
High-Performance 12.7/22 kV Copper Screened Armored Cable AS/NZS 1972 | 3-Core Copper Wire for Industrial Power Networks
Discover the features and applications of the 12.7/22 kV copper screened armored cable manufactured to the AS/NZS 1972 standard. This 3-core copper wire solution offers superior mechanical protection, optimized electrical performance, and reliable service in mining and industrial power networks.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/19/202510 min read
Introduction
Overview of 12.7/22 kV Copper Screened Armored Cable
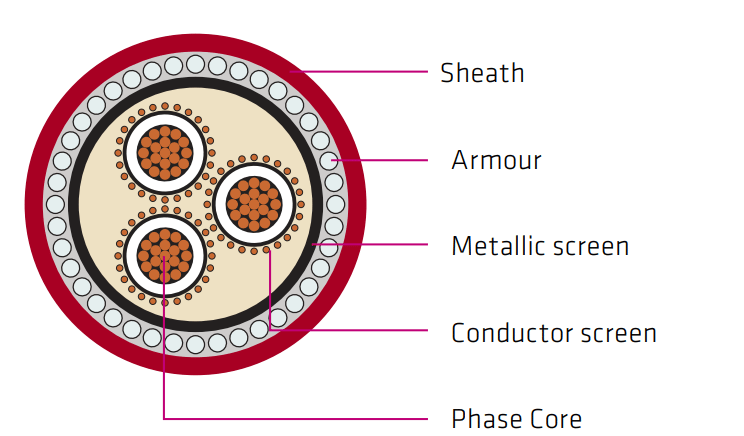
The 12.7/22 kV copper screened armored cable represents a pinnacle of engineering excellence in medium-voltage power transmission solutions. Specifically designed for demanding industrial applications, this high-performance copper cable under armor delivers exceptional reliability and durability in harsh operating environments. The cable's robust construction features a three-core configuration with comprehensive metallic screening and galvanised steel wire armour, making it ideally suited for primary power distribution in mining operations and heavy industrial networks.
This advanced cable system incorporates Cross-Linked Polyethylene (XLPE) insulation technology, which provides superior thermal performance and long-term reliability compared to traditional insulation materials. The integrated design ensures optimal electrical performance whilst maintaining the mechanical integrity required for challenging installation conditions, including direct burial applications and exposure to mechanical stress.
Importance of AS/NZS 1972 Standard Compliance
Compliance with the AS/NZS 1972 standard is fundamental to ensuring the safety, performance, and regulatory acceptance of medium-voltage cables in Australian and New Zealand markets. This comprehensive standard establishes rigorous requirements for cable design, manufacturing quality, and performance characteristics that are essential for reliable power network operation.
The AS/NZS 1972 copper cable certification provides assurance that the cable meets stringent electrical, mechanical, and environmental performance criteria. This includes specifications for conductor construction, insulation properties, screening effectiveness, armour integrity, and overall cable performance under various operating conditions. For mining and industrial applications where power reliability is critical, adherence to this standard is not merely recommended but essential for operational safety and regulatory compliance.
Key Features and Specifications
Conductor Construction
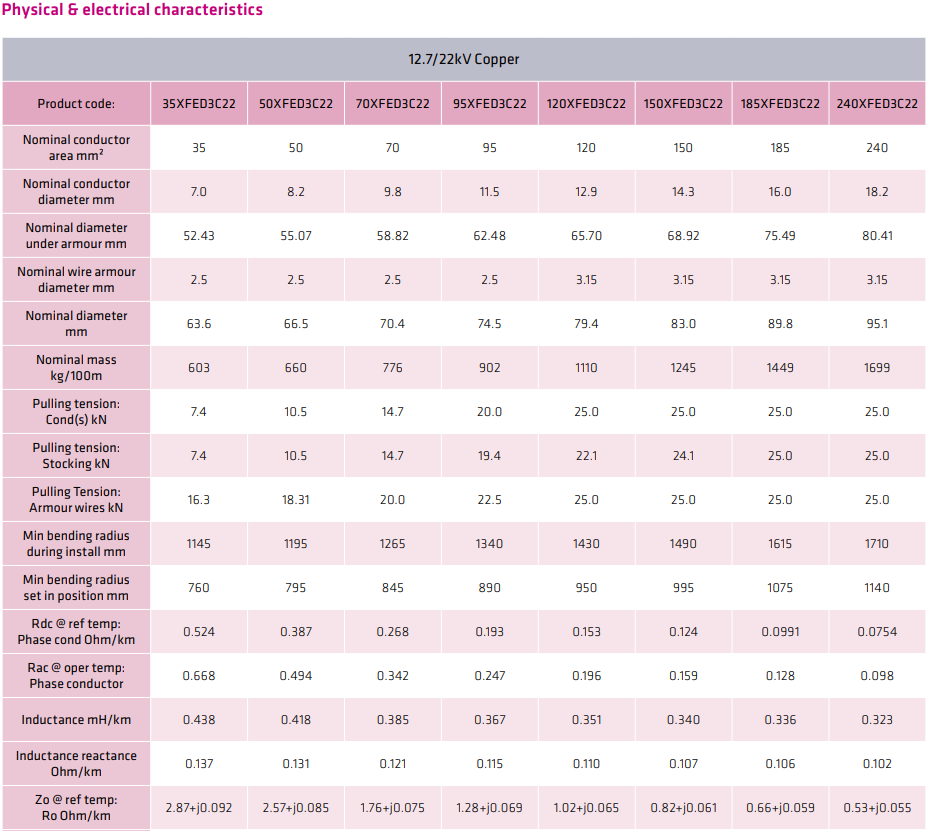
The foundation of this 3 core copper wire screened armored cable AS/NZS 1972 lies in its meticulously engineered conductor system. Each cable incorporates three cores of plain circular compacted copper conductors, available in nominal conductor areas ranging from 35 mm² to 240 mm². This comprehensive size range ensures optimal matching to specific power requirements whilst maintaining excellent electrical conductivity and mechanical stability.
The compacted copper construction provides several advantages over standard stranded conductors, including reduced cable diameter for a given conductor area, improved current-carrying capacity due to enhanced heat dissipation, and superior mechanical properties that resist deformation during installation. Conductor diameters range from 7.0 mm for the 35 mm² variant to 18.2 mm for the 240 mm² configuration, providing flexibility in design whilst maintaining consistent performance characteristics across the entire product range.
Each conductor is precision-manufactured to ensure uniformity and optimal electrical characteristics, with DC resistance values at reference temperature ranging from 0.524 Ω/km for the 35 mm² conductor to 0.0754 Ω/km for the 240 mm² variant. This precise control of electrical properties ensures predictable performance and facilitates accurate power system calculations.
Screen and Armor Configuration
The metallic screening system represents a critical component of this copper screened armoured cable bending radius and ampacity optimised design. The cable incorporates an extruded semiconducting conductor screen that is bonded directly to the XLPE insulation during manufacture, ensuring intimate contact and optimal electrical field distribution. This is complemented by an extruded semiconducting insulation screen that provides uniform electrical stress distribution across the insulation system.
The metallic screen consists of plain annealed copper wires configured to provide not less than 50% conductance of one associated power conductor. This substantial screening conductance ensures effective fault current handling and electromagnetic interference suppression, whilst providing a reliable earth fault return path. The combined screen area is carefully calculated for each conductor size to maintain this critical 50% conductance ratio.
The armour system utilises galvanised steel wires with diameters of 2.5 mm for smaller cable variants (35-95 mm²) and 3.15 mm for larger configurations (120-240 mm²). This steel wire armour provides exceptional mechanical protection against external forces, including impact damage, crushing forces, and rodent attack, making it particularly suitable for direct burial installations and industrial environments where mechanical protection is paramount.
Dimensional Data
Cable dimensional characteristics have been optimised to balance mechanical performance with installation practicality. The nominal diameter under armour ranges from 52.43 mm for the 35 mm² configuration to 80.41 mm for the 240 mm² variant, whilst overall cable diameters span from 63.6 mm to 95.1 mm including the outer PVC sheath.
Minimum bending radius specifications are critical for maintaining cable integrity during installation and service. During installation, minimum bending radii range from 1145 mm to 1710 mm depending on conductor size, whilst cables set in position require smaller radii ranging from 760 mm to 1140 mm. These specifications ensure that cable structural integrity is maintained whilst providing practical installation flexibility.
Cable mass varies significantly with conductor size, ranging from 603 kg/100m for the smallest variant to 1699 kg/100m for the largest configuration. This weight distribution reflects the substantial copper content and robust armour construction that characterises this high-performance cable design.
Electrical Characteristics
The electrical performance parameters of this 12.7/22 kV armored cable for mining power networks have been optimised for medium-voltage applications. AC resistance at operating temperature ranges from 0.668 Ω/km for the 35 mm² conductor to 0.098 Ω/km for the 240 mm² variant, reflecting the excellent conductivity characteristics of the compacted copper construction.
Inductance values demonstrate consistent performance across the conductor range, with inductance measurements ranging from 0.438 mH/km to 0.323 mH/km, and corresponding reactance values from 0.137 Ω/km to 0.102 Ω/km. These parameters are essential for power system analysis and ensure predictable voltage regulation characteristics.
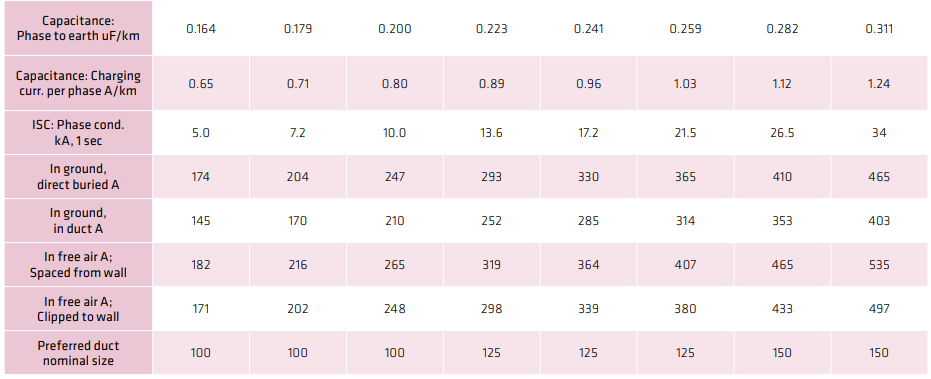
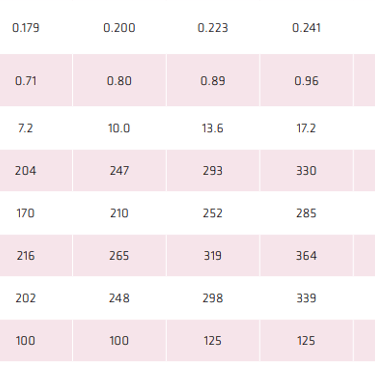
Capacitance characteristics show phase-to-earth values ranging from 0.164 μF/km to 0.311 μF/km, with corresponding charging currents from 0.65 A/km to 1.24 A/km per phase. These capacitive characteristics are particularly important for medium-voltage applications where charging current can represent a significant portion of total system current, especially in long cable runs.
Performance Ratings
Short-Circuit Withstand and Current Ratings
The short-circuit withstand capability of this cable system demonstrates exceptional fault handling performance, with ISC ratings ranging from 5.0 kA for the 35 mm² conductor to 34 kA for the 240 mm² variant, based on a 1-second fault duration. This substantial fault current capability ensures reliable protection system coordination and maintains system stability during fault conditions.
Current-carrying capacity varies significantly with installation method, reflecting the thermal management characteristics of different mounting configurations. For direct burial applications, ampacities range from 174 A to 465 A depending on conductor size. In-duct installations show reduced ratings of 145 A to 403 A due to restricted heat dissipation, whilst free-air installations achieve the highest ratings of 182 A to 535 A when spaced from walls.
The thermal performance characteristics reflect the excellent heat dissipation properties of the XLPE insulation system and the thermal mass provided by the metallic screening and armour components. These ratings are based on standard operating conditions and may require adjustment for specific installation environments or ambient temperature variations.
Mechanical Pulling Tensions
Mechanical pulling tension specifications are critical for successful cable installation, particularly in demanding applications such as cable installation directly buried in industrial networks. The cable design incorporates multiple tension rating systems to accommodate different pulling methodologies and installation requirements.
Conductor pulling tensions range from 7.4 kN for smaller cables to 25.0 kN for larger variants, providing substantial mechanical strength for direct conductor pulling applications. Stocking grip tensions show similar ranges but with slightly different values to account for the distributed load characteristics of mesh pulling grips.
Armour wire pulling tensions demonstrate the mechanical strength of the steel wire armour system, with ratings from 16.3 kN to 25.0 kN. This capability enables the use of armour pulling techniques where appropriate, providing installation flexibility whilst maintaining cable integrity throughout the pulling process.


Applications in Mining and Industrial Networks
Primary Supply for Mines
Mining operations demand power cables that can withstand extreme environmental conditions whilst maintaining reliable electrical performance. This 3 core copper wire screened armored cable AS/NZS 1972 is specifically engineered to meet these demanding requirements, providing primary power distribution in underground mines, open-pit operations, and associated processing facilities.
The cable's robust armour construction provides essential protection against mechanical damage from mining equipment, falling rocks, and ground movement. The comprehensive metallic screening system ensures effective protection against electromagnetic interference from heavy industrial equipment, whilst the fault current handling capability maintains system stability during the inevitable fault conditions that occur in mining environments.
Chemical resistance characteristics are particularly important in mining applications, where exposure to various chemicals, oils, and corrosive substances is common. The cable's outer PVC sheath and armour system provide very good to frequent resistance ratings for chemical exposure, ensuring long service life in these challenging environments.
Industrial Distribution Networks
Heavy industrial facilities require power distribution systems that can reliably handle substantial electrical loads whilst maintaining safety and operational flexibility. This cable system excels in such applications, providing primary distribution for manufacturing facilities, processing plants, and other industrial operations where power reliability is critical.
The cable's flame retardant characteristics ensure compliance with industrial safety requirements, whilst the mechanical protection provided by the steel wire armour enables installation in areas where mechanical damage is likely. The wide range of available conductor sizes ensures optimal matching to specific load requirements, whilst the consistent electrical characteristics facilitate accurate power system design and protection coordination.
Installation flexibility is enhanced by the cable's suitability for multiple installation methods, including direct burial, duct installation, and free-air mounting. This versatility enables optimisation of installation costs and maintenance access whilst maintaining excellent electrical performance.
Installation Considerations
Proper installation is crucial for achieving optimal performance and service life from this high-performance cable system. Direct burial installations require careful attention to soil conditions, backfill materials, and protection against mechanical damage during excavation activities. The cable's robust armour construction provides substantial protection, but proper installation practices remain essential.
Duct installations offer enhanced protection and maintenance access but require careful consideration of thermal management and pulling techniques. The specified minimum bending radii must be strictly observed to prevent damage to the conductor, insulation, or armour systems. Preferred duct nominal sizes range from 100 mm to 150 mm depending on cable size, ensuring adequate clearance for installation and thermal management.
Free-air installations provide optimal thermal performance but require appropriate support systems and protection against environmental factors. The cable's weather resistance characteristics enable outdoor installations, whilst the mechanical strength of the armour system supports appropriate span lengths between supports.
Compliance and Safety
AS/NZS 1972 Certification Requirements
The AS/NZS 1972 standard establishes comprehensive requirements for medium-voltage cables, encompassing design verification, manufacturing quality control, and performance validation. This AS/NZS 1972 copper cable meets all specified requirements through rigorous testing and quality assurance procedures that verify electrical, mechanical, and environmental performance characteristics.
Certification testing includes verification of conductor resistance, insulation properties, screening effectiveness, armour integrity, and complete cable performance under various operating conditions. Environmental testing validates performance across the specified temperature range of -25°C to +90°C, ensuring reliable operation in Australian and New Zealand climatic conditions.
Quality assurance procedures ensure consistent manufacturing quality and performance characteristics across the entire production range. This includes verification of raw materials, process control during manufacture, and final product testing to confirm compliance with all specification requirements.
Installation Best Practices and Technical Guidance
Successful cable installation requires careful adherence to established best practices and manufacturer recommendations. Installation teams should receive appropriate training on handling procedures, bending radius limitations, and pulling tension requirements to ensure cable integrity throughout the installation process.
Environmental considerations include protection against moisture ingress during installation, appropriate selection of installation methods for specific soil conditions, and consideration of thermal management requirements for different mounting configurations. The cable's comprehensive design provides substantial environmental protection, but proper installation practices remain essential for optimal performance.
Technical guidance should be sought from qualified cable engineers for complex installations or unusual operating conditions. The cable manufacturer's customer service team can provide specific recommendations for challenging applications or unusual installation requirements, ensuring optimal performance and compliance with all applicable standards.


Conclusion
Summary of Benefits
The 12.7/22 kV copper screened armored cable represents an optimal solution for demanding medium-voltage applications, combining exceptional electrical performance with robust mechanical protection. The comprehensive design incorporating compacted copper conductors, advanced XLPE insulation, effective metallic screening, and galvanised steel wire armour ensures reliable performance in the most challenging industrial environments.
Key performance advantages include substantial fault current handling capability, excellent thermal characteristics enabling high current ratings, and mechanical robustness suitable for direct burial and industrial applications. The complete range of conductor sizes from 35 mm² to 240 mm² ensures optimal matching to specific application requirements whilst maintaining consistent performance characteristics across the entire range.
Recommendation for High-Demand Power Projects
For mining operations and heavy industrial facilities requiring reliable medium-voltage power distribution, this AS/NZS 1972 certified cable system provides an ideal combination of performance, reliability, and compliance with Australian and New Zealand standards. The comprehensive design ensures long service life and minimal maintenance requirements, making it particularly suitable for applications where power system reliability is critical.
The cable's versatile installation characteristics enable optimisation of installation costs and maintenance access, whilst the robust construction provides confidence in long-term performance even under demanding operating conditions. For high-demand power projects where reliability, performance, and compliance are paramount, this 3 core copper wire screened armored cable AS/NZS 1972 represents the optimal choice for medium-voltage power distribution requirements.
Frequently Asked Questions
Q: What are the key advantages of using compacted copper conductors in this cable design? A: Compacted copper conductors provide reduced cable diameter for equivalent current-carrying capacity, improved heat dissipation characteristics, and enhanced mechanical properties compared to standard stranded conductors. This results in better electrical performance and increased durability.
Q: How does the metallic screening system contribute to cable performance? A: The metallic screen provides not less than 50% conductance of one power conductor, ensuring effective fault current handling, electromagnetic interference suppression, and a reliable earth fault return path. This comprehensive screening system is essential for safe and reliable medium-voltage operation.
Q: What installation considerations are most critical for maintaining cable performance? A: Strict adherence to minimum bending radius specifications, appropriate pulling tension limits, and proper thermal management are critical. The cable's robust design provides substantial protection, but proper installation practices ensure optimal performance and service life.
Q: How does the steel wire armour contribute to cable reliability in industrial environments? A: The galvanised steel wire armour provides exceptional mechanical protection against impact damage, crushing forces, and environmental hazards. This protection is particularly valuable in mining and industrial applications where mechanical damage risks are elevated.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat