
High-Performance EMV-FC(N)SSHCOEU 0.6/1 kV Motor Power Supply Cable for VFD & Frequency Converter Drives | Durable Mining & Construction Cable
Discover the EMV-FC(N)SSHCOEU 0.6/1 kV flexible motor power supply cable designed for VFD and frequency converter drives in mining, construction, and material handling. Learn about its durable copper conductor, multi-layer shielding, oil-resistant sheath, and compliance with IEC 60502-1.
hongjing.Wang@Feichun
10/11/202512 min read
Introduction
In demanding industrial environments where variable frequency drives (VFD) and frequency converter systems operate under continuous mechanical stress, the selection of appropriate motor power supply cables becomes critical to operational success. The EMV-FC(N)SSHCOEU 0.6/1 kV flexible motor power supply cable for VFD drives represents an advanced engineering solution specifically developed to address the unique challenges encountered in mining operations, construction sites, and material handling facilities.
Modern industrial applications increasingly rely on frequency converter controlled drives to optimize energy consumption and provide precise motor control. However, these sophisticated systems generate electromagnetic interference (EMI) that can disrupt sensitive electronic equipment and degrade power quality. The EMV-FC(N)SSHCOEU cable for frequency converter controlled drives in mining addresses this challenge through specialized shielding architecture while simultaneously withstanding the harsh mechanical, chemical, and thermal conditions typical of heavy-duty industrial environments.
This comprehensive guide explores the technical specifications, application scenarios, performance advantages, and maintenance considerations for this durable oil-resistant cable for cable booms and material handling, providing engineers and procurement professionals with the detailed information needed to make informed cable selection decisions.
Key Features
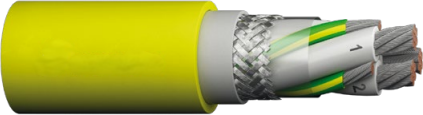
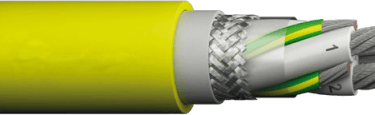
Flexible Copper Conductor for Dynamic Movement
The EMV-FC(N)SSHCOEU cable incorporates finely stranded tinned copper conductors manufactured to Class 5 flexibility standards according to IEC 60228. This conductor construction enables the cable to withstand repeated bending cycles and continuous movement without conductor fatigue or breakage. The tinning process provides additional corrosion resistance in humid or chemically aggressive environments, extending conductor life even when exposed to moisture or industrial contaminants.
The split earth conductor design ensures effective protective grounding while maintaining cable flexibility, a critical consideration for installations on material handling equipment with continuous movement. This configuration provides both power delivery and protective earthing in a single compact assembly, simplifying installation while ensuring personnel safety.
Multi-Layer Shielding for EMI/RFI Protection
The high EMI shielding motor cable for construction machinery features a tinned copper braided screen positioned between the core assembly and inner sheath. This shielding layer provides comprehensive protection against electromagnetic interference generated by variable frequency drives and frequency converters, preventing signal distortion in adjacent control circuits and communication systems.
The braided screen construction offers several advantages over alternative shielding methods:
Circumferential coverage: Ensures consistent EMI attenuation regardless of cable orientation or bending
Mechanical flexibility: Maintains shield integrity during dynamic movement and repeated flexing
Low transfer impedance: Provides effective grounding of interference currents across the full frequency spectrum
Durability: Resists mechanical damage from abrasion and impact better than foil shields
This shielding architecture makes the cable particularly suitable for installations where sensitive instrumentation or communication systems operate in proximity to VFD-powered equipment.
Highly Oil-Resistant and Flame-Retardant Outer Sheath
The outer sheath utilizes specialized compound materials engineered for exceptional resistance to industrial oils, hydraulic fluids, fuels, and lubricants commonly encountered in mining and construction environments. This chemical resistance prevents premature sheath degradation that could compromise cable safety and performance.
Flame retardancy complies with EN/IEC 60332-1-2 standards, providing crucial fire safety protection in underground mining operations and enclosed construction sites where fire hazards present significant risks. The sheath material also exhibits excellent resistance to:
Ozone exposure: Prevents surface cracking from atmospheric ozone or electrical corona discharge
UV radiation: Enables outdoor installations without protective conduit in many applications
Seawater: Permits use in port facilities and offshore construction projects
Temperature extremes: Maintains mechanical properties from -25°C to +60°C in flexible operation
Mechanical Robustness Against Abrasion and Impacts
Industrial environments subject cables to continuous mechanical stress from dragging across rough surfaces, impact from falling objects, and compression under heavy equipment. The flexible VFD power cable with mechanical stress resistance incorporates multiple design elements to withstand these challenges:
The inner EPR (Ethylene Propylene Rubber) sheath provides a waterproof barrier protecting internal components from moisture ingress, while its elastic properties absorb mechanical shocks without transmitting stress to the conductor cores. The robust outer sheath exhibits high abrasion resistance, maintaining integrity even when dragged across concrete, steel grating, or rough excavated surfaces common in mining and construction sites.
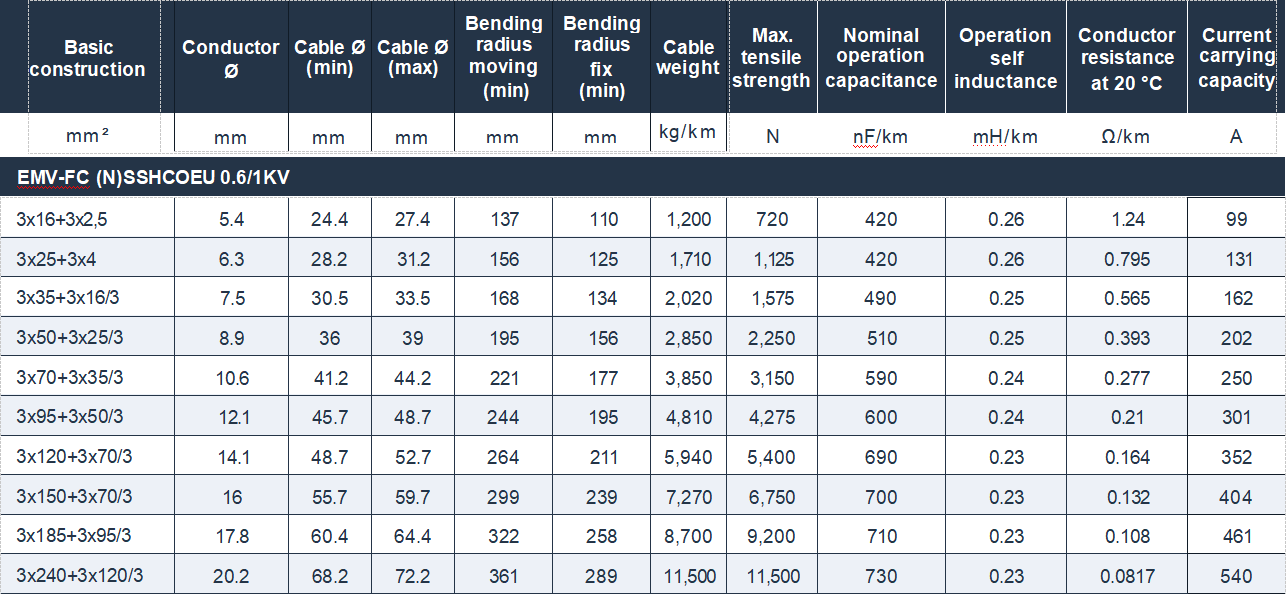
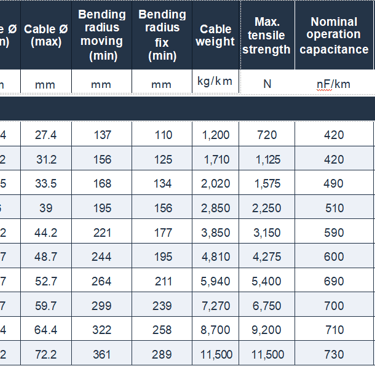
Technical Specifications
Insulation and Sheath Materials
The cable employs a multi-layer construction optimized for both electrical performance and mechanical durability:
Core insulation: EPR (Ethylene Propylene Rubber) special compound provides excellent electrical insulation properties with superior thermal stability up to 90°C continuous operation and 250°C short-circuit temperature
Inner sheath: EPR waterproof compound creates a moisture barrier protecting conductors and insulation from water ingress during submersion up to 500 meters depth
Outer sheath: Two material options available:
Halogen-free version (N)SSHCOEU: EVA rubber special compound for applications requiring low smoke and zero halogen emissions
Standard version (N)SHXCOEU: Chlorinated polyethylene (CM/CPE) special compound for maximum chemical resistance
Core identification follows international color coding standards: light-colored insulation with black numbers for power and control cores, with green/yellow designation for earth conductors, facilitating correct installation and maintenance.
Temperature Range and Bend Radius
Temperature specifications:
Maximum conductor temperature (continuous): 90°C
Maximum conductor temperature (short circuit): 250°C
Ambient temperature (fixed installation): -40°C to +80°C
Ambient temperature (flexible installation): -25°C to +60°C
Mechanical installation parameters:
Bending radius (fixed installation): 4 × cable diameter
Bending radius (flexible operation): 5 × cable diameter
Permanent tensile strength: 15 N/mm² of conductor cross-section
These specifications ensure the cable maintains electrical and mechanical integrity across the full range of environmental conditions encountered in industrial applications.


Typical Applications
Mining Industry: Underground Conveyors and Mobile Machinery
Underground mining operations present some of the most challenging conditions for electrical cables: confined spaces, moisture, dust, mechanical stress, and limited ventilation. The EMV-FC(N)SSHCOEU cable for frequency converter controlled drives in mining excels in these environments, providing reliable power delivery to:
Conveyor systems: Continuous belt conveyors require constant motor power with minimal downtime; the cable's abrasion resistance and flexibility accommodate the repeated bending around conveyor drums and cable management systems
Load-haul-dump (LHD) vehicles: Mobile equipment operating on frequency converter drives benefits from the cable's EMI shielding, preventing interference with vehicle control systems
Underground pumps: Submersible and dewatering pumps often operate in wet conditions; the cable's waterproof construction permits reliable operation even when partially submerged
Ventilation fans: VFD-controlled ventilation systems adjust airflow based on real-time conditions; cable EMI shielding prevents interference with monitoring sensors
The cable's flame retardant properties provide critical safety protection in underground environments where fire represents a catastrophic risk, while the halogen-free version minimizes toxic smoke generation should fire occur.
Construction Sites: Tower Cranes, Hoists, and Cable Booms
Construction environments subject cables to extreme mechanical stress from continuous movement, exposure to weather, and potential impact damage. This durable oil-resistant cable for cable booms and material handling addresses these challenges through:
Tower crane applications: The cable connects power from the tower structure to the rotating cab and trolley mechanism, enduring thousands of bending cycles during crane operation. The flexible conductor construction and optimized bend radius prevent conductor fatigue, while the outer sheath withstands hydraulic oil exposure from crane mechanisms.
Construction hoists: Temporary material and personnel elevators rely on trailing cables that travel with the hoist car. The cable's compact design minimizes space requirements in confined shaft installations, while its mechanical strength withstands the continuous flexing as the hoist ascends and descends.
Cable boom connections: Mobile equipment such as concrete pumps and material handlers use cable booms to manage the power cable during arm movement. The EMV-FC(N)SSHCOEU flexible motor power supply cable for VFD drives accommodates the complex three-dimensional movement of boom systems without premature failure.
Material Handling Equipment with Continuous Movement
Automated warehouses, port facilities, and manufacturing plants employ sophisticated material handling systems requiring reliable power delivery during constant motion:
Automated guided vehicles (AGVs): Trailing cable systems for AGVs benefit from the cable's flexibility and compact design
Overhead crane systems: Festoon cable management systems support cables traveling with the crane bridge and trolley
Stacker-reclaimers: Bulk material handling equipment in ports and mines requires cables capable of withstanding outdoor exposure while maintaining flexibility
Shuttle systems: Automated storage and retrieval systems demand cables that reliably perform through millions of movement cycles
Benefits for Variable Frequency Drives (VFD)
Stable Power Delivery Under Dynamic Load Changes
Variable frequency drives continuously adjust motor speed and torque by modifying the power waveform supplied to the motor. This process creates rapid voltage and current changes that generate electrical stress on cable insulation and increase heating from harmonic currents. The high EMI shielding motor cable for construction machinery addresses these challenges through:
Low conductor resistance: Minimizes resistive heating and voltage drop even under high harmonic current content typical of VFD operation. The carefully optimized conductor cross-sections ensure current-carrying capacity exceeds typical motor nameplate ratings, providing thermal margin for harmonic heating effects.
High-quality insulation: The EPR insulation material exhibits excellent dielectric properties across a broad frequency spectrum, maintaining stable insulation resistance despite the high-frequency voltage components present in VFD waveforms. This prevents premature insulation aging that can occur when standard cables are used with frequency converter drives.
Capacitance balance: The symmetrical core arrangement minimizes capacitive imbalance between phases, reducing circulating currents and ensuring equal power distribution to all three motor windings.
Reduced Electromagnetic Interference for Sensitive Drives
Modern mining and construction equipment integrates sophisticated control systems, sensors, and communication networks alongside VFD motor drives. Electromagnetic interference from VFD operation can disrupt these systems, causing:
False sensor readings leading to equipment malfunction
Communication errors in industrial networks (Ethernet, Profibus, etc.)
Premature failure of sensitive electronic components
Erratic behavior of nearby equipment
The tinned copper braided screen provides comprehensive EMI shielding, significantly attenuating both electric and magnetic field components of VFD-generated interference. This shielding maintains signal integrity in adjacent control cables and prevents interference radiation that could affect nearby equipment. The shield connection to protective earth also provides a low-impedance path for high-frequency currents, preventing them from radiating or coupling into other circuits.
Extended Service Life in Harsh Environments
The total cost of ownership for industrial cable systems includes not only initial purchase price but also installation labor, downtime during replacement, and potential production losses from cable failure. The flexible VFD power cable with mechanical stress resistance delivers superior lifecycle value through:
Mechanical durability: The multi-layer construction distributes mechanical stress across multiple protective layers, preventing damage propagation to critical components. Field experience demonstrates service life exceeding five years even in severe mining and construction applications where standard cables require annual replacement.
Chemical resistance: Exposure to hydraulic oils, diesel fuel, cutting fluids, and other industrial chemicals degrades standard cable sheaths, leading to moisture ingress and eventual failure. The specialized outer sheath material maintains integrity despite continuous chemical exposure, preventing premature replacement.
Thermal stability: The EPR insulation and sheath materials maintain mechanical properties across the full specified temperature range without hardening, cracking, or softening. This thermal stability ensures consistent performance whether operating in freezing winter conditions or hot summer temperatures.


Installation and Maintenance Tips
Recommended Laying Methods on Cable Booms and Festoons
Proper installation maximizes cable service life and prevents premature failure:
Cable boom installation: When installing on articulated boom systems, secure the cable at regular intervals using appropriate cable clamps that do not compress or damage the outer sheath. Position fasteners to allow the cable to follow the boom movement without excessive tension or sharp bending. Provide adequate cable length to accommodate full boom extension plus a service loop to prevent tension during movement.
Festoon systems: For overhead festoon installations, use carrier trolleys appropriate for the cable weight and diameter. Suspend the cable with sufficient sag between support points to accommodate thermal expansion and prevent excessive mechanical stress during trolley movement. Install the cable with a slight twist (one complete rotation per 10-15 meters) to distribute bending stress evenly around the cable circumference.
Trailing cable applications: When cables trail behind mobile equipment, install guide rollers or support systems to prevent the cable from dragging across sharp edges or abrasive surfaces. Position the cable attachment point to minimize twisting forces during equipment movement.
Proper Bend Radii and Fastening Practices
Minimum bend radius compliance: Never install the cable with bending radii smaller than specified (4× diameter for fixed, 5× diameter for flexible operation). Tighter bends concentrate mechanical stress, accelerating insulation damage and conductor fatigue. Use appropriate radius templates or guides during installation to ensure compliance.
Fastening methods: Select cable clamps, ties, or restraints appropriate for the cable size and application:
Avoid clamps with sharp edges that could damage the sheath
Do not over-tighten fasteners, which can deform the cable and damage internal components
Space fasteners according to cable weight and orientation to prevent sagging between supports
Use vibration-damping mounting methods for equipment subject to mechanical vibration
Entry points: Where cables enter equipment or junction boxes, install appropriate strain relief fittings that distribute mechanical stress over a sufficient length of cable. Avoid sharp bends at entry points where the cable transitions from moving to fixed installation.
Periodic Inspection and Replacement Guidelines
Implement a systematic inspection program to identify potential cable problems before failure occurs:
Visual inspection schedule:
Monthly: Examine cable for visible damage, abrasion, cuts, or deformation
Quarterly: Inspect terminations and connections for tightness and corrosion
Annually: Comprehensive examination including removal of any protective coverings
Performance testing:
Insulation resistance testing: Measure insulation resistance annually using appropriate test voltage (typically 500-1000V DC for this voltage class)
Continuity verification: Verify conductor and earth continuity, particularly after mechanical damage or suspected overload events
Shield integrity: Test shield continuity and verify proper grounding connections
Replacement criteria: Replace cables exhibiting:
Insulation resistance below 1 MΩ per kilometer of cable length
Visible damage exposing conductor insulation or inner sheath
Evidence of thermal damage (discoloration, hardening, or softening of outer sheath)
Conductor strand breakage or corrosion visible at terminations
Mechanical deformation indicating crush or impact damage
Compliance and Certification
International Standards
The cable design and manufacturing process comply with multiple international standards ensuring quality, safety, and performance:
IEC 60228 / DIN EN 60228 / VDE 0295: Conductors of insulated cables - specifies conductor construction, resistance, and flexibility requirements
IEC 60502-1: Power cables with extruded insulation and their accessories for rated voltages from 1 kV up to 30 kV - defines insulation requirements and testing procedures
EN/IEC 60332-1-2: Tests on electric cables under fire conditions - flame retardancy testing
EN 50525: Electric cables - Low voltage energy cables of rated voltages up to and including 450/750 V
DIN VDE 0298-4: Application of cables and flexible cords - current-carrying capacity calculation methodology
Safety and Environmental Approvals
The cable has obtained certifications from multiple regulatory authorities:
MSHA (Mine Safety and Health Administration): Mining safety certification for underground applications
EAC (Eurasian Conformity): Permits cable use throughout the Eurasian Economic Union
Environmental compliance: The halogen-free version meets requirements for zero halogen content per IEC 60754-1, reducing toxic emissions during fire
These certifications provide assurance that the cable meets rigorous safety and performance standards across multiple jurisdictions, simplifying procurement for international projects.
Frequently Asked Questions
Q: How does this cable prevent electromagnetic interference in VFD applications?
A: The EMV-FC(N)SSHCOEU cable incorporates a tinned copper braided shield positioned between the power cores and outer sheath. This shield acts as a Faraday cage, intercepting electromagnetic fields generated by the high-frequency switching in variable frequency drives. When properly grounded at both ends, the shield diverts interference currents safely to earth rather than allowing them to radiate and couple into adjacent control circuits or communication systems. The braided construction provides superior flexibility compared to foil shields while maintaining consistent coverage during cable flexing.
Q: Can this cable be used in wet or submerged conditions?
A: Yes, the cable's waterproof EPR inner sheath provides effective moisture protection, enabling operation when partially submerged or in high-humidity environments. The halogen-free version (N)SSHCOEU is rated for continuous use in wastewater up to 40°C at depths to 500 meters, while the standard version (N)SHXCOEU provides identical waterproofing. However, proper sealing of cable terminations remains essential to prevent water migration into connected equipment. For fully submerged pump applications, specify appropriate waterproof connectors and termination systems.
Q: What is the maximum speed for reeling or festoon applications?
A: While specific maximum travel speeds depend on the cable size and installation configuration, the EMV-FC(N)SSHCOEU cable's mechanical design makes it suitable for moderate-speed continuous movement applications typical of construction equipment and material handling systems. The cable's flexible conductor construction and robust sheath materials enable reliable performance in applications involving repeated flexing and movement. For high-speed reeling applications, consult technical specifications or contact the manufacturer for specific guidance on maximum operating speeds for your particular installation.
Q: How should I size the cable for VFD motor applications?
A: VFD applications require derating factors beyond standard motor cable sizing due to harmonic heating effects. As a general guideline, select cable ampacity at least 125% of the motor nameplate current to account for harmonic content. For long cable runs (exceeding 50 meters), consider additional derating for voltage drop, as VFD operation is sensitive to supply voltage variations. The cable's low conductor resistance and high-quality insulation help minimize these effects. Additionally, verify that the cable's voltage rating exceeds the VFD output voltage including transient overvoltages, which can reach 2-3 times the nominal supply voltage.
Q: What causes outer sheath cracking and how can I prevent it?
A: Sheath cracking typically results from: (1) Installation with insufficient bend radius concentrating mechanical stress, (2) Exposure to incompatible chemicals not listed in the cable specifications, (3) UV degradation from prolonged outdoor exposure without protection, or (4) Ozone exposure from nearby high-voltage equipment or welding operations. Prevention measures include: ensuring bend radii exceed minimum specifications during installation, protecting cables from chemicals outside the specified resistance range, providing UV protection for extended outdoor storage, and maintaining proper separation from ozone-generating equipment. The oil-resistant, UV-resistant, and ozone-resistant outer sheath provides broad protection, but proper installation practices remain essential for maximum service life.
Conclusion
The EMV-FC(N)SSHCOEU 0.6/1 kV flexible motor power supply cable for VFD drives represents a sophisticated engineering solution addressing the complex challenges of modern variable frequency drive applications in demanding industrial environments. Through its combination of flexible copper conductor construction, comprehensive EMI shielding, mechanically robust multi-layer design, and chemical-resistant materials, this cable delivers reliable performance where standard power cables would fail prematurely.
Key performance advantages include stable power delivery despite the electrical stress imposed by VFD operation, effective electromagnetic interference suppression protecting sensitive control systems, and exceptional durability withstanding the mechanical, chemical, and environmental challenges typical of mining, construction, and material handling applications. The cable's compliance with international standards and multiple regulatory certifications simplifies specification for global projects while ensuring safety and quality.
Whether powering underground mining conveyors, construction site tower cranes, or automated material handling systems, this durable oil-resistant cable for cable booms and material handling provides the reliability and longevity essential for minimizing downtime and reducing total cost of ownership. Proper installation following recommended practices for bend radius, fastening, and support maximizes service life, while periodic inspection and testing identify potential issues before failures occur.
For detailed technical specifications, application engineering support, or to request a comprehensive product datasheet for your specific project requirements, contact your cable supplier with the complete cable designation including required conductor cross-section, voltage rating, and sheath material selection (halogen-free or standard).
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat