
Essential Guide to 0.6/1 kV Type 1 Cables AS/NZS 1972 for Mobile Equipment Wiring: Installation, Protection & Applications
Discover everything about 0.6/1 kV Type 1 cables manufactured to AS/NZS 1972 for continuous miners, shuttle buses, road headers, and more. Learn installation requirements, mechanical protection guidelines, interconnection uses, and why electrically symmetrical designs above 20 amps matter
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/19/202510 min read
Introduction
Overview of 0.6/1 kV Type 1 Cables
The mining and heavy equipment industries rely heavily on robust electrical infrastructure to power mobile machinery safely and efficiently. Among the most critical components of this infrastructure are 0.6/1 kV Type 1 cables, specifically engineered for the demanding environments encountered in mining operations. These specialised cables represent a cornerstone of reliable mobile equipment wiring cable solutions, designed to withstand the harsh conditions typical of underground and surface mining applications.
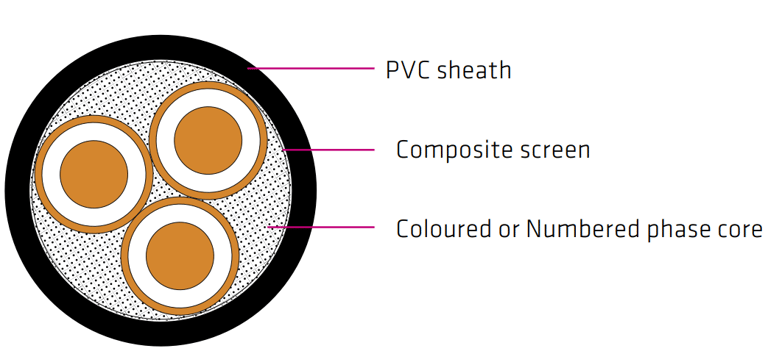
Type 1 cables are characterised by their PVC insulation and covering, combined with composite screening systems that provide essential protection against electromagnetic interference and mechanical stress. The cable construction features coloured or numbered phase cores encased within a durable PVC sheath, making them ideal for applications requiring flexibility, chemical resistance, and reliable performance in challenging operational conditions.
Importance of Compliance with AS/NZS 1972
Compliance with the AS/NZS 1972 Type 1 cable standard is not merely a regulatory requirement but a fundamental safety imperative in the mining industry. This Australian/New Zealand standard establishes comprehensive guidelines for the manufacture, testing, and application of mining cables, ensuring they meet stringent safety and performance criteria essential for protecting personnel and equipment in hazardous environments.
The AS/NZS 1972 standard addresses critical aspects including conductor construction, insulation integrity, screening effectiveness, and environmental resistance. Cables manufactured to this standard undergo rigorous testing protocols to verify their suitability for mining applications, including assessments of flame resistance, mechanical durability, and electrical performance under various operating conditions.
Target Applications in Mobile Mining and Transport Equipment
0.6/1 kV Type 1 mining equipment interconnection cable applications span a diverse range of mobile machinery essential to modern mining operations. These cables serve as the electrical lifeline for continuous miners, shuttle cars, road headers, and personnel transport vehicles, providing power distribution and control signal transmission throughout complex mining systems.
The versatility of Type 1 cables makes them particularly suitable for interconnecting control boxes, motors, and other critical equipment components where reliable electrical connections are paramount. Their flexible construction allows for the dynamic movement required in mobile applications whilst maintaining electrical integrity under repeated flexing cycles.
Key Features and Specifications
Voltage Rating and Conductor Construction
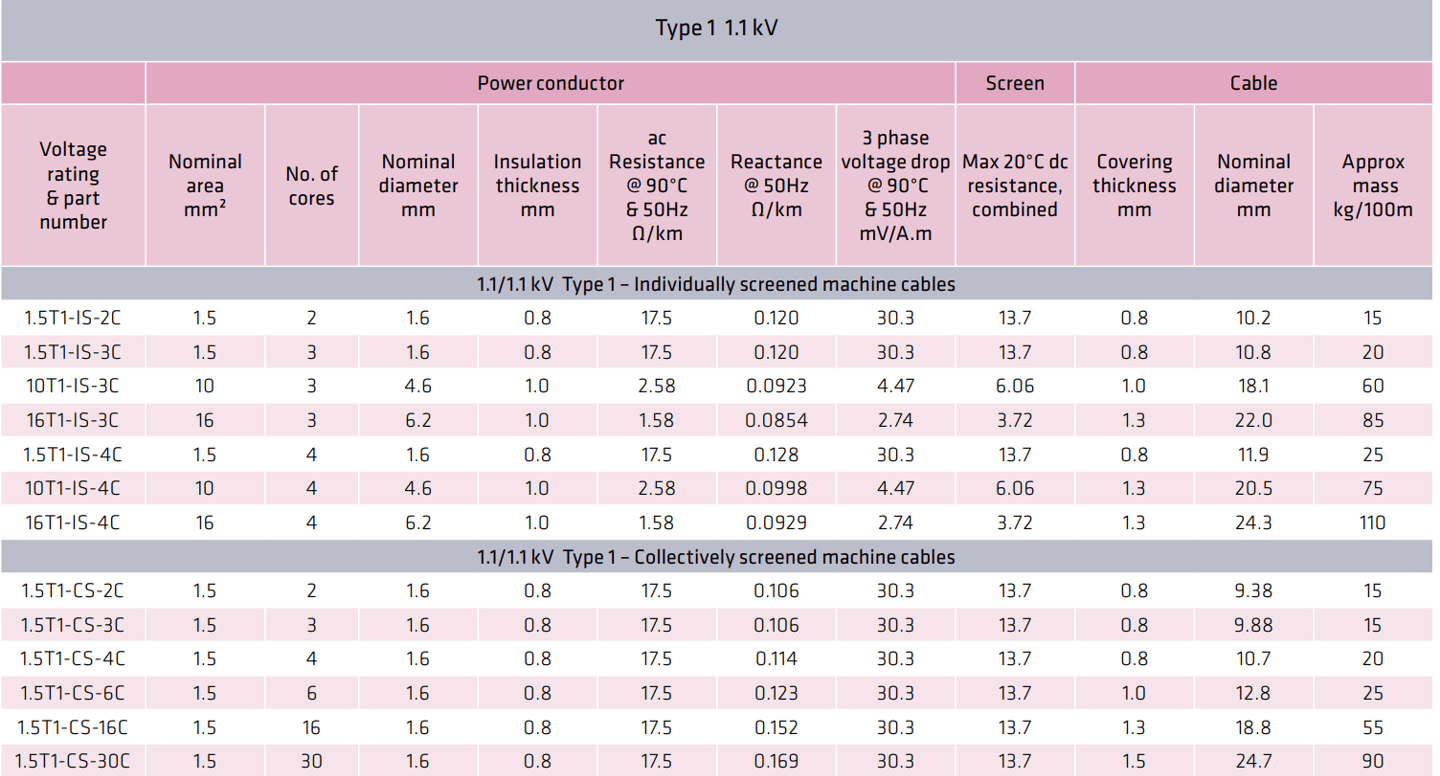
Type 1 cables are designed for operation at voltage levels up to 1.1 kV (1100 volts), making them suitable for medium voltage applications common in mining equipment. The conductor construction typically utilises stranded copper conductors with nominal cross-sectional areas ranging from 1.5 mm² to 16 mm², providing flexibility whilst maintaining excellent current-carrying capacity.
The conductor design incorporates multiple fine copper strands that enhance flexibility and reduce the risk of conductor failure under repeated bending and vibration. This construction is particularly important in mobile applications where cables must accommodate constant movement and mechanical stress without compromising electrical continuity.
Screen and Insulation Details
The screening system represents a critical component of Type 1 cable design, available in both individually screened (IS) and collectively screened (CS) configurations. Individual screening provides enhanced protection for each core against electromagnetic interference, whilst collective screening offers cost-effective protection for the entire cable assembly.
The composite screen typically consists of metallic tape or wire braid combined with a semiconductive layer, creating an effective barrier against electrical noise and providing a controlled discharge path for fault currents. This screening system is essential for maintaining signal integrity in control applications and ensuring safe operation in electrically noisy mining environments.
PVC insulation provides excellent dielectric properties whilst offering superior resistance to chemicals, moisture, and mechanical abrasion commonly encountered in mining operations. The insulation thickness varies according to conductor size and voltage requirements, with typical thicknesses ranging from 0.8 mm for smaller conductors to 1.0 mm for larger cross-sections.
Electromechanical Properties Above 20 Amps (Electrical Symmetry)
A defining characteristic of electrically symmetrical Type 1 cables above 20 amps is their balanced electrical properties across all phases. This symmetry ensures uniform current distribution, minimising circulating currents and reducing losses in three-phase systems. The electrical symmetry is achieved through precise control of conductor positioning, insulation thickness, and overall cable geometry during manufacture.
This symmetrical design becomes particularly important in high-current applications where unbalanced impedances can lead to uneven loading, increased heating, and reduced system efficiency. The symmetrical construction also contributes to improved electromagnetic compatibility and reduced interference with sensitive control circuits.
AS/NZS 1972 Standard Requirements
Scope and Purpose of AS/NZS 1972
The AS/NZS 1972 standard establishes comprehensive requirements for flexible cables intended for use in mining applications, with particular emphasis on mobile equipment where traditional fixed installation practices are inappropriate. The standard recognises the unique challenges faced by mining cables, including exposure to corrosive chemicals, mechanical impact, extreme temperatures, and continuous flexing.
The standard categorises cables into various types based on their intended application, with Type 1 cables specifically designated for mobile equipment use. This classification system ensures that cables are appropriately specified for their intended duty, taking into account factors such as voltage rating, current capacity, environmental exposure, and mechanical stress requirements.
Material and Performance Criteria
Material specifications within AS/NZS 1972 are stringent, requiring the use of high-grade copper conductors with specific purity levels to ensure optimal electrical conductivity and mechanical properties. The standard mandates particular insulation compounds that provide adequate dielectric strength whilst maintaining flexibility and chemical resistance throughout the cable's service life.
Performance criteria encompass electrical, mechanical, and environmental parameters. Electrical requirements include conductor resistance limits, insulation resistance thresholds, and high-voltage testing protocols. Mechanical criteria address tensile strength, flexing endurance, and impact resistance, whilst environmental specifications cover temperature ranges, chemical exposure resistance, and flame propagation characteristics.
Testing and Certification for Type 1 Cables
Comprehensive testing protocols ensure Type 1 cables meet all AS/NZS 1972 requirements before release to market. Testing encompasses routine production tests conducted on every cable length and type approval tests performed during initial certification. Production tests typically include conductor resistance verification, insulation resistance measurement, and high-voltage testing to confirm electrical integrity.
Type approval testing involves more extensive evaluation including mechanical tests such as tensile strength assessment, flexing endurance trials, and impact resistance verification. Environmental testing evaluates performance under extreme temperatures, chemical exposure, and accelerated ageing conditions to predict long-term reliability.


Applications in Mobile Equipment
Continuous Miners
Continuous miner cable AS/NZS 1972 applications represent one of the most demanding uses for Type 1 cables. Continuous miners operate in confined spaces with high levels of dust, moisture, and mechanical vibration, requiring cables that can withstand these harsh conditions whilst maintaining reliable electrical performance.
The cable installation in continuous miners typically involves routing through cable management systems that must accommodate the machine's cutting and tramming operations. Type 1 cables provide the flexibility necessary for these dynamic movements whilst their chemical resistance ensures longevity despite exposure to cutting fluids and coal dust.
Shuttle Cars and Road Headers
Shuttle car operations present unique challenges for electrical systems due to the repetitive loading and unloading cycles that subject cables to continuous flexing. Shuttle car cable mechanical protection becomes critical in these applications, as cables must endure not only electrical stress but also mechanical wear from cargo handling operations.
Road header wiring cable specifications must account for the cutting action and associated vibrations that characterise these machines. Type 1 cables excel in these applications due to their robust construction and ability to maintain electrical integrity despite continuous mechanical stress.
Personnel Transports and Control Boxes
Personnel transport vehicles require reliable electrical systems for both propulsion and safety systems. Type 1 cables provide the necessary reliability for these critical applications, ensuring that safety systems remain operational throughout the transport cycle.
Control box interconnections represent another vital application where Type 1 cables provide secure electrical connections between distributed control elements. The screening properties of these cables become particularly important in control applications where signal integrity directly impacts operational safety and efficiency.
Motor Interconnections
Motor interconnection applications require cables capable of handling high starting currents whilst providing long-term reliability under continuous duty cycles. Type 1 cables offer excellent current-carrying capacity combined with the mechanical durability necessary for motor applications in mobile equipment.
The electrically symmetrical design of larger Type 1 cables ensures balanced loading across motor phases, contributing to improved motor performance and extended service life. This symmetry becomes particularly important in variable frequency drive applications where harmonic distortion can be minimised through proper cable selection.


Installation and Mechanical Protection
Protected vs. External (Non-Protected) Installations
The AS/NZS 1972 standard differentiates between protected and external installations, with Type 1 cables requiring additional mechanical protection when used in external or non-protected environments. Protected installations typically involve enclosed cable management systems that provide physical protection against mechanical impact and environmental exposure.
External installations expose cables to greater mechanical stress, chemical exposure, and potential physical damage. AS/NZS 1972 Type 1 cable mechanical protection guidelines specify that additional protection measures must be implemented in these applications, including cable trays, conduits, or armoured cable constructions.
Required Cable Trays, Conduit, and Armouring
Cable tray systems represent the most common mechanical protection method for Type 1 cables in mobile applications. These systems provide organised cable routing whilst protecting against mechanical damage and facilitating maintenance access. Tray systems must be designed to accommodate cable movement during equipment operation whilst providing adequate support to prevent excessive stress.
Conduit protection becomes necessary in areas where cables are exposed to severe mechanical hazards or where additional chemical protection is required. Flexible metallic conduits are commonly employed in mobile applications due to their ability to accommodate movement whilst providing superior mechanical protection.
Armouring may be specified for extreme applications where standard Type 1 cables require enhanced mechanical protection. Steel wire armour or steel tape armour can be applied over the cable sheath to provide additional protection against crushing forces and mechanical impact.
Environmental Considerations (Abrasion, Chemicals, Moisture)
Environmental factors play a crucial role in Type 1 cable performance and longevity. Abrasion resistance becomes critical in applications where cables may contact moving machinery or abrasive materials. The PVC sheath provides good abrasion resistance, but installation practices must minimise exposure to abrasive conditions.
Chemical exposure is common in mining environments, with Type 1 cables demonstrating excellent resistance to most industrial chemicals encountered in these applications. The PVC compound used in cable sheaths is formulated to resist attack from oils, acids, and alkaline solutions commonly found in mining operations.
Moisture ingress can compromise cable performance and safety, making proper sealing essential in wet environments. Type 1 cables incorporate moisture barriers within their construction, but installation techniques must ensure that cable terminations and joints maintain these moisture barriers throughout the system.


Electrical Symmetry and Ampacity
Definition of Electrical Symmetry in Multicore Cables
Electrical symmetry in multicore cables refers to the uniform electrical characteristics across all conductors within the cable assembly. This symmetry encompasses conductor resistance, reactance, and capacitance values that should remain consistent between phases to ensure balanced system operation. Electrically symmetrical Type 1 cables above 20 amps are specifically designed to maintain these balanced characteristics under high-current conditions.
The achievement of electrical symmetry requires precise control of conductor positioning, insulation thickness uniformity, and overall cable geometry. Manufacturing processes must ensure that each conductor experiences identical electrical environments to maintain symmetrical characteristics throughout the cable length.
Ampacity Calculations and Derating Factors
Ampacity calculations for Type 1 cables must consider various installation and environmental factors that affect current-carrying capacity. The basic ampacity is determined by the conductor size and insulation temperature rating, but derating factors must be applied for ambient temperature, grouping effects, and installation conditions.
Temperature derating becomes particularly important in mining applications where elevated ambient temperatures are common. The maximum operating temperature of 90°C for Type 1 cables provides good thermal margins, but careful consideration of heat dissipation is essential in enclosed installations.
Grouping effects occur when multiple cables are installed in close proximity, reducing the heat dissipation capability of individual cables. Derating factors must be applied based on the number of cables and their physical arrangement to ensure safe operation within temperature limits.
Impact on System Performance and Safety
Electrical symmetry directly impacts system performance through its effect on load balancing and harmonic content. Symmetrical cables minimise circulating currents between neutral and earth systems, reducing losses and improving overall system efficiency. This symmetry becomes particularly important in sensitive electronic systems where ground loops can cause operational problems.
Safety implications of electrical symmetry include reduced heating effects and improved fault protection sensitivity. Balanced systems experience lower neutral currents, reducing the risk of overheating in neutral conductors and improving the effectiveness of earth fault protection systems.
Common Cable Issues: Questions and Answers
Q: What causes premature failure of Type 1 cables in mobile applications?
A: The most common causes include inadequate mechanical protection leading to physical damage, exceeding the minimum bending radius during installation, chemical attack from incompatible substances, and thermal damage from overloading. Proper installation following AS/NZS 1972 guidelines and regular inspection can prevent most failures.
Q: How do I determine if my Type 1 cable installation requires additional mechanical protection?
A: Installations are classified as requiring additional protection if cables are exposed to external environments where they may encounter mechanical impact, crushing forces, or severe abrasion. The AS/NZS 1972 standard provides specific guidance on when additional protection measures such as cable trays, conduits, or armouring are mandatory.
Q: What testing should be performed on Type 1 cables before commissioning?
A: Pre-commissioning testing should include insulation resistance testing, continuity verification, and high-voltage testing as specified in AS/NZS 1972. Additionally, screening continuity should be verified, and mechanical inspections should confirm proper installation practices including adequate bend radii and mechanical protection.
Q: Can Type 1 cables be repaired if damaged, or must they be replaced?
A: Minor damage to cable sheaths may be repairable using approved repair kits and techniques, provided the conductor insulation and screening remain intact. However, any damage affecting conductor insulation or screening integrity requires cable replacement to maintain AS/NZS 1972 compliance and safety standards.
Conclusion
Summary of Benefits and Compliance Essentials
Type 1 cables manufactured to AS/NZS 1972 standards represent the optimal solution for mobile equipment wiring in mining and heavy industry applications. Their combination of electrical performance, mechanical durability, and environmental resistance makes them essential for reliable operation in demanding conditions. The electrically symmetrical design of cables rated above 20 amps ensures balanced system operation and improved safety margins.
Compliance with AS/NZS 1972 requirements is fundamental to achieving safe and reliable installations. This compliance encompasses not only cable selection but also proper installation practices, adequate mechanical protection, and appropriate testing protocols. The standard provides comprehensive guidance for achieving optimal performance whilst maintaining safety throughout the cable's service life.
Best Practices for Selection and Installation
Successful Type 1 cable installations require careful consideration of environmental conditions, mechanical stress factors, and electrical requirements. Cable selection should account for current capacity, voltage rating, core count, and screening requirements based on the specific application. Installation practices must follow AS/NZS 1972 guidelines regarding bending radii, mechanical protection, and environmental sealing.
Regular inspection and maintenance programmes are essential for maximising cable service life and maintaining safety standards. These programmes should include visual inspections, electrical testing, and mechanical protection system verification to identify potential issues before they result in failure.
Future Developments in Machine Cable Standards
The evolution of mining equipment towards increased automation and electronic control systems continues to drive development in cable technology and standards. Future revisions of AS/NZS 1972 may incorporate enhanced requirements for electromagnetic compatibility, improved environmental resistance, and expanded testing protocols to address emerging technologies.
Advances in cable materials and construction techniques promise improved performance characteristics including enhanced flexibility, superior chemical resistance, and extended service life. These developments will further strengthen the position of Type 1 cables as the preferred solution for mobile equipment applications in the mining industry.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat