSHTOEU 1 kV Cable?
CORDAFLEX (S) NSHTOEU 1 kV is a premium flexible low-voltage mining reeling cable designed specifically for dynamic underground mining applications involving high-speed reeling systems.
The cable is primarily used for:
Load-Haul-Dump (LHD) machines
Underground loaders
Scoops
Underground mobile mining equipment
Development machinery
Reeling systems
Mono-spiral reels
Cylindrical reel systems
The cable is engineered to handle:
Continuous flexing
Dynamic mechanical loading
Repeated reeling cycles
Underground abrasion
Torsional stress
High-speed movement
Its construction incorporates several specialised design features intended specifically for underground mining environments.
Built Specifically for High-Speed Underground Reeling
One of the defining characteristics of this cable is its ability to operate at high reeling speeds.
The cable supports travel speeds up to:
160 m/min
This makes it highly suitable for modern underground mining operations where productivity and equipment utilisation are continuously increasing.
High-speed underground reeling creates severe mechanical stress because the cable must repeatedly:
Accelerate
Decelerate
Flex
Twist
Wind and unwind under tension
Without proper cable construction, this quickly causes:
Internal conductor fatigue
Twisting instability
Corkscrewing
Sheath damage
Premature cable failure
The CORDAFLEX (S) NSHTOEU cable is engineered specifically to minimise these risks.
Why Aramid Reinforcement Matters in Mining Reeling Cables
One of the cable’s most important design features is its central aramid support element.
The aramid yarn core provides:
High tensile strength
Mechanical stability
Improved flexing behaviour
Better structural support
Reduced conductor strain
Enhanced operational lifespan
In underground reeling applications, the cable is constantly exposed to tensile loading generated during reel operation.
Without proper reinforcement, the cable can suffer:
Elongation
Conductor fatigue
Twisting instability
Internal structural breakdown
The central aramid element helps distribute mechanical stress more evenly throughout the cable structure.
This significantly improves long-term performance in high-cycle underground mining environments.
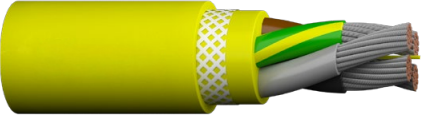
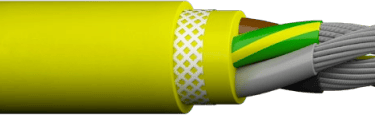
Cable Construction Features for Underground Reliability
Every component of the CORDAFLEX (S) NSHTOEU cable is engineered for severe underground operating conditions.
1. Very Finely Stranded Tinned Copper Conductors
The cable uses Class FS very finely stranded tinned copper conductors.
Benefits include:
Exceptional flexibility
Improved movement capability
Reduced conductor fatigue
Enhanced bending performance
Better corrosion resistance underground
Tinned copper is particularly important in underground mining because moisture exposure and aggressive underground environments can rapidly damage untreated conductors.
The finely stranded construction also improves flexibility during repeated reeling cycles.
2. Central Aramid Support Element
The cable incorporates a central aramid yarn support element covered with rubber.
This reinforcement system provides:
Increased tensile capability
Mechanical stability
Reduced internal movement
Improved structural integrity
Better reeling performance
For underground LHD operations where cables undergo continuous reeling movement, this reinforcement is essential for long-term reliability.
3. EPR Rubber Insulation
The power cores use specialised EPR rubber insulation compounds engineered for mining applications.
Advantages include:
High dielectric strength
Excellent flexibility
Thermal stability
Mechanical durability
Reliable electrical performance under movement
EPR insulation performs particularly well under repeated flexing and dynamic underground conditions.
4. Optimised Core Configuration
The power cores are arranged around the central support element for improved mechanical balance.
Core identification includes:
Black
Grey
Brown
Green-yellow earth conductor
This configuration improves:
Torsional stability
Flexibility
Reeling performance
Mechanical balance during movement
5. Polyester Braiding Reinforcement
The cable uses polyester braiding to improve:
Abrasion resistance
Mechanical durability
Sheath stability
Structural reinforcement
This helps the cable survive aggressive underground conditions involving:
Dragging
Reel tension
Abrasive surfaces
Mechanical vibration
6. Double-Layer PCP PROTOFIRM Sheath
The outer sheath uses a heavy-duty PCP rubber compound designed for severe mining environments.
The sheath provides excellent resistance to:
Abrasion
Oil
Ozone
UV exposure
Mechanical impact
Underground moisture
The double-layer sheath system significantly improves durability in underground reeling applications.
Electrical Performance Specifications
The cable is designed for low-voltage underground mining systems.
Key electrical specifications include:
Rated voltage: 0.6/1 kV
Maximum conductor temperature: 90°C
Short-circuit temperature: 250°C
Test voltage: 2.5 kV
These characteristics allow reliable performance under continuous underground production conditions.
Mechanical Performance for Dynamic Underground Mining
Mechanical performance is one of the most critical aspects of underground mining reeling cables.
The CORDAFLEX (S) NSHTOEU cable is engineered specifically for:
Frequent dynamic loading
Continuous reeling cycles
High-speed operation
Underground movement applications
Key mechanical characteristics include:
Torsional stress resistance: ±25°/m
Permanent tensile strength: 30 N/mm²
Travel speed: 160 m/min
Flexible bending capability
Improved anti-corkscrew performance
These properties help improve reliability in demanding underground operations.
Bending Radius Performance
Correct bending performance is essential for reeling cable longevity.
Recommended bending radii include:
Fixed installation: 4 × D
Flexible operation: 5 × D
S-type directional changes: 20 × D
Maintaining correct bending radii helps reduce:
Conductor fatigue
Internal stress
Premature failure
Sheath cracking
For underground reeling systems, proper cable guidance is essential.
Temperature Resistance for Australian Underground Conditions
Australian underground mining environments involve severe temperature variation combined with humidity and confined ventilation.
The cable is designed for:
Fixed Installation
-40°C to +80°C
Flexible Operation
-25°C to +60°C
These temperature ratings allow reliable performance across a wide range of underground mining conditions.
Real-World Australian Mining Applications
Queensland Underground Coal Mines – Bowen Basin
Queensland’s Bowen Basin is one of Australia’s most important underground coal mining regions.
LHD fleets operating in development headings and production areas require high-performance reeling cables capable of surviving:
Continuous reeling cycles
Wet underground conditions
High-speed machine movement
Abrasive roadway environments
Tight operational spaces
Mining operators in the Bowen Basin frequently prioritise reeling cables that offer:
Reduced corkscrewing
Improved flex life
Better abrasion resistance
Longer operational lifespan
Lower replacement frequency
High-speed reeling systems place enormous mechanical stress on underground cables, making specialised mining cable design essential.
New South Wales Underground Operations
Underground coal mines in New South Wales often involve:
Continuous miner operations
LHD systems
Development roadways
Tight turning areas
High cable movement frequency
In these environments, reeling cables must tolerate repeated bending and directional movement while maintaining stable electrical performance.
Mining operators increasingly rely on purpose-built mining reeling cables to minimise downtime caused by cable failures.
Western Australian Hard-Rock Mining Operations
Western Australia’s underground hard-rock mining industry relies heavily on mobile mining fleets.
Applications commonly include:
Underground loaders
LHD machines
Development drills
Mobile ore handling systems
These operations often involve:
Long development headings
Rough underground surfaces
High equipment utilisation
Continuous movement cycles
The aramid reinforcement and heavy-duty sheath construction help improve cable survival under these harsh operating conditions.
Tasmania Underground Mining Applications
Tasmania’s underground mining sector also uses mobile underground equipment requiring durable reeling cable systems.
Underground operations in Tasmania frequently involve:
Narrow access headings
Moisture-heavy environments
High mechanical wear
Tight cable management areas
Flexible heavy-duty mining cables help improve reliability in these confined underground conditions.
Mining Ports and Bulk Handling Applications
The engineering principles used in underground reeling cables are also relevant in Australian port infrastructure.
Bulk handling equipment at ports such as:
Hay Point
Dalrymple Bay
Newcastle
Port Hedland
often operates under severe dynamic cable conditions.
Applications can include:
Reeling drums
Stackers
Reclaimers
Mobile conveyors
Ship loaders
These systems require cables capable of handling:
Continuous movement
Mechanical stress
Abrasion
Outdoor environmental exposure
Heavy-duty reeling cable technology developed for underground mining increasingly supports modern bulk handling infrastructure.
Why Mining Operators Prioritise Anti-Corkscrew Performance
Corkscrewing is one of the most common problems in underground reeling cables.
It occurs when the cable twists excessively during operation, causing spiral deformation.
Corkscrewing can lead to:
Conductor damage
Internal stress concentration
Reduced flexibility
Increased snagging risk
Premature failure
The balanced construction and reinforcement system of the CORDAFLEX (S) NSHTOEU cable help reduce corkscrewing tendencies during high-speed operation.
This is especially important for underground LHD applications involving constant reel movement.
Installation Best Practices for Underground Reeling Cables
Even premium mining reeling cables require correct installation practices to achieve maximum service life.
Best practices include:
Maintain Correct Reel Alignment
Poor reel alignment increases cable twisting and wear.
Use Proper Tension Control
Incorrect tension settings accelerate cable fatigue.
Avoid Excessive Twisting During Installation
Initial torsional stress can shorten cable life significantly.
Inspect High-Wear Areas Regularly
Routine inspections help identify:
Abrasion damage
Corkscrewing
Sheath wear
Mechanical stress points
Preventative maintenance reduces unexpected downtime.
Follow Recommended Bending Radii
Improper bending increases conductor fatigue and internal stress.
Why Australian Mines Need Purpose-Built Reeling Cables
General industrial flexible cables are rarely suitable for underground reeling systems.
Purpose-built mining reeling cables provide:
Better dynamic performance
Improved mechanical durability
Higher tensile capability
Longer flex life
Enhanced abrasion resistance
Reduced downtime risk
For underground mining operations, these benefits translate directly into improved operational reliability.
SEO Keywords Driving Underground Mining Cable Searches
This article is optimised for high-intent mining search terms including:
CORDAFLEX (S) 1 kV
LHD reeling cable Australia
Underground mining reeling cable
Mono spiral LHD cable Queensland
High speed underground trailing cable
Underground reeling cable NSW
Mining reeling cable Australia
Heavy duty LHD cable
Underground loader reeling cable
Hard rock mining reeling cable
Flexible mining cable Australia
High speed mining cable WA
These keywords align with real procurement and engineering search behaviour across Australia’s mining sector.
Future Trends in Underground Mining Cable Technology
Australia’s underground mining industry continues evolving toward:
Higher automation
Faster machine movement
Electrified underground fleets
Increased production intensity
Longer operating cycles
These trends place increasing demands on mining cable systems.
Future cable development will likely focus on:
Greater flex life
Lower torsional behaviour
Improved abrasion resistance
Smart monitoring integration
Reduced cable weight
Higher operational speeds
Advanced reeling cables will remain essential for modern underground mining operations.
Choosing the Right Underground Mining Cable Supplier in Australia
When sourcing underground mining reeling cables, Australian procurement teams typically evaluate suppliers based on:
Underground mining expertise
Technical support capability
Product durability
Availability during shutdown periods
Custom manufacturing capability
Lead times
Compliance understanding
Operational reliability
Mining operations increasingly prefer suppliers experienced in Australian underground conditions.
Expert Summary
The CORDAFLEX (S) NSHTOEU 1 kV heavy-duty reeling cable is purpose-built for demanding underground mining environments where continuous reeling movement, high travel speeds, and severe mechanical stress require exceptional cable durability and flexibility.
Its specialised construction — combining very finely stranded tinned copper conductors, EPR rubber insulation, a central aramid support element, polyester braiding, and a heavy-duty PCP PROTOFIRM sheath — delivers reliable performance for underground LHDs, loaders, scoops, and mobile mining equipment operating under extreme dynamic conditions.
For underground coal mines in Queensland and New South Wales, as well as hard-rock mining operations in Western Australia and Tasmania, this type of high-speed mining reeling cable helps reduce downtime, minimise corkscrewing, improve service life, and maintain operational reliability in high-cycle underground environments.
As Australian underground mining operations continue increasing productivity and automation, advanced heavy-duty reeling cables will remain critical to maintaining safe, efficient, and cost-effective underground production systems.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat