
Flat Parallel Mining Cable for AC Mining Equipment: EPR Insulation, Heavy-Duty CPE Jacket
Flat parallel mining cable for AC mining equipment—EPR insulation, synthetic yarn reinforcement, heavy/extra-heavy-duty CPE jacket, 90°C rating, and ICEA S-75-381/NEMA WC 58 compliance.
hongjing.Wang@Feichun
1/6/202611 min read
Underground mining operations demand power delivery systems that can withstand extreme mechanical stress, continuous flexing, and harsh environmental conditions. The flat parallel mining cable has emerged as a critical component for powering AC mining equipment, combining robust construction with flexible design to meet the rigorous demands of modern mining operations. This specialized cable features EPR insulation, synthetic yarn reinforcement, and a heavy-duty CPE jacket, engineered specifically for shuttle cars, drills, cutting machines, and loading equipment operating in challenging underground environments.
Applications — Flat Parallel Cable for AC Mining Equipment
The unique flat parallel configuration offers distinct advantages in mining applications where space constraints, cable management, and mechanical durability intersect. Understanding where and why this cable type excels helps engineers and procurement teams make informed specification decisions.
AC Shuttle Cars represent one of the most demanding applications for flat parallel cable. These vehicles operate in continuous movement cycles, transporting materials through confined underground passages where cables must endure constant dragging, abrasion against rough surfaces, and tight routing around equipment structures. The flat parallel cable for AC shuttle cars provides superior resistance to twisting and rolling compared to round cable configurations, maintaining stable positioning during operation. The profile reduces snagging hazards and allows for more predictable cable management in trailing applications.
Mining Drills subject cables to repetitive torsion and flexing cycles as equipment repositions and operates. Drill cables must handle not only electrical power delivery but also mechanical forces from equipment vibration, operator handling, and frequent coiling-uncoiling sequences. The stranded conductor design within flat parallel mining cable delivers the flexibility required for these duty cycles while maintaining electrical integrity.
Cutting and Loading Machines operate in some of the most abrasive environments within mine sites. These machines generate significant dust, encounter sharp rock fragments, and operate in conditions where cable damage can halt production. The cutting and loading machine cable must resist impact damage, abrasion from mineral particles, and crushing forces when equipment moves through tight spaces or when other machinery operates nearby.
Underground mining conditions introduce multiple stress factors simultaneously. Cables may encounter moisture, oil mists from hydraulic equipment, chemical exposure from dust suppression systems, and temperature variations. The extra-heavy-duty mining cable for underground mining equipment addresses these challenges through integrated design features that protect conductors and maintain insulation integrity throughout the cable's service life.
Standards & Compliance: What Engineers and Buyers Look For
Specification to recognized industry standards provides assurance that cables will perform reliably and meet safety requirements mandated by mining operations and regulatory authorities. The flat parallel mining cable conforms to multiple standards that govern construction, testing, and performance characteristics.
ICEA S-75-381 and NEMA WC 58 represent the primary standards for mining cables in North American operations. The ICEA S-75-381 NEMA WC 58 compliant mining cable designation confirms that construction methods, material specifications, conductor sizing, insulation thickness, and jacket properties meet established benchmarks. These standards specify testing protocols for voltage withstand, insulation resistance, cold bend performance, and flame resistance—critical parameters for safe underground operation.
ASTM B 172 governs rope-lay stranded copper conductors, ensuring proper conductor construction for flexibility and current-carrying capacity. ASTM B 33 addresses tinned soft or annealed copper wire specifications, defining the quality standards for conductor materials that resist corrosion in harsh mining environments.
CAN/CSA C22.2 No. 96 provides the compliance framework for Canadian mining operations. The CAN/CSA C22.2 No. 96 mining cable designation confirms suitability for use in Canadian mines and ensures compatibility with provincial safety regulations. This standard addresses specific requirements for mining cable construction, testing, and marking that align with Canadian electrical codes.
For procurement and engineering teams, standards compliance simplifies specification writing, ensures competitive bidding on equivalent products, and provides documentation for safety audits and insurance requirements. When cables meet recognized standards, mine operators gain confidence that equipment installations will pass inspections and operate within established safety margins.
Cable Construction Overview — Built for Mining Durability
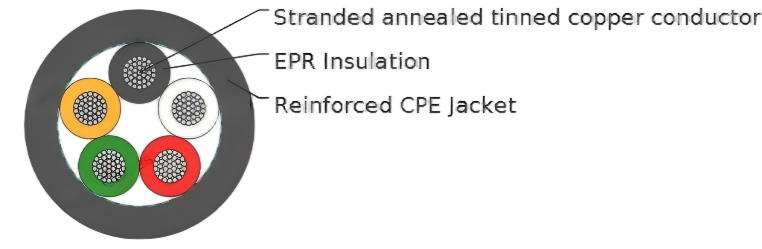
The performance of flat parallel mining cable stems directly from its layered construction, where each component serves specific functions in protecting conductors and delivering reliable power.
Conductors — Stranded Annealed Tinned Copper
The conductor forms the foundation of cable performance. Stranded construction using multiple small-diameter wires rather than solid conductors provides the flexibility essential for mining equipment applications. The 90°C rated mining power cable with tinned copper conductors offers significant advantages over bare copper alternatives.
Tinning—the application of a thin tin coating to copper strands—prevents oxidation and corrosion that can occur when cables operate in humid underground environments or encounter chemical exposure. This protective layer maintains consistent electrical connectivity throughout the conductor cross-section and at termination points, reducing the risk of high-resistance connections that generate heat and accelerate insulation degradation. In applications where cables may contact moisture or mild acids from geological formations, tinned copper conductors provide measurably longer service life than untreated copper.
The annealing process creates soft, ductile copper that bends without work-hardening or cracking—essential for cables subjected to thousands of flex cycles during normal operation. Stranding patterns follow industry-standard designs that balance flexibility with current-carrying capacity, allowing proper conductor sizing while maintaining the mechanical properties required for mobile equipment applications.
Insulation — EPR Insulated Flat Parallel Mining Cable
Ethylene Propylene Rubber (EPR) insulation has become the preferred dielectric material for mining cables due to its combination of electrical properties, thermal endurance, and mechanical flexibility. The EPR insulated mining cable construction delivers several critical advantages.
EPR maintains excellent dielectric strength across its operating temperature range, providing reliable insulation resistance even as conductor temperatures approach the rated maximum during peak load conditions. Unlike some thermoplastic insulation materials that soften at elevated temperatures, EPR retains its mechanical integrity and electrical properties at 90°C continuous operating temperature.
The material's flexibility remains consistent across a wide temperature range, allowing cable handling and installation in both hot underground workings and during cold surface storage before deployment. EPR resists ozone degradation and exhibits good resistance to mineral oils, making it suitable for environments where hydraulic equipment operates nearby.
Reinforcement — Synthetic Yarn
Between the insulation layer and jacket, synthetic yarn reinforcement provides critical mechanical advantages. This layer serves multiple functions that enhance cable durability and extend service life.
The flat mining cable with synthetic yarn reinforcement gains additional tensile strength, helping the cable resist stretching forces that occur during dragging operations or when equipment moves away from power sources. The yarn layer also provides cushioning that helps distribute impact forces across the cable cross-section rather than concentrating stress on the outer jacket, reducing the risk of jacket penetration from sharp objects or crushing damage.
Shape retention represents another important benefit. The reinforcement helps maintain the flat parallel configuration during handling and operation, preventing the cable from twisting or rolling into shapes that create handling difficulties or increase wear on specific areas of the jacket.
Jacket — Reinforced Heavy-Duty / Extra-Heavy-Duty CPE (Black)
The outer jacket serves as the cable's first line of defense against the harsh conditions of mining environments. Chlorinated Polyethylene (CPE) has emerged as the material of choice for mining cable jackets due to its exceptional toughness and abrasion resistance.
The heavy-duty CPE jacket flat mining cable provides robust protection for the majority of mining applications. CPE resists tearing, cutting, and abrasion from contact with rock surfaces, equipment structures, and mineral particles. The material maintains flexibility across a wide temperature range while providing excellent resistance to oils, chemicals, and ozone—critical properties for cables that may operate near hydraulic equipment or in chemically treated mine atmospheres.
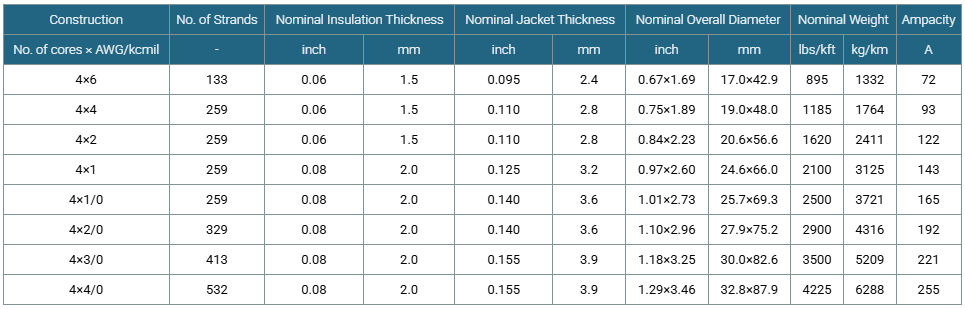
When cable nominal outside diameter exceeds 2.0 inches, specifications typically require extra-heavy-duty jacket thickness to maintain proportional mechanical protection for the larger cable structure. The extra-heavy wall thickness provides additional safety margin against penetration damage and extends cable life in applications with severe mechanical abuse.
Reinforcement within the jacket—achieved through design features or fiber integration—enhances resistance to tearing and improves the jacket's ability to maintain integrity after minor damage incidents. In continuous flexing and drag applications common to shuttle car operations, reinforced jackets significantly reduce the propagation of small cuts or abrasions into jacket failures that expose insulation.
Mechanical & Thermal Performance: Key Specifications
Understanding performance specifications helps equipment operators and maintenance teams install and operate cables within design parameters, maximizing service life and reducing unexpected failures.
Minimum Bending Radius: 6×OD defines the tightest curve to which the cable should be bent during installation or operation. For a cable with 1.5-inch outside diameter, the flexible mining cable minimum bending radius 6x OD specification requires maintaining bend radii of 9 inches or greater. Tighter bending can damage insulation, create stress concentrations in conductors, and accelerate jacket wear at the bend point.
In practical terms, this specification influences cable routing decisions during equipment design and installation. Sharp corners in cable entry points, tight loops in cable storage areas, or abrupt bends around equipment structures can violate minimum bend radius requirements and create premature failure points. Equipment designers should incorporate cable guide rollers, gradual curves, and adequate clearances to maintain specified bend radii during all operating conditions.
Maximum Conductor Operating Temperature: +90°C represents the continuous rating that defines the cable's current-carrying capacity. This rating assumes proper installation practices, adequate ventilation, and normal ambient conditions. Operating conductors at 90°C allows higher current delivery in smaller cable sizes compared to lower-temperature-rated alternatives, optimizing cable weight and handling characteristics.
However, the 90°C rating requires proper sizing calculations that account for actual operating conditions. Installation in ambient temperatures above standard reference conditions, grouping multiple cables in confined spaces, or operation at altitudes significantly above sea level all reduce effective current-carrying capacity. Consulting with cable manufacturers or qualified electrical engineers during specification ensures proper sizing that maintains conductor temperatures within rated limits during peak load conditions.
Proper thermal operation directly affects equipment uptime by reducing insulation degradation rates and minimizing the risk of premature cable failures that halt production. Undersized cables operating with conductors approaching or exceeding temperature ratings will experience accelerated aging and shortened service life, creating maintenance burdens and safety risks.
Options & Customization for Different Mine Sites and OEM Requirements
While standard construction meets the needs of most mining applications, specific operating conditions may benefit from customized jacket materials or enhanced constructions.
Alternative Jacket Materials available on request include Chlorosulfonated Polyethylene (CSP), Polychloroprene (PCP), Nitrile Butadiene Rubber (NBR), and Polyvinyl Chloride (PVC). The custom mining cable jacket materials CSP PCP NBR PVC selection process should evaluate specific exposure conditions at the mine site.
CSP provides excellent resistance to acids, alkalis, and oxidizing agents, making it suitable for mines where chemical exposure exceeds typical conditions. PCP (commonly known as Neoprene) offers good oil and heat resistance with excellent mechanical properties. NBR delivers superior oil resistance for applications with frequent hydraulic fluid exposure. PVC provides economical protection in less-demanding applications where lower flexibility and reduced abrasion resistance remain acceptable.
Two-Layer Jacket with Reinforcing Fiber represents an enhanced construction option for the most demanding applications. The two-layer jacket mining cable with reinforcing fibre places a reinforcement layer between an inner and outer jacket, creating a composite structure with enhanced tear resistance and mechanical protection. This construction excels in applications with frequent impact damage risk or where cable dragging across extremely abrasive surfaces represents normal operation.
Selecting appropriate options requires evaluating the specific mechanical abuse level, chemical exposure profile, ambient temperature range, and handling frequency for the application. Working with cable manufacturers to review actual operating conditions ensures optimal material selection that balances performance requirements with cost considerations.
Common Issues and Solutions in Mining Cable Applications
Even well-specified cables can experience problems when installation practices or operating conditions fall outside design parameters. Understanding common failure modes helps maintenance teams implement preventive measures.
Problem: Premature Jacket Wear at Specific Locations
This typically results from cables dragging across sharp edges, inadequate cable guide systems, or routing paths that create concentrated wear zones. The solution involves examining cable routing to identify and eliminate sharp contact points, installing protective guides or sleeves at wear locations, and ensuring minimum bend radius specifications are maintained throughout the cable path. In shuttle car applications, verify that cable hangers and support systems prevent excessive dragging and distribute wear across the cable length.
Problem: Conductor Overheating During Normal Operation
When conductors operate above rated temperature despite loads within calculated capacity, several factors may contribute. Inadequate ventilation around cables, higher-than-expected ambient temperatures, or voltage drop issues causing excessive current draw all create overheating conditions. Solutions include verifying actual load currents with measurements rather than assumptions, checking ambient temperatures at the installation location, ensuring adequate spacing between cables for heat dissipation, and confirming that supply voltage at the equipment remains within specified ranges.
Problem: Insulation Failure at Terminations
Termination points concentrate electrical and mechanical stress, making them common failure locations. Improper termination techniques—including inadequate insulation support, sharp bend radii at connector entries, or contamination during installation—accelerate insulation breakdown. Solutions involve training installation personnel on proper termination procedures, using appropriate stress relief methods, maintaining clean work environments during terminations, and inspecting completed terminations before equipment operation.
Problem: Rapid Jacket Degradation from Chemical Exposure
When standard CPE jackets show unexpected deterioration, unidentified chemical exposure may be occurring. Certain hydraulic fluids, solvents, or chemicals used in mining processes can attack jacket materials. Collecting samples of fluids or substances the cable contacts and consulting with cable manufacturers helps identify appropriate alternative jacket materials. The custom jacket material options (CSP, PCP, NBR) address specific chemical resistance requirements.
Selection Guide — How to Specify the Right Flat Parallel Mining Cable
Proper cable specification requires systematic evaluation of application requirements and operating conditions. Engineering teams should address these key parameters:
Equipment Type and Application: Clearly identify whether the cable serves shuttle cars, drills, cutting machines, or loading equipment, as each application creates different mechanical stress patterns and duty cycles.
Electrical Requirements: Document voltage rating, conductor size requirements based on load current and circuit length, number of conductors, and grounding requirements. Include information about motor starting currents if the cable feeds motor-driven equipment.
Operating Environment: Specify ambient temperature range, exposure to moisture or chemicals, presence of oils or hydraulic fluids, and any unusual environmental factors at the mine site.
Mechanical Duty Level: Evaluate the severity of cable handling, frequency of flexing cycles, dragging distances and surfaces, and impact exposure to determine whether heavy-duty or extra-heavy-duty jacket construction is required.
Compliance Requirements: Identify applicable standards based on mine location (ICEA/NEMA for U.S. operations, CAN/CSA for Canadian sites) and any specific requirements from insurance carriers, regulatory authorities, or corporate safety standards.
Common specification mistakes that create problems include selecting cables based solely on electrical ratings without adequate attention to mechanical duty requirements, ignoring site-specific environmental factors that require alternative jacket materials, failing to account for voltage drop in long cable runs, and under-specifying jacket thickness to reduce initial cost without considering lifecycle replacement costs.


Frequently Asked Questions
What is the benefit of EPR insulation in mining cables?
EPR insulation provides excellent electrical properties combined with superior flexibility and thermal endurance. It maintains reliable performance at 90°C continuous operating temperature, resists ozone and oil exposure common in mining environments, and delivers consistent flexibility across wide temperature ranges—from cold surface storage to hot underground working areas. EPR's mechanical durability reduces the risk of insulation damage during cable handling and flexing operations.
When is an extra-heavy-duty jacket required?
Extra-heavy-duty jackets are typically specified when cable outside diameter exceeds 2.0 inches, ensuring proportional mechanical protection for larger cable structures. Additionally, applications with severe abrasion exposure, frequent impact risks, or extreme dragging conditions may benefit from extra-heavy-duty construction regardless of cable size. Shuttle car cables operating in particularly rough mine conditions often justify the enhanced jacket thickness.
Can jacket materials be customized for specific mine conditions?
Yes, alternative jacket materials including CSP, PCP, NBR, and PVC can be specified to address specific chemical exposures, temperature extremes, or mechanical requirements beyond standard CPE jacket capabilities. Working with cable manufacturers to review actual site conditions and exposure profiles ensures optimal material selection.
How does 6×OD bend radius affect installation and operation?
The 6×OD minimum bend radius specification protects cable integrity by preventing damage to conductors, insulation, and jacket during bending. In practical terms, this requires adequate clearances at cable entry points, properly sized cable guide rollers, and routing paths that avoid sharp corners. Violating minimum bend radius during installation or operation creates stress concentrations that accelerate cable aging and increase failure risk.
Conclusion
The flat parallel mining cable represents a specialized engineering solution for demanding AC mining equipment applications. Through careful integration of stranded tinned copper conductors, EPR insulation, synthetic yarn reinforcement, and heavy-duty CPE jackets, these cables deliver the combination of electrical performance, mechanical durability, and operational flexibility required for shuttle cars, drills, and cutting equipment operating in harsh underground environments. Proper specification—guided by application requirements, environmental conditions, and relevant standards—ensures reliable power delivery that supports safe, productive mining operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat