
Flexible Low-Voltage Polyurethane Reeling Cable for Mining Drills and LHDs | M-PUR BRAIDED D2X11Y 0.6/1 kV
Discover the M-PUR BRAIDED D2X11Y 0.6/1 kV flexible low-voltage reeling cable engineered for underground mining drills, LHDs, and tunneling equipment. Learn about optimized dimensions, flame-retardant halogen-free polyurethane sheath, dynamic load performance, abrasion resistance, and mechanical durability.
hongjing.Wang@Feichun
9/2/202511 min read


Overview of Low-Voltage Reeling Cables in Underground Mining
Underground mining operations demand exceptional reliability from electrical infrastructure, particularly in the harsh environments where drilling equipment and load-haul-dump (LHD) vehicles operate. The low-voltage reeling cable serves as the critical power transmission link between fixed electrical systems and mobile mining equipment, enabling continuous operation despite the challenging conditions inherent to underground mining and tunneling operations.
These specialized cables must withstand extreme mechanical stresses, abrasive conditions, chemical exposure, and temperature variations while maintaining consistent electrical performance. The failure of a power supply cable can result in costly equipment downtime, safety hazards, and disruption to entire mining operations, making cable selection a critical decision for mining engineers and equipment operators.
Importance of Dynamic Load Performance for Drills and LHDs
Mining drill equipment and LHD vehicles represent some of the most demanding applications for electrical cables in underground environments. These machines operate under constantly changing dynamic loads, requiring cables that can accommodate frequent acceleration, deceleration, and directional changes without compromising electrical integrity or mechanical durability.
The reeling action of these cables subjects them to repeated bending, twisting, and tensile stresses that would quickly destroy standard industrial cables. Furthermore, the abrasive underground environment, combined with exposure to mining chemicals, water, and rock debris, creates conditions that demand specialized cable construction and materials to ensure reliable long-term performance.
Purpose and Structure of the Article
This comprehensive analysis examines the M-PUR BRAIDED D2X11Y 0.6/1 kV polyurethane reeling cable, exploring its design characteristics, performance capabilities, and suitability for underground mining applications. The article provides detailed technical specifications, application guidance, and maintenance recommendations to support informed decision-making for mining operations requiring reliable low-voltage power transmission solutions.
Introduction
Cable Model Overview
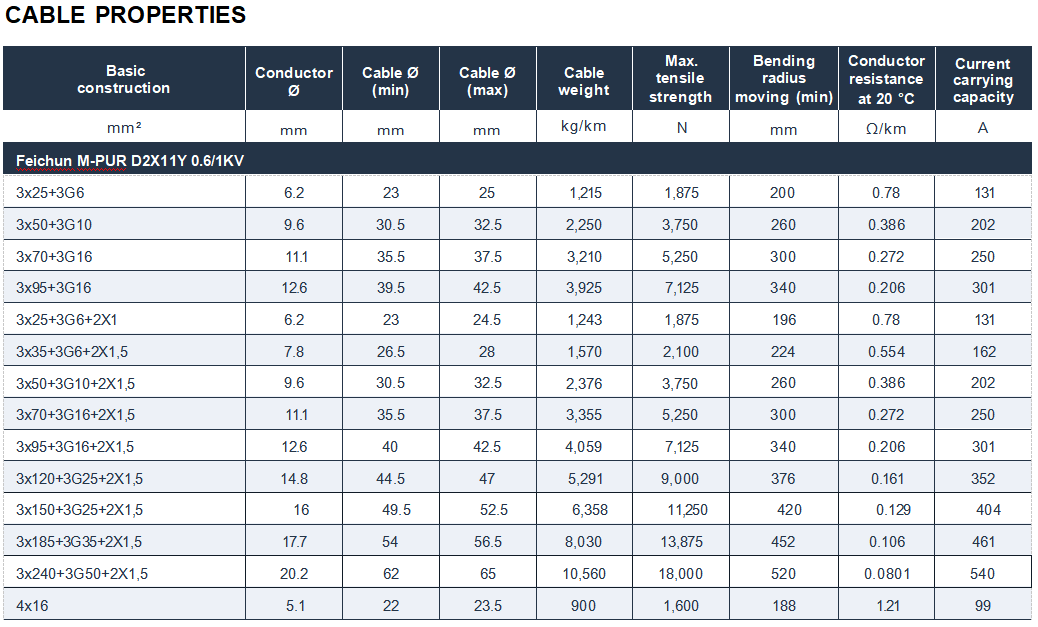
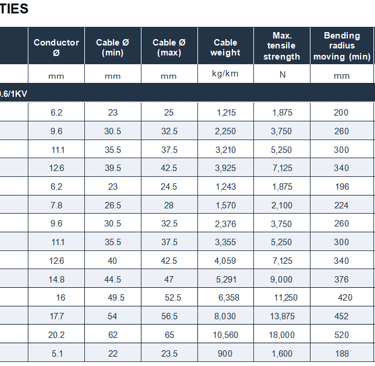
M-PUR BRAIDED D2X11Y 0.6/1 kV Specifications
The M-PUR BRAIDED D2X11Y represents an advanced design in flexible low-voltage reeling cable technology, specifically engineered for underground mining applications. This cable operates at a rated voltage of 0.6/1 kV, with a maximum operating voltage of 1.2 kV, making it suitable for the low-voltage power requirements typical of drilling machines, LHD vehicles, and tunneling equipment.
The cable construction incorporates finely stranded copper conductors (class 5) for maximum flexibility, XLPE insulation for excellent electrical properties, and a specialized polyurethane outer sheath designed to withstand the rigorous demands of underground mining environments. The braided construction provides enhanced mechanical strength while maintaining the flexibility essential for reeling applications.
Technical specifications include a test voltage of 2.5 kV and AC test voltage of 2 kV for control cores, ensuring reliable performance under normal operating conditions and providing adequate safety margins for underground mining applications where electrical reliability is paramount.
Key Features: Flexible, Flame-Retardant, Halogen-Free
The mining drill cable incorporates several critical design features that distinguish it from conventional industrial cables. The flame-retardant properties comply with DIN EN 60332-1-2 and IEC 60332-1-2 standards, providing essential fire safety characteristics required in underground mining environments where fire prevention is a critical safety concern.
The halogen-free construction eliminates the production of toxic gases during combustion, enhancing safety for mining personnel in enclosed underground spaces. This characteristic is particularly important in tunnel boring and confined mining operations where ventilation may be limited and personnel safety depends on minimizing exposure to hazardous combustion products.
The optimized flexibility of this LHD power supply cable enables it to withstand torsional stress of ±50°/m while maintaining electrical integrity. This exceptional flexibility allows the cable to accommodate the complex motion patterns of drilling equipment and LHD vehicles without experiencing premature failure due to mechanical fatigue.
Optimized Dimensions and Design
Compact Cross-Section and Weight Reduction
The M-PUR BRAIDED design achieves significant size and weight optimization compared to conventional mining cables. Available configurations range from compact 4x16 mm² constructions with 22-23.5 mm cable diameter to larger 3x240+3G50+2x1.5 configurations with 62-65 mm diameter, providing options for various power requirements while minimizing space and weight constraints on mobile equipment.
Weight optimization is particularly important for reeling applications, as excessive cable weight can overload reeling mechanisms and increase mechanical stress on both the cable and the equipment. The polyurethane reeling cable achieves weight reductions through efficient conductor arrangements and optimized insulation thickness while maintaining electrical performance and mechanical durability.
The compact cross-section also provides practical advantages in underground mining applications where space constraints are common. Smaller cable dimensions allow for more efficient routing through equipment compartments and reduce the physical space required for cable reels and storage systems.
Braided Construction for Enhanced Flexibility
The braided construction incorporates a central aramid carrier element that provides exceptional tensile strength while maintaining flexibility. This design allows maximum tensile strength ratings up to 18,000 N for larger cable configurations, enabling the cable to withstand the substantial mechanical forces encountered during reeling operations on heavy mining equipment.
The braided reinforcement distributes mechanical stresses uniformly across the cable cross-section, preventing localized stress concentrations that could lead to premature failure. This construction technique is particularly beneficial for abrasion-resistant reeling cable applications where the cable must withstand contact with rough surfaces and equipment components during operation.
The three main conductors are laid up with split earth conductors in the interstices, with cores twisted using a very short lay length to optimize flexibility while maintaining electrical performance. This arrangement provides excellent resistance to mechanical deformation while ensuring consistent electrical characteristics throughout the cable's operational life.
Polyurethane Outer Sheath Characteristics
The specialized polyurethane outer sheath represents a critical component in the cable's ability to withstand underground mining conditions. This material provides excellent abrasion resistance, essential for applications where the cable may contact rock surfaces, mining equipment, or other abrasive materials during operation.
The polyurethane formulation offers superior resistance to oils, fuels, and mining chemicals commonly encountered in underground operations. This chemical resistance prevents degradation of the cable sheath that could compromise electrical safety or mechanical integrity over time.
The sheath material maintains flexibility across a wide temperature range, from -30°C to +80°C for flexible installation, ensuring reliable performance in the varying temperature conditions encountered in different underground mining environments and seasons.
Mechanical and Abrasion Resistance
Performance Under Dynamic Reeling Operations
The flame-retardant halogen-free polyurethane cable demonstrates exceptional performance under the demanding conditions of dynamic reeling operations. The cable can operate at reeling speeds up to 100 m/min, significantly higher than many conventional mining cables, enabling rapid equipment repositioning without compromising cable integrity.
The dynamic load capability is essential for drilling machines and LHD vehicles that require frequent movement and repositioning during mining operations. The cable maintains electrical continuity and mechanical integrity through thousands of reeling cycles, providing the reliability necessary for continuous mining operations.
Bending radius specifications of 8 times the cable diameter for reeling operations ensure that the cable can accommodate the tight bends required by compact reeling systems while maintaining its structural integrity and electrical performance over extended operational periods.
Torsional Stress and Tensile Strength Ratings
The cable's ability to withstand torsional stress of ±50°/m makes it suitable for applications where twisting motion is unavoidable, such as drilling operations where the drill string rotation can impart torsional forces to the power cable. This capability prevents cable damage that could result from the complex motion patterns of mining equipment.
Permanent tensile strength ratings of 25 N/mm² provide substantial margin for the mechanical forces encountered during reeling operations. This strength rating ensures that the cable can withstand the pulling forces required to extend and retract the cable during equipment operation without experiencing conductor damage or insulation failure.
The combination of high tensile strength and torsional resistance makes this dynamic load cable for tunneling equipment particularly suitable for applications where the cable must accommodate multiple types of mechanical stress simultaneously, such as drilling operations in confined spaces.
Resistance to Abrasion and Mechanical Wear
The polyurethane outer sheath provides exceptional abrasion resistance, essential for mining applications where cable contact with rough surfaces is inevitable. The material formulation balances flexibility with wear resistance, ensuring long-term durability without compromising the cable's ability to flex during reeling operations.
Laboratory testing and field experience demonstrate superior performance compared to conventional rubber-sheathed cables, with significantly extended service life in abrasive mining environments. This durability translates to reduced maintenance costs and decreased downtime for cable replacement.
The abrasion resistance extends to resistance against cutting and puncture damage from sharp rock fragments or equipment edges that may be encountered during mining operations. This protection is crucial for maintaining electrical safety in underground environments where cable damage could create serious hazards.


Thermal and Environmental Durability
Operating Temperature Range for Underground Use
The cable's operating temperature range of -40°C to +80°C for fixed installation and -30°C to +80°C for flexible installation accommodates the wide range of thermal conditions encountered in underground mining operations. Deep mining operations may experience relatively constant temperatures, while surface-accessible areas may be subject to seasonal temperature variations.
The maximum conductor temperature of 90°C provides adequate margin for normal operating conditions while allowing for temporary overload conditions that may occur during peak equipment operation. The short-circuit temperature rating of 250°C ensures that the cable can withstand fault conditions without compromising safety.
Temperature stability is particularly important for tunneling applications where heat generation from drilling equipment and confined spaces can create elevated ambient temperatures that could compromise conventional cable materials.
Flame-Retardant and Halogen-Free Properties
The flame-retardant characteristics meeting EN/IEC 60332-1-2 standards provide essential fire safety in underground mining environments where fire prevention and suppression are critical safety concerns. The cable will not support flame propagation, helping to prevent fire spread in the event of an electrical fault or external ignition source.
The halogen-free construction eliminates the production of corrosive and toxic gases during combustion, protecting both personnel and equipment in underground environments where evacuation may be difficult and ventilation limited. This feature is particularly important in tunnel boring operations where personnel may be working in confined spaces.
These safety characteristics comply with increasingly stringent mining safety regulations and provide additional protection for mining operations prioritizing personnel safety and environmental responsibility.
Chemical and UV Resistance for Harsh Conditions
Chemical resistance properties protect the cable against exposure to mining chemicals, including acids, bases, oils, and fuels commonly used in underground mining operations. This resistance prevents chemical degradation that could compromise cable performance or create safety hazards.
UV resistance ensures that cable portions exposed to lighting systems or surface conditions maintain their mechanical and electrical properties over time. While primarily designed for underground use, this protection is valuable for equipment that may operate in partially exposed environments.
The combination of chemical and environmental resistance extends cable service life and reduces maintenance requirements, providing long-term cost benefits for mining operations.
Applications in Mining and Tunneling
Use as Power Supply for Drilling Machines
Drilling machines represent one of the most demanding applications for flexible low-voltage reeling cables in mining operations. These machines require reliable power transmission while operating in confined spaces, often with limited access for cable routing and maintenance.
The cable's compact dimensions and exceptional flexibility make it ideal for integration with drilling equipment where space constraints and complex cable routing present challenges. The high reeling speed capability enables rapid drill positioning and repositioning, improving operational efficiency.
The durability characteristics ensure consistent power delivery throughout extended drilling operations, minimizing downtime due to cable failure and supporting continuous mining productivity.
Integration with Load-Haul-Dump (LHD) Vehicles
LHD vehicles require power cables capable of withstanding the complex motion patterns associated with material loading, transport, and dumping operations. The cable's torsional resistance and abrasion protection make it particularly suitable for these applications where cable twisting and contact with abrasive materials are common.
The flame-retardant halogen-free polyurethane cable provides the safety characteristics essential for LHD operations where fire risk must be minimized due to the proximity of hydraulic fluids and the confined nature of underground mining environments.
Reliable power transmission is essential for LHD productivity, as power interruptions can significantly impact material handling capacity and overall mining operation efficiency.
Suitability for Tunnel Boring and Support Equipment
Tunnel boring operations present unique challenges for power cables due to the confined working environment and continuous operation requirements. The cable's compact design and exceptional flexibility enable integration with tunnel boring machines where space is at a premium.
The halogen-free construction is particularly important in tunnel applications where ventilation may be limited and personnel safety depends on minimizing exposure to toxic gases in the event of cable damage or fire.
The cable's ability to withstand water exposure up to 10 meters depth makes it suitable for tunnel boring operations where water infiltration is common and cable protection from moisture is essential.
Long-Term Reliability and Maintenance Benefits
The robust construction and material selection provide extended service life compared to conventional mining cables, reducing total cost of ownership through decreased replacement frequency and maintenance requirements.
The abrasion-resistant reeling cable design minimizes wear-related degradation, maintaining electrical performance and safety characteristics throughout extended operational periods.
Reduced maintenance requirements translate to decreased downtime for cable inspection and replacement, supporting continuous mining operations and improving overall productivity.


Installation and Maintenance Considerations
Recommended Bending Radii and Reel Speeds
Proper installation requires adherence to specified bending radii to prevent cable damage during installation and operation. Fixed installation applications require minimum bending radius of 4 times the cable diameter, while reeling operations require 8 times the cable diameter.
Maximum reeling speeds of 100 m/min must not be exceeded to prevent mechanical damage from excessive dynamic forces. Gradual acceleration and deceleration help minimize stress concentrations that could contribute to premature cable failure.
Proper reel design and installation ensure uniform cable winding and prevent overlapping or binding that could create localized stress concentrations during operation.
Handling Best Practices to Minimize Wear
Proper handling techniques during installation and maintenance help maximize cable service life and prevent damage that could compromise safety or performance. Avoiding sharp bends, excessive tension, and contact with sharp edges during installation prevents initial damage that could propagate during operation.
Regular inspection of cable routing and support systems helps identify potential wear points where additional protection may be beneficial. Protective sleeves or guides can be installed at points where cable contact with equipment or surfaces is unavoidable.
Storage and handling procedures should protect the cable from UV exposure, extreme temperatures, and chemical contamination that could degrade cable materials before installation.
Inspection and Lifetime Extension Strategies
Regular visual inspection of cable condition helps identify wear patterns, mechanical damage, or environmental degradation before they compromise cable safety or performance. Particular attention should be paid to areas where the cable contacts equipment or surfaces during operation.
Electrical testing at recommended intervals verifies insulation integrity and conductor continuity, enabling early detection of developing problems before they result in equipment failure or safety hazards.
Proper maintenance of reeling systems, including lubrication and alignment of mechanical components, reduces cable wear and extends service life while maintaining safe operating conditions.
Conclusion
Summary of Performance Advantages
The M-PUR BRAIDED D2X11Y flexible low-voltage reeling cable delivers exceptional performance characteristics specifically designed for the demanding requirements of underground mining and tunneling operations. The combination of optimized dimensions, enhanced flexibility, superior abrasion resistance, and comprehensive environmental protection provides significant advantages over conventional mining cables.
The flame-retardant halogen-free construction ensures compliance with stringent safety requirements while providing the mechanical durability necessary for reliable operation under the harsh conditions encountered in drilling and LHD applications. The cable's ability to withstand high reeling speeds, torsional stress, and abrasive conditions makes it an ideal choice for mobile mining equipment applications.
Impact on Safety and Efficiency in Underground Operations
The safety characteristics of this polyurethane reeling cable, including flame retardance and halogen-free construction, contribute significantly to personnel safety in underground mining environments. The reduced fire risk and elimination of toxic gas production during combustion provide essential protection for mining operations where personnel safety is paramount.
The reliability and durability of the cable design directly impact operational efficiency by minimizing downtime due to cable failure and reducing maintenance requirements. This reliability translates to improved productivity and reduced total cost of ownership for mining operations.
Future Developments in Low-Voltage Reeling Cable Technology
Ongoing developments in cable materials and construction techniques continue to improve the performance characteristics available for mining applications. Advanced polymer formulations promise enhanced environmental resistance and extended service life, while innovative conductor designs may provide improved electrical performance and mechanical durability.
The integration of monitoring technology into cable systems offers the potential for real-time condition assessment and predictive maintenance capabilities, further improving safety and operational efficiency in underground mining applications. As mining operations continue to evolve toward deeper and more challenging environments, cable technology will continue to advance to meet these increasing demands while maintaining the highest standards of safety and reliability.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat