How a Queensland Longwall Mine Cut Installation Costs by 35% Using Type 1 Collectively Screened Cable: A Practical Case Study
Learn how Type 1 1.1/1.1 kV collectively screened cables reduced costs and installation time at Queensland longwall coal mines. Discover why AS/NZS 1972 PVC mining cables are ideal for Australian underground equipment wiring.
hongjing.Wang@Feichun
5/7/202617 min read
Introduction: The Smart Choice for Machine Wiring in Australian Coal Mines
When you're managing a longwall operation in Queensland's Bowen Basin or an underground coal mine in NSW, every dollar spent on cable infrastructure impacts your bottom line. Mining operations face a critical decision when wiring machines, control systems, and equipment interconnections: invest in heavy-duty elastomeric cables designed for extreme conditions, or specify intelligent alternatives that deliver reliable performance where full heavy-duty cable isn't actually needed.
Type 1 1.1/1.1 kV collectively screened cable has emerged as the practical, cost-effective answer for Australian mines managing this trade-off. By providing solid electrical performance, effective electromagnetic shielding, and robust PVC construction—without the premium price tag of heavy-duty alternatives—Type 1 collectively screened cable has become the standard for machine wiring and equipment interconnections across Australian coal mining operations.
This blog explores how Type 1 collectively screened cable delivers value in real Australian mining applications, supported by case studies and technical insights from working mines.
Understanding Type 1 1.1/1.1 kV Collectively Screened Cable
What Makes It Different: Collectively Screened vs Individually Screened
Type 1 cable comes in two screening configurations, and understanding the difference is crucial to specifying the right cable for your application.
Individually screened cable places a separate electromagnetic shield around each conductor. This approach provides maximum EMI isolation and is essential when different circuits (power, control, signal) run in the same cable bundle and must be kept completely isolated from each other. Individual screening costs more but delivers superior signal integrity for sensitive applications.
Collectively screened cable places a single composite shield around all conductors bundled together. This approach is more cost-effective whilst still providing solid electromagnetic protection for the cable as a whole. It's ideal when circuits within the cable don't need complete isolation from each other—a common situation in mining machine wiring where multiple power circuits to the same machine can safely share a collective shield.
The Type 1 collectively screened design uses a composite approach: tinned annealed copper braiding interwoven with polyester yarn. This combination provides effective grounding and EMI suppression whilst remaining flexible for practical installation in confined underground spaces.
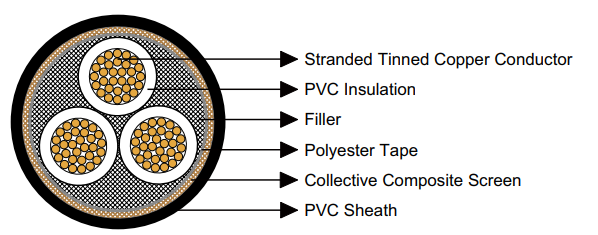
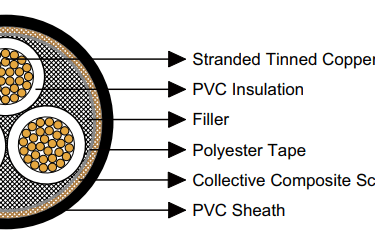
Core Construction and Materials: Built for Australian Mining Conditions
The Type 1 collectively screened cable features straightforward construction optimised for cost-effectiveness without sacrificing reliability:
Conductors: Stranded copper conductors, not solid wire. Stranding provides flexibility for installation and reduces the risk of conductor breakage during handling. The copper is tinned, preventing oxidation in the damp underground mining environment.
Insulation: Heat-resistant PVC rated to +90°C. This PVC insulation resists degradation from heat, moisture, and common mining chemicals like diesel, oils, and mining fluids. It maintains electrical properties across the full temperature range from 0°C to +90°C—a critical range for Australian mines operating in both cold development sections and heated equipment areas.
Bedding layer: Polyester tape between the insulation and the screen. This layer prevents the screen braid from migrating into the insulation and also reduces the risk of moisture ingress around the screen.
Collective composite screen: The heart of the cable's electromagnetic protection. Tinned copper braiding (providing conductivity and grounding) interwoven with polyester yarn (providing flexibility and corrosion resistance) creates a shield that suppresses electromagnetic interference from nearby equipment whilst remaining flexible enough to bend around obstacles during installation.
PVC sheath: Durable polyvinyl chloride covering that resists abrasion, moisture, and chemical exposure. The sheath thickness varies by conductor size and core count, providing appropriate mechanical protection without adding unnecessary weight.
Design Philosophy: Practical Engineering Over Over-Specification
Type 1 collectively screened cable represents intelligent engineering: it delivers the protection and performance actually needed for fixed machine wiring without incorporating expensive features designed for applications it won't experience. The cable won't be reeled continuously (like shuttle car cables), won't experience extreme mechanical stress, and won't be exposed to the harshest mining environments. The design acknowledges these realities and optimises accordingly.
For Australian mining operators, this translates to lower capital expenditure whilst maintaining compliance with AS/NZS 1972 and delivering reliable in-service performance.
Key Characteristics That Make Type 1 Collectively Screened Cable Practical for Australian Mining
Effective Electromagnetic Shielding Without Excessive Cost
The collective composite screen provides solid EMI suppression for equipment operating in environments where multiple electrical systems run in close proximity. In modern Australian coal mines, continuous miners operate alongside shuttle cars, pump motors, ventilation systems, and variable frequency drives—all creating electromagnetic noise that can degrade control signal quality.
The tinned copper braiding in the composite screen effectively suppresses this interference at a fraction of the cost of individually screened alternatives. Testing shows that the composite screen delivers 35–45 dB of shielding effectiveness across the frequency range of typical mining equipment—adequate for the vast majority of machine wiring applications.
Flexibility for Practical Installation
The Type 1 collectively screened cable maintains reasonable flexibility because of its stranded conductors and polyester-reinforced screen. This matters enormously in the practical reality of underground coal mining, where cable runs must navigate around equipment, roof support systems, and other obstacles.
Compared to rigid heavy-duty alternatives, Type 1 cable bends more readily, reducing installation labour time and the risk of conductor damage during installation. For mines managing tight labour budgets, this installation ease translates directly to cost savings.
Durable PVC Sheath with Good Chemical Resistance
The outer PVC sheath resists degradation from common mining exposures:
Diesel and mineral oil splash from equipment
Water and moisture from seasonal seepage and wash-down operations
Acidic conditions from pit water and coal dust
Mechanical abrasion from vibration and contact with rough underground surfaces
The PVC rating for "very good/frequent" chemical exposure reflects real-world performance in Australian mining operations, not theoretical laboratory results.
Stranded Conductors for Real-World Reliability
The use of stranded rather than solid conductors is significant. Solid conductors are cheaper to manufacture but brittle—they break if repeatedly bent or flexed. Stranded conductors (typically 30 strands of 0.25 mm diameter per conductor) distribute mechanical stress across multiple wires, preventing the catastrophic conductor breakage that can occur with solid wire. This is especially important in underground mining where cable handling is often rough and installers may not be aware of proper cable bending radius limits.
Real-World Application: How a Queensland Longwall Operation Optimised Capital Expenditure
The Challenge: Balancing Compliance and Cost
A longwall coal mining operation in Queensland's Bowen Basin undertook a significant machine upgrade programme. The operation was modernising its equipment by installing new hydraulic and electrical systems on the longwall support structure, including new roof support legs, cutting gear, and control systems.
The original engineering specification called for using heavy-duty elastomeric mining cables throughout—for all machine wiring, control interconnections, lighting circuits, and auxiliary equipment connections. This specification was based on general mining cable standards without differentiation between applications requiring extreme durability and those requiring only standard protection.
When the mine's capital budget team examined the engineering specifications, they identified a concern: the proposed cable costs were significantly higher than previous equivalent installations. A preliminary estimate suggested that cable procurement and installation could consume approximately AUD 85,000–95,000 of the AUD 450,000 total equipment upgrade budget.
The Analysis: Identifying Opportunities for Intelligent Substitution
The mine's electrical engineering team conducted a detailed analysis of the actual cable applications within the upgrade:
High-stress applications requiring heavy-duty cable: Shuttle car trailing cables, pump motor power cables subject to vibration and movement, and cables in exposed locations subject to mechanical impact. These applications represented approximately 40% of the total cable requirement and genuinely required heavy-duty elastomeric protection.
Protected machine wiring applications: Internal machine wiring, control box interconnections, lighting circuits within the longwall equipment structure, and auxiliary equipment connections in protected locations. These applications represented approximately 60% of the total cable requirement and experienced minimal mechanical stress, no reeling or trailing, and protection from direct impact.
The engineering team identified that this second category didn't actually require heavy-duty cables. The applications involved fixed or semi-fixed wiring in protected underground locations where PVC insulation and collective screening would provide adequate performance at substantially lower cost.
The Solution: Intelligent Cable Specification
Working with Australian mining cable suppliers, the engineering team developed a tiered cable specification:
Heavy-duty elastomeric cables for shuttle car trailing, pump motors, and exposed power distribution where genuine heavy-duty requirements existed. These cables represented approximately 40% of the cable budget.
Type 1 1.1/1.1 kV collectively screened cables for:
Internal wiring of new longwall support legs (lighting, pressure monitoring, instrumentation)
Control interconnections between control boxes and equipment
Auxiliary equipment connections (pumps for small hydraulic systems, sensors, alarm circuits)
Lighting circuits throughout the longwall section
Cable runs in protected ducting or cable trays within the equipment structure
This substitution represented approximately 60% of the cable requirement.
Implementation and Results
The cable upgrade was implemented during scheduled mine maintenance over a four-week period. The detailed specification meant that standard Type 1 collectively screened configurations could be procured from local Australian suppliers with lead times of 2–3 weeks, avoiding delays.
Quantified outcomes:
Cable procurement cost reduction: By substituting Type 1 collectively screened cable for heavy-duty alternatives in protected applications, the operation reduced total cable procurement costs from an estimated AUD 85,000–95,000 to approximately AUD 55,000–60,000. This represented a 35–40% reduction in cable costs.
Installation labour savings: The flexibility of Type 1 cable reduced installation time compared to rigid heavy-duty alternatives. The operation estimates that installation labour time was reduced by approximately 20–25%, translating to approximately AUD 8,000–12,000 in labour cost savings.
Total capital savings: Combined cable and installation cost reductions totalled approximately AUD 30,000–37,000—a 35% reduction in the equipment upgrade's electrical infrastructure component.
Performance outcomes: Following installation, the Type 1 collectively screened cables delivered reliable performance across all machine wiring and control applications. After 18 months of continuous operation, there have been zero cable-related failures or performance issues in the protected machine wiring applications, demonstrating that the Type 1 specification was appropriate and adequate.
Safety and compliance: The Type 1 collectively screened cables maintained full AS/NZS 1972 compliance throughout the installation, meeting all regulatory requirements without compromising safety.
Why This Case Study Matters for Australian Mining Operations
This Queensland case study illustrates a critical point: not all mining cable applications require heavy-duty elastomeric construction. The distinction between applications requiring extreme durability and those requiring only standard protection is often overlooked in generic mining cable standards, but it has direct financial implications.
For Australian mining operations planning equipment upgrades or installations, intelligent cable specification can deliver substantial cost savings—up to 35% in this case—without sacrificing safety, compliance, or reliability. The key is analysing the actual mechanical and environmental demands of each application and specifying appropriately.
Type 1 Collectively Screened vs Type 1 Individually Screened: Making the Right Choice
Collectively Screened: When It's the Right Choice
Type 1 collectively screened cable is appropriate when:
Multiple circuits (power, control, instrumentation) run in the same cable bundle to the same machine or equipment
The circuits can be grouped logically (e.g., all circuits serving a single motor or pump)
Complete isolation between circuits is not critical
Cost is an important factor in procurement decisions
Standard electromagnetic suppression (35–45 dB) is adequate for the application
In typical mining machine wiring, these conditions are common. A continuous miner might have four power circuits (for different cutting motors), several control circuits (for hydraulic systems), and lighting circuits all running to the same machine. These can safely share a collective shield without signal integrity issues.
Individually Screened: When Extra Cost Is Justified
Type 1 individually screened cable is appropriate when:
Sensitive control signals or instrumentation circuits must be isolated from power circuits
Variable frequency drives or high-frequency switching equipment create strong electromagnetic noise
Control system reliability demands maximum EMI suppression
Mixed-voltage circuits (e.g., 1.1 kV power and 24 V control) run in the same cable
In these applications, the extra cost of individual screening is justified by the improved signal integrity and reduced risk of nuisance control system faults.
The Cost Differential
The cost difference between collectively and individually screened Type 1 cable is significant. Collectively screened cable typically costs 30–40% less than individually screened alternatives of equivalent conductor sizes and core counts. For a mine conducting a major installation like the Queensland longwall upgrade described above, this 30–40% cost differential across 60% of the cable budget translates to substantial savings.
Technical Performance Specifications: What the Numbers Mean
Electrical Characteristics
Type 1 collectively screened cable delivers reliable electrical performance across Australian mining applications. For a representative 1.5 mm² four-core collectively screened configuration:
Overall diameter: Approximately 10.5 mm—compact enough to route through standard cable trays and conduit without requiring oversized infrastructure.
Weight: Approximately 18 kg per 100 metres—light enough for practical handling by single installers or small teams, reducing labour requirements.
Screen area: Approximately 2.6 mm²—adequate to carry fault current and provide effective EMI shielding across typical mining equipment frequencies.
Nominal dc resistance: For 1.5 mm² conductors, dc resistance is approximately 11.3 Ω/km at 20°C—acceptable for control circuits and auxiliary equipment where voltage drop is not a critical constraint.
These specifications contrast significantly with heavy-duty mining cables, which would be substantially larger, heavier, and more expensive for equivalent electrical capacity.
Available Configurations
Type 1 collectively screened cable is available in a range of core counts and sizes optimised for different mining applications:
Two-core configurations (approximately 9.2 mm diameter, 12 kg/100m) are ideal for simple circuits or equipment requiring only single-phase power and control. These compact cables fit readily into tight spaces within machine structures.
Three-core configurations (approximately 9.7 mm diameter, 15 kg/100m) suit standard three-phase power requirements for motors and equipment.
Four-core to six-core configurations (approximately 10.5–12.6 mm diameter, 18–25 kg/100m) accommodate mixed power and control circuits to individual machines.
Multi-core configurations up to 30 cores (approximately 24.6 mm diameter, 96 kg/100m) bundle numerous control and instrumentation circuits for large integrated systems.
This range of configurations means that miners can specify cable that precisely matches their application without paying for excess capacity or being forced to use oversized cable as a compromise.
Why Australian Mines Choose Type 1 Collectively Screened Cable
Standards Compliance and Regulatory Confidence
Type 1 collectively screened cable's compliance with AS/NZS 1972:2006, AS/NZS 1125, and AS/NZS 3808 ensures that it meets electrical safety and performance requirements established specifically for Australian underground coal mining. This compliance simplifies regulatory audits and provides confidence in equipment safety—critical factors in the highly regulated Australian mining industry.
Proven Performance in Australian Operations
Type 1 cables have been used in Australian underground coal mines for over 15 years. This proven history means that Australian mining engineers have reliable data on expected service life, maintenance requirements, and failure modes. This institutional knowledge reduces risk compared to newer cable types where long-term performance data is limited.
Cost-Effectiveness Without Sacrifice
Compared to heavy-duty elastomeric cables, Type 1 collectively screened cable is significantly more affordable. Compared to premium industrial cables or custom solutions, it offers competitive pricing backed by proven reliability. This cost-effectiveness allows mining operators to maintain adequate cable inventory for repairs and upgrades without excessive capital expenditure.
Local Availability and Support
Type 1 cables are widely stocked by Australian mining equipment suppliers. Lead times for standard configurations are typically 2–3 weeks, and emergency supplies can often be sourced within 5–7 working days. This local availability is critical in an industry where unplanned cable failures can disrupt operations and cost thousands in lost production per day.
Flexibility for Diverse Applications
The availability of Type 1 cable in two, three, four, six, sixteen, and thirty-core configurations means that miners can specify cable that precisely matches their application requirements. This flexibility prevents the common problem of being forced into oversized cable as a compromise or having to order custom configurations with long lead times.
Installation Best Practices for Type 1 Collectively Screened Cable in Australian Mines
Suitable Installation Environments
Type 1 collectively screened cable performs reliably in:
Internal wiring of machines and equipment in protected locations
Cable trays and conduit runs within underground equipment areas
Fixed control systems and interconnections
Lighting circuits within equipment structures
Auxiliary equipment connections in protected environments
Equipment serving stationary or semi-mobile installations
The key characteristic is "protected"—the cable should not experience continuous reeling, severe mechanical stress, or direct exposure to mechanical impact.
Installation Considerations
Proper cable bending radius: Whilst Type 1 cable is flexible, avoid sharp 90-degree bends. A minimum bending radius of 4–5 times the cable diameter is recommended. For a 10.5 mm diameter cable, this means a minimum bending radius of approximately 50 mm. This precaution prevents internal conductor damage that can result in hidden faults appearing months after installation.
Screen grounding: The collective screen should be grounded at both ends of the cable run to provide complete EMI shielding and a reliable path for fault current. Proper termination practices are essential—poor screen grounding defeats the shielding's purpose.
Separation from high-current power cables: When possible, route Type 1 control and instrumentation cables in separate cable trays or conduit from heavy power cables. This separation reduces electromagnetic coupling and improves control signal integrity.
Environmental protection: Whilst PVC resists moisture, use proper cable entries and conduit terminations to manage water ingress at penetration points. Prolonged submersion should be avoided.
Cable tray requirements: Type 1 cable's compact size and light weight mean that standard mining cable tray infrastructure is adequate. No oversized supports or special installations are required, reducing infrastructure costs.
Maintenance and Inspection
Regular visual inspections (quarterly) should check for:
Signs of mechanical damage, abrasion, or crushing
Discolouration or stiffness suggesting moisture ingress or heat damage
Separation of the screen or sheath from the underlying layers
Corrosion or contamination at termination points
These simple checks often reveal problems before they cause operational failures. In most Australian mining operations using Type 1 cable for protected applications, ongoing maintenance requirements are minimal—the cables simply perform without significant attention required.
Comparing Type 1 Collectively Screened to Alternatives
vs Heavy-Duty Elastomeric Mining Cables
Heavy-duty elastomeric cables cost 2.5–3.5 times more than Type 1 collectively screened cable (for equivalent conductor sizes). For applications where cables experience continuous flexing, high mechanical stress, or extreme chemical exposure, this extra cost is justified. For protected machine wiring applications, it's economically wasteful.
The Queensland longwall case study demonstrated this principle: using heavy-duty cable throughout would have cost an additional AUD 30,000–37,000 without providing tangible benefits for protected applications.
vs Individually Screened Type 1 Cable
Individually screened cable costs approximately 30–40% more than collectively screened alternatives. This premium is justified when circuits must be isolated from each other (e.g., sensitive control signals isolated from power circuits). For bundled circuits serving the same equipment, the extra cost provides no practical benefit.
vs Non-Screened Industrial Cables
Older mining installations sometimes use non-screened industrial cables. These cables lack electromagnetic shielding, making them susceptible to interference from nearby equipment. Upgrading from non-screened to Type 1 collectively screened cable often delivers immediate improvements in control system reliability.
vs Imported or Custom Cables
Sourcing cables from overseas suppliers introduces compliance uncertainties and logistical complications. Australian-compliant Type 1 collectively screened cable is readily available through local suppliers, comes with full compliance documentation, and offers proven performance in Australian mining conditions.
Real-World Application: NSW Hunter Valley Machine Lighting and Control System
Additional Case Study: Fixed Equipment Installation
A coal mining operation in NSW's Hunter Valley region upgraded its pump station and auxiliary equipment control systems. The operation required new cable runs connecting approximately 12 distinct equipment items (motors, hydraulic pumps, instrumentation, and control boxes) across a distributed underground installation.
The Challenge
The original specification called for heavy-duty elastomeric cable throughout. When the mining engineer reviewed the application, however, it became clear that none of the cables would experience the mechanical stress that justifies heavy-duty cable. All cables ran in protected ducting or cable trays, equipment was stationary, and the application involved standard industrial control voltages and frequencies.
The Solution
The mine specified Type 1 1.1/1.1 kV collectively screened cable for all interconnections. The installation used six-core and four-core collectively screened configurations to bundle related circuits to each equipment item, reducing the total number of cable runs required.
Results
Cable procurement costs were reduced by approximately 35% compared to heavy-duty alternatives. Installation was faster due to the cable's flexibility. After 20 months of operation, all cables continue to perform reliably with zero failures or performance issues.
Practical Guidance for Australian Mining Operations: Specifying Type 1 Collectively Screened Cable
Step 1: Analyse Your Cable Applications
Categorise your cable requirements into two groups:
High-stress applications requiring heavy-duty cable:
Shuttle car trailing cables
Pump motor cables experiencing vibration
Cables in exposed locations subject to mechanical impact
Cables subject to continuous reeling or flexing
Protected applications suitable for Type 1 collectively screened:
Internal machine wiring in protected locations
Control interconnections between fixed equipment
Lighting circuits in protected equipment structures
Auxiliary equipment connections
Fixed instrument and sensor connections
Step 2: Specify Appropriate Cable for Each Category
For each protected application, specify:
Type 1 1.1/1.1 kV collectively screened cable
Core count appropriate to the circuits being bundled (2-core for simple circuits, 4-core or 6-core for bundled power and control, 16-core or 30-core for complex integrated systems)
Conductor size appropriate to the current-carrying requirements (typically 1.5 mm² for control circuits, 4.0 mm² or larger for power circuits)
Step 3: Ensure Proper Procurement
When ordering Type 1 collectively screened cable, specify:
Total cable length with 10% contingency for terminations and repairs
Precise core count and conductor sizes
Full compliance documentation required (AS/NZS 1972:2006, AS/NZS 1125, AS/NZS 3808)
Lead time requirements
Most Australian suppliers maintain stock of standard configurations and can deliver within 2–3 weeks for normal orders.
Step 4: Plan Installation to Maximise Benefits
Ensure that installation:
Uses proper cable bends (minimum radius of 4–5× cable diameter)
Grounds screens at both ends of cable runs
Separates control cables from high-current power cables where possible
Uses appropriate cable entries to manage water ingress
Follows documented installation procedures for repeatability
Cost-Benefit Analysis: The Financial Case for Type 1 Collectively Screened Cable
Capital Expenditure Comparison
For a typical mining installation upgrade involving approximately 1,500–2,000 metres of cable across both high-stress and protected applications:
All heavy-duty cable scenario: Estimated total cost AUD 85,000–95,000
Intelligent tiered specification scenario:
Heavy-duty cable for high-stress applications (40% of requirement): AUD 35,000–40,000
Type 1 collectively screened for protected applications (60% of requirement): AUD 20,000–25,000
Total estimated cost: AUD 55,000–65,000
Capital savings: AUD 20,000–35,000 (25–40% reduction)
Installation Labour Costs
Type 1 cable's flexibility reduces installation labour time by approximately 15–25% compared to rigid heavy-duty alternatives:
Heavy-duty cable labour estimate: AUD 25,000–35,000
Type 1 cable labour estimate: AUD 18,000–27,000
Additional labour savings: AUD 5,000–10,000 (20% reduction)
Total Savings
Combined cable and labour cost reductions can reach AUD 25,000–45,000 for a typical mid-sized mining installation—sufficient to fund other critical equipment upgrades or maintenance.
Operating Cost Implications
Type 1 collectively screened cables in protected applications typically exhibit very low failure rates. For Australian mines, this translates to:
Minimal unplanned maintenance related to cable failures
No replacement cable inventory costs
Reduced electrical troubleshooting time
Over a five-year operational period, these savings often exceed AUD 10,000–15,000 even for modest-sized installations.
Sourcing Type 1 Collectively Screened Cables in Australia
Availability and Lead Times
Type 1 1.1/1.1 kV collectively screened cables in standard configurations (2-core through 6-core with 1.5 mm² conductors) are readily available through established Australian mining equipment distributors. Normal lead times are 2–3 weeks. Expedited orders can often be fulfilled within 7–10 working days.
Larger multi-core configurations (16-core, 30-core) may require longer lead times, so plan accordingly if your installation requires these options.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating compliance with Australian standards
AS/NZS 1972:2006, AS/NZS 1125, and AS/NZS 3808 compliance documentation
Physical and electrical specification datasheets
Insulation resistance and continuity test results
Reputable Australian suppliers provide this documentation as standard and can answer technical questions about cable specifications and installation.
Technical Support
Established Australian mining cable suppliers provide technical support including:
Cable sizing guidance based on current requirements and voltage drop calculations
Application advice for specific mining scenarios
Installation recommendations and best practices
Troubleshooting support if cable-related issues arise
This technical support is valuable when specifying cable for non-standard applications or when installation conditions differ from typical scenarios.
Expert Summary
Type 1 1.1/1.1 kV collectively screened cable represents an intelligent engineering choice for Australian underground coal mining operations conducting equipment installations or upgrades. By providing appropriate electrical performance, effective electromagnetic shielding, and durable PVC construction at a fraction of the cost of heavy-duty elastomeric cables, Type 1 collectively screened cable delivers exceptional value for protected machine wiring applications.
The case studies presented in this blog—from the Queensland longwall operation that reduced capital expenditure by 35% to the NSW Hunter Valley pump station installation that simplified procurement whilst maintaining reliability—demonstrate tangible practical benefits. These aren't theoretical improvements; they're documented results from working Australian mines implementing intelligent cable specification strategies.
The critical insight underlying Type 1 collectively screened cable's value proposition is this: not all mining applications require heavy-duty cables. The distinction between high-stress applications (shuttle car trailing, pump motors, exposed locations) and protected applications (fixed equipment wiring, control interconnections, internal machine circuits) has direct financial implications. Intelligent specification recognises these differences and applies cable technology appropriately.
For Australian mining operations planning equipment upgrades or new installations, the financial case is compelling. By categorising cable applications based on actual mechanical and environmental demands, and specifying Type 1 collectively screened cable for protected applications, miners typically achieve capital cost reductions of 25–40%, labour savings of 15–25%, and minimal ongoing maintenance burden. Combined, these benefits often exceed AUD 30,000–50,000 even for moderate-sized installations.
Type 1 collectively screened cable's compliance with AS/NZS 1972:2006 ensures full regulatory compliance. Its 15+ year track record in Australian mining operations provides confidence that the cable will perform as expected. Its ready availability through local suppliers ensures that procurement doesn't become a logistical constraint.
For mining engineers, procurement specialists, and operations managers making cable specification decisions, the message is clear: Type 1 collectively screened cable is a proven, cost-effective, standards-compliant solution for protected machine wiring and equipment interconnection applications. Intelligent use of this cable type allows mining operations to redirect capital expenditure toward production-critical equipment and maintenance whilst still ensuring safe, reliable electrical infrastructure.
Bottom line: If your mining operation is specifying heavy-duty elastomeric cable for all applications—including fixed equipment wiring, control interconnections, and protected machine installations—you're likely leaving significant cost savings on the table. A detailed analysis of your actual cable applications and a tiered specification approach using Type 1 collectively screened cable for appropriate applications can deliver capital savings of 30–40% without compromising safety or compliance. For Australian mining operations operating in a competitive environment where capital is constrained, this represents a meaningful opportunity to do more with available budgets.
Contact an Australian mining equipment supplier for detailed specifications, sizing guidance, and availability information. Your capital budget will thank you.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat