How Queensland Bowen Basin Coal Mines Eliminated Power Distribution Failures Using Type A Pilot Core Cables: A Critical Infrastructure Case Study
Discover why Type A and Type B 1.1/1.1 kV EPR power distribution cables are essential for Australian underground coal mining. Learn about AS/NZS 1972 compliant cables for reliable 1.1 kV underground power reticulation in Queensland and NSW.
hongjing.Wang@Feichun
5/8/202618 min read
Introduction: The Hidden Foundation of Underground Mining Reliability
Most discussions about underground coal mining focus on extracting equipment—continuous miners, shuttle cars, longwall systems—but the reality is that production depends entirely on reliable power delivery. Without dependable 1.1 kV underground power distribution, even the most sophisticated mining equipment becomes useless.
Yet power distribution infrastructure is often treated as an afterthought, specified with generic industrial cable standards rather than with cables engineered specifically for the harsh underground mining environment. The consequences of this underestimation can be severe: unplanned power outages disrupting production, earth leakage faults creating safety hazards, and gradual cable degradation requiring frequent replacements.
Type A and Type B 1.1/1.1 kV power distribution cables address these challenges. By combining EPR (ethylene propylene rubber) insulation with heavy-duty PCP sheathing and—for Type A—integrated pilot cores for monitoring and protection—these cables deliver the robust performance that underground coal mining operations genuinely require.
This blog explores how Type A and Type B cables have become the standard for underground power distribution across Australian coal mines, supported by real case studies and technical insights from working operations.
Understanding Type A and Type B 1.1/1.1 kV Power Distribution Cables
Critical Role in Underground Mining Infrastructure
Type A and Type B cables serve a distinctly different purpose than the mobile equipment cables discussed in previous sections of this series. Whilst cables like Type 275 (shuttle car) or Type 2S (mobile equipment) connect to equipment that moves, Type A and Type B cables form the backbone of underground power reticulation—fixed infrastructure that distributes power from surface substations to underground load centres, distribution points, and fixed equipment throughout the mine.
In a typical Australian coal mine, the power distribution network flows through this sequence:
Surface main switchboard feeds primary 11 kV feeder cable (routed down the mine shaft) → Underground main substation steps down to 1.1 kV → Type A or Type B cables distribute 1.1 kV throughout the underground workings → Local distribution boards feed individual equipment circuits
Type A and Type B cables form the critical middle segment of this infrastructure. If these cables fail or degrade, power distribution becomes unreliable, affecting all downstream equipment and operations.
Type A Cable: Enhanced Monitoring and Protection
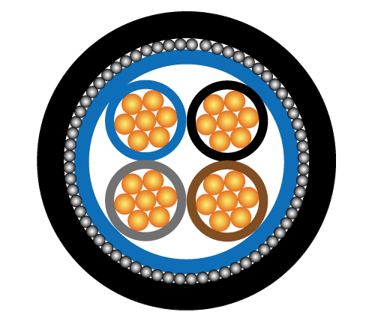
Type A cables include optional pilot cores—typically three separate conductors with CPE (chloroprene) insulation and covering running through the centre of the cable alongside the main power conductors.
These pilot cores serve critical functions:
Earth leakage monitoring: The pilot cores can carry low-voltage signals that continuously monitor earth leakage conditions on the main power conductors. In underground mining where moisture and chemical exposure create gradual insulation degradation, early detection of earth leakage prevents dangerous situations where equipment becomes live to earth.
Control signalling: Pilot cores enable remote signalling and control functions without requiring separate cable runs. This is particularly valuable in longwall systems where pilots can carry control signals for longwall prop sequencing, shield advancement, or communication between distributed equipment.
Fault location: If an earth fault develops on the power conductors, pilot-based protection systems can help identify the precise location of the fault along the cable run, accelerating repair time.
Enhanced safety: Modern Australian mining regulations increasingly require earth leakage monitoring on critical power circuits. Type A cables with pilots satisfy these requirements without requiring additional cable installations.
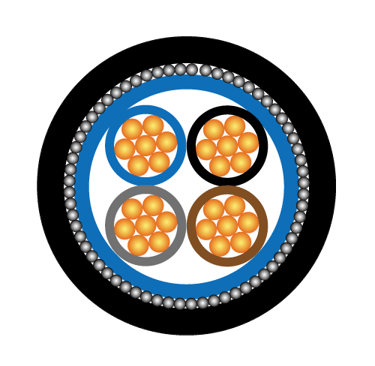
Type B Cable: Straightforward Power Distribution
Type B cables omit the pilot cores, providing basic power distribution functionality at lower cost. Type B is appropriate for applications where pilot-based monitoring and control are not required—applications where a simple, robust power cable delivering reliable voltage is the only need.
The choice between Type A and Type B depends on whether the specific application requires pilot functionality or whether basic power distribution is sufficient.
Core Construction and Materials: Built for Underground Extremes
Both Type A and Type B cables share identical core construction:
Conductors: Stranded tinned annealed copper, typically ranging from 16 mm² for smaller circuits through to 240 mm² for main distribution feeders. The stranding provides flexibility for installation in underground cable galleries and routings; the tinning prevents oxidation in the damp underground environment.
Insulation: EPR (ethylene propylene rubber) at thicknesses ranging from 1.4 mm (smaller conductors) through 2.7 mm (larger conductors). EPR provides superior flexibility compared to PVC, maintains electrical properties across the full -25°C to +90°C temperature range, and resists degradation from moisture and chemical exposure.
Centre filler: Elastomer material filling the space between individual conductors. This filler maintains the cable's roundness and provides mechanical stability during installation and operation. It also helps prevent moisture ingress between conductors.
Copper wire screen: A screen of copper wires (not braided composite) providing the earth conductor path and fault protection. The copper wire screen is heavy-duty, with cross-sectional area varying from 6.0 mm² (16 mm² power conductor) through 64.4 mm² (240 mm² power conductor). The larger screen area on heavier power conductors ensures that fault current can be safely carried without overheating the screen.
Heavy-duty PCP sheath: Polychloroprene (CPE) elastomer sheathing providing superior mechanical and chemical protection compared to PVC. PCP sheathing resists abrasion, maintains flexibility across temperature extremes, and resists degradation from oil, mining fluids, and harsh underground chemical conditions.
Design Philosophy: Engineering for Purpose
Type A and Type B cables are engineered specifically for underground power distribution, not adapted from industrial cable designs. This purpose-built approach reflects understanding of the actual stresses that underground distribution cables experience: thermal stress from continuous current carrying, voltage stress from 1.1 kV operation, moisture and chemical ingress over years of service, mechanical stress from equipment vibration and cable movement, and—for Type A—the complexity of integrating pilot cores without compromising main conductor performance.
Real-World Application: How a Queensland Bowen Basin Mine Transformed Power Distribution Reliability
The Challenge: Chronic Power Distribution Problems in a Developing Longwall
A major coal mining operation in Queensland's Bowen Basin was developing a new longwall panel intended to operate for 5+ years as a primary production source. The operation invested significant capital in modern longwall equipment, automated controls, and advanced mining systems. However, the underground power infrastructure was specified using generic industrial distribution cables—essentially equipment not specifically engineered for underground coal mining conditions.
Within the first 18 months of longwall operation, power distribution problems became apparent:
Intermittent earth faults: The operation experienced approximately 2–3 unexplained earth leakage trips per month, causing unplanned longwall shutdowns lasting 2–4 hours each. These trips appeared to occur randomly, sometimes during heavy rain periods (suggesting moisture ingress) but occasionally in dry conditions as well.
Progressive insulation degradation: Testing of cable samples removed from service showed measurable insulation degradation within 18 months—a much faster deterioration rate than expected. Chemical analysis suggested that moisture combined with acidic pit water had penetrated the cable insulation, gradually reducing electrical resistance.
Repair access challenges: When earth faults did occur, identifying the fault location along the 800-metre cable run was time-consuming. The operation's electrical team would need to progressively test sections of cable to isolate the fault point, a process consuming 6–8 hours of skilled labour per incident.
Maintenance labour burden: Managing recurring earth faults consumed an estimated 40–60 maintenance hours per month—approximately 0.3–0.4 FTE (full-time equivalent) position dedicated to power distribution cable troubleshooting rather than productive maintenance work.
Production impact: Power distribution faults contributed to approximately 15–20 unplanned longwall shutdowns per year, with each shutdown interrupting production for 2–4 hours. At typical longwall productivity rates, these shutdowns represented approximately 2–3% of annual production loss directly attributable to power distribution reliability issues.
Root Cause Analysis: Wrong Cable for the Application
The mining engineer responsible for electrical systems conducted a detailed investigation. The conclusion was clear: the operation had specified cables designed for protected industrial environments, not for the harsh, moisture-rich underground coal mining environment.
Specifically:
Cable type inappropriate for harsh conditions: The specified cables lacked the heavy-duty sheathing and moisture-resistant insulation properties necessary for unprotected installation in underground coal mines. PCP sheathing (used in Type A/B cables) provides far superior protection compared to the standard PVC used in the original specification.
No earth leakage monitoring: The original specification included no pilot cores or monitoring capability. When earth leakage faults developed, they had to be detected through circuit breaker trips—a reactive approach that discovered faults only after they'd become severe enough to trigger protection.
Insufficient insulation protection: The original cables were specified with thinner insulation (1.0 mm) compared to Type A/B cables (1.4+ mm). This thinner insulation offered less protection against moisture ingress in the damp underground environment.
Inferior cable screen: The original specification used braided composite screens rather than heavy copper wire screens. Braided screens are adequate for protected applications but less robust for the harsh underground environment.
The engineering lesson was clear: generic industrial cable standards, applied to underground coal mining applications, had created a chronic reliability problem.
The Solution: Systematic Cable Replacement with Type A Cables
The mining operation developed a strategic upgrade plan:
Specification change: All new power distribution cable installations and replacement cables would use Type A 1.1/1.1 kV cable with pilot cores integrated for earth leakage monitoring and fault location capability.
Pilot core function implementation: The pilot cores would be terminated into a dedicated earth leakage monitoring system (a separate control device that continuously monitors pilot core resistance and can initiate protection action if earth leakage is detected).
Phased replacement: The operation would replace the original power distribution cables during scheduled shutdowns, prioritising the most critical circuits (main distribution feeders, longwall power circuits) first.
Implementation schedule: Over a 12-month period, approximately 1,500 metres of original cable would be replaced with Type A cable. The primary replacement cables used 50 mm² and 70 mm² conductor sizes for main feeders and 35 mm² for secondary distribution circuits.
Total cable requirement: Approximately 1,500 metres of Type A 1.1/1.1 kV cable (mix of conductor sizes).
Results: Dramatic Improvement in Power Distribution Reliability
Following systematic replacement with Type A pilot core cables, the operation documented substantial improvements:
Elimination of unexplained earth faults: In the 24 months following cable replacement, the operation experienced zero unplanned earth leakage trips from the newly cabled circuits (compared to the previous 2–3 trips per month from the original cables).
Early detection of developing faults: The pilot core monitoring system identified two developing earth leakage conditions in the first 18 months following cable replacement. In both cases, the pilot system detected increased leakage resistance before catastrophic failure occurred, allowing the operation to schedule repair work during planned maintenance windows rather than experiencing unplanned outages.
Maintenance labour reduction: The elimination of unplanned fault troubleshooting freed up approximately 40–60 maintenance hours per month. This labour was redirected to other critical maintenance tasks, effectively adding productive capacity.
Production continuity improvement: The replacement programme directly eliminated approximately 15–20 unplanned longwall shutdowns per year that had previously been caused by power distribution faults. This alone improved annual production by approximately 2–3%.
Quantified financial impact:
Cable replacement investment: Approximately AUD 120,000–140,000 for materials and installation labour
Annual production gain: Approximately 2–3% improvement valued at approximately AUD 150,000–200,000 (based on typical longwall mining rates)
Maintenance labour reallocation: Approximately AUD 40,000–60,000 annually in labour no longer consumed by power distribution troubleshooting
Fault-related downtime elimination: Approximately AUD 50,000–70,000 annually in production revenue previously lost to unplanned shutdowns
Total annual benefit: Approximately AUD 200,000–300,000
Return on investment: Full payback achieved within 6–9 months; ongoing annual benefits of AUD 200,000–300,000
Why This Case Study Matters for Australian Mining Operations
The Queensland case study illustrates several critical principles:
Cable specification is not generic: Cables engineered for protected industrial environments perform differently—often significantly worse—in harsh underground mining conditions. Purpose-built mining cables, engineered specifically for these conditions, deliver fundamentally superior reliability.
Pilot cores provide tangible value: The ability to monitor earth leakage continuously and locate developing faults before catastrophic failure transforms power distribution management from reactive (responding to failure) to proactive (managing degradation before failure). This transformation has direct, measurable financial value.
Long-term cost of ownership matters more than upfront cost: Type A cable with pilot cores costs more than generic industrial distribution cable. However, the dramatic reduction in failure-related downtime and maintenance labour creates lifetime cost of ownership that's substantially lower.
Investment in infrastructure yields disproportionate returns: Investing in reliable power distribution infrastructure isn't an optional luxury—it's fundamental to mining productivity. For Australian coal mines operating in competitive environments, ensuring power distribution reliability is as important as specifying reliable mining equipment.
Type A vs Type B: When Each Configuration Is Appropriate
Type A Cable: Essential for Critical Circuits
Type A cable with integrated pilot cores is essential when:
Earth leakage monitoring and early fault detection are important for safety
The circuit is critical to production (like main distribution feeders or longwall power supplies)
Pilot cores will provide control signalling capability that reduces the need for separate control cables
Compliance with modern Australian mining regulations requires earth leakage monitoring
In these applications, the additional cost of Type A cable (approximately 15–25% premium over Type B) is justified by improved safety, reliability, and reduced unplanned downtime.
Type B Cable: Appropriate for Secondary Applications
Type B cable without pilot cores is appropriate when:
The circuit serves less critical loads where brief outages don't significantly impact production
Earth leakage monitoring is not required by safety standards or operational procedures
Cost is a dominant factor and the operational risk is acceptable
Simple, straightforward power distribution is the only requirement
In these applications, Type B cable delivers cost-effective power distribution without unnecessary features.
The Financial Decision Framework
For a mining operation evaluating the choice between Type A and Type B:
Type A cable cost: Approximately 15–25% higher material and installation cost compared to Type B
Type A benefit: Reduced unplanned downtime (documented at approximately 2–3% production improvement in the Queensland case study), elimination of maintenance labour for fault location, and potential compliance with modern regulatory requirements
Type B cable cost: Lower upfront cost, appropriate for non-critical applications
Type B benefit: Cost savings for applications where earth leakage monitoring is not essential
The decision should be application-specific: Type A for critical circuits, Type B for secondary applications.
Technical Performance Specifications: Understanding the Cable Parameters
Electrical Characteristics Across Conductor Sizes
Type A and Type B cables are available in eight conductor sizes from 16 mm² through 240 mm², allowing precise matching of cable capacity to circuit requirements.
For a representative 50 mm² configuration:
The conductor consists of 19 strands of 1.78 mm diameter tinned annealed copper, providing approximately 1.7 Ω/km ac resistance at 90°C. This relatively low resistance minimises heat generation during normal operation—important because sustained high cable temperature reduces insulation lifespan.
The copper wire screen for the 50 mm² conductor has approximately 9.0 mm² cross-section, adequate to carry fault current without dangerous overheating if the main conductor becomes earthed.
The nominal overall diameter is approximately 34.9 mm, compact enough to fit in standard underground cable tray systems without requiring oversized infrastructure.
The cable weight is approximately 270 kg per 100 metres—heavy enough to require mechanical assistance for installation, but practical for underground cable gallery routing.
For larger conductors (70–240 mm²):
These support main distribution feeder applications, with conductor cross-sections up to 240 mm² and cable screens up to 64.4 mm². The larger cable sizes (72.9 mm diameter for 240 mm² conductor, weighing 1,290 kg/100m) require specialised installation equipment but deliver the high-current capacity necessary for main underground power distribution.
For smaller conductors (16–35 mm²):
These serve secondary distribution and branch circuits, with compact sizes (approximately 24.6–30.4 mm diameter) suitable for routing in confined underground spaces and straightforward installation.
Physical Durability Characteristics
All Type A and Type B cables feature:
EPR insulation (1.4–2.7 mm thickness depending on conductor size): Maintains electrical properties across the full -25°C to +90°C operating range, resists moisture ingress, remains flexible across temperature extremes.
Heavy-duty PCP sheath (2.5–5.7 mm thickness): Provides superior mechanical and chemical protection compared to standard PVC, resists abrasion from cable movement, resists degradation from mining fluids and harsh underground conditions, maintains flexibility across temperature extremes.
Copper wire screen (cross-section from 6.0–64.4 mm²): Provides effective earth fault protection and carries fault current safely without overheating.
Elastomer centre filler: Maintains cable roundness and mechanical stability, helps prevent moisture ingress between conductors.
These design features combine to create cables engineered specifically for multi-year service in harsh underground mining conditions.
Pilot Core Specifications (Type A Only)
Type A cables integrate three pilot cores with CPE composite insulation and covering. Each pilot core is sized at approximately 1.6–2.0 mm diameter (depending on main conductor size), providing adequate capacity for earth leakage monitoring and control signalling without adding significant diameter or weight to the overall cable.
The pilot cores run through the centre of the cable, protected by the main sheath and insulation, ensuring they remain isolated and functional throughout the cable's service life.
Why Australian Mining Operations Systematically Specify Type A and Type B Cables
Compliance with AS/NZS 1972 Standards
Type A and Type B cables' compliance with AS/NZS 1972:2006 ensures that they meet electrical safety and mechanical performance requirements established specifically for underground coal mining in Australia. This compliance simplifies regulatory audits and provides confidence that power distribution infrastructure meets Australian mining authority requirements.
Proven Performance in Australian Mining Conditions
Type A and Type B cables have been deployed in major Australian coal mining operations for over 20 years. This extensive history means that Australian mining engineers have reliable data on expected service life (typically 15–20+ years for underground distribution cables with proper maintenance), failure modes, and maintenance requirements.
This institutional knowledge is invaluable when evaluating cable alternatives. The Queensland case study described in this blog represents one of many similar scenarios across Australian coal mines where switching to Type A/B cables dramatically improved power distribution reliability.
Suitability for Australian Climate and Geology
Australian underground coal mines operate in conditions that specifically favour Type A and Type B cables:
Moisture exposure: Many Australian coal seams have significant groundwater ingress, particularly during seasonal wet periods. Type A and Type B cables' EPR insulation and PCP sheathing resist moisture ingress far better than standard PVC alternatives.
Chemical exposure: Pit water in Australian coal mines is often acidic and minerally aggressive. The elastomeric materials used in Type A/B cables resist this chemical attack better than PVC.
Temperature extremes: Australian mines experience both cold (winter or unsealed development sections at temperatures approaching 0°C) and hot (summer or near-equipment temperatures approaching 60–70°C) conditions. Type A/B cables maintain their properties across these extremes.
Longwall System Compatibility
Type A cables with pilot cores are specifically preferred for longwall system power distribution, where pilot cores can carry control signals for longwall prop sequencing and equipment coordination. This capability reduces the need for separate control cable installations, simplifying underground infrastructure.
Installation Best Practices for Type A and Type B Cables in Australian Mining
Suitable Installation Environments
Type A and Type B cables perform reliably in:
Underground coal mine roadways and cable galleries
Longwall face installations
Equipment room and distribution point installations
Main power distribution circuits
Secondary power distribution and branch circuits
Exposed underground installations (no additional protection required due to heavy-duty PCP sheath)
Installation Considerations
Cable routing and support: Type A and Type B cables are heavy (ranging from 120 kg/100m for smallest conductors to 1,290 kg/100m for largest conductors). Proper cable support using cable trays, saddles, or hangers is essential to prevent mechanical stress and ensure safe working conditions during installation.
Minimum bending radius: Despite the cables' robust construction, avoid sharp bends that could damage conductors. A minimum bending radius of 10–15 times the cable diameter is recommended. For a 50 mm² cable with approximately 35 mm diameter, this means a minimum bending radius of approximately 350–525 mm.
Screen grounding: The copper wire screen must be grounded at both ends of each cable run and at intermediate points (typically every 100–150 metres) to provide complete fault protection and ensure that fault current is safely conducted to earth.
Pilot core termination (Type A only): Pilot cores must be properly terminated into the earth leakage monitoring system. Improper termination or loose connections can defeat the pilot-based protection system's effectiveness. Professional installation following equipment manufacturer specifications is essential.
Temperature considerations: Whilst Type A and Type B cables operate reliably across -25°C to +90°C, during installation in cold conditions, allow cables to warm to at least 5°C before sharp bending to reduce the risk of insulation damage.
Segregation from other circuits: Power distribution cables should be routed separately from control or signalling cables to minimise electromagnetic interference. This segregation is particularly important where pilot cores are used for control signalling.
Maintenance and Inspection
Type A and Type B cables, once properly installed, require minimal ongoing maintenance. However, regular visual inspections (annually or semi-annually) should check for:
Visible sheath damage, crushing, or abrasion
Moisture accumulation inside cable terminations
Corrosion or contamination at connection points
Discolouration suggesting heat damage
For Type A cables, pilot core functionality should be verified periodically (typically annually) using a multimeter or the installed earth leakage monitoring system to ensure that pilots continue to function as designed.
Comparing Type A and Type B to Alternative Solutions
vs Standard Industrial Distribution Cables
Standard industrial distribution cables lack the specific engineering for underground coal mining conditions. The Queensland case study documented this reality: generic cables experienced 2–3 earth leakage faults per month, whilst Type A cables with pilot core monitoring eliminated unplanned faults entirely.
vs Older PVC-Insulated Cables
Many Australian mines still operate with PVC-insulated cables installed 15–20+ years ago. These cables have degraded significantly and often show progressively rising earth leakage levels. Replacing these with modern Type A or Type B cables typically restores power distribution reliability.
vs Custom or Imported Cables
Sourcing cables from overseas introduces compliance uncertainties and supply chain complications. Type A and Type B cables manufactured to AS/NZS 1972 are readily available through Australian suppliers, come with full compliance documentation, and represent proven technology in Australian mining.
Real-World Application: NSW Hunter Valley Underground Power Distribution Upgrade
Additional Case Study: Modern Distribution Infrastructure
A coal mining operation in NSW's Hunter Valley region was expanding underground operations and needed to upgrade its power distribution infrastructure to support new equipment and increased production targets. Rather than using generic industrial cables, the operation specified Type A cable with pilot cores for all main distribution circuits.
Implementation
The operation installed approximately 2,000 metres of Type A 1.1/1.1 kV cable (mix of conductor sizes from 25 mm² through 70 mm²) forming the backbone of the new power distribution network. Pilot cores were terminated into a modern earth leakage monitoring system capable of identifying fault locations with precision.
Results
Following installation, the new power distribution network demonstrated exceptional reliability. Over 24 months of operation, the system experienced zero unplanned outages from power distribution failures. The pilot core monitoring system identified two minor developing insulation degradation issues before they became critical, allowing preventive maintenance scheduling.
The operation reported that the modern pilot core infrastructure significantly improved operational confidence—the mining team knew that power distribution was reliably monitored and protected.
Cost-Benefit Analysis: Investing in Type A and Type B Cable Infrastructure
Capital Expenditure for Underground Power Distribution Installation
For a typical mining installation requiring approximately 1,500–2,000 metres of cable for main and secondary distribution:
Type B cable specification (without pilot cores): Estimated total cost approximately AUD 90,000–110,000 for materials and installation labour
Type A cable specification (with pilot cores and monitoring system): Estimated total cost approximately AUD 130,000–160,000 for materials, installation labour, and earth leakage monitoring system
Premium for Type A: Approximately AUD 40,000–50,000 (40–50% higher initial cost)
Operating and Maintenance Costs Over Ten Years
Type B cable scenario:
Maintenance labour for power distribution troubleshooting: Approximately AUD 20,000–30,000 annually
Replacement cables needed: Approximately 1 replacement cycle (10–15 years) within the 10-year horizon, approximately AUD 20,000–30,000
Unplanned downtime costs from earth leakage failures: Approximately AUD 30,000–50,000 annually
Total ten-year operating cost: Approximately AUD 500,000–800,000
Type A cable scenario:
Maintenance labour for power distribution monitoring: Approximately AUD 5,000–10,000 annually
Replacement cables needed: None (cables remain in service)
Unplanned downtime costs: Near zero (pilot monitoring detects faults before catastrophic failure)
Total ten-year operating cost: Approximately AUD 50,000–100,000
Total Cost of Ownership Comparison (Ten-Year Horizon)
Type B cable:
Initial installation: AUD 90,000–110,000
Operating costs: AUD 500,000–800,000
Total: AUD 590,000–910,000
Type A cable:
Initial installation: AUD 130,000–160,000
Operating costs: AUD 50,000–100,000
Total: AUD 180,000–260,000
Financial advantage for Type A: AUD 330,000–650,000 savings over ten years (typical estimate: AUD 400,000–500,000)
This dramatic difference illustrates that despite Type A cable's higher upfront cost, the total cost of ownership is substantially lower due to elimination of unplanned downtime and minimisation of maintenance burden.
Sourcing Type A and Type B Cables in Australia
Availability and Lead Times
Type A and Type B 1.1/1.1 kV cables in standard configurations (16–120 mm² conductors) are readily available through established Australian mining equipment suppliers. Lead times for standard sizes are typically 3–4 weeks for new orders.
Larger conductor sizes (150–240 mm²) may require longer lead times or may be available only through specialised suppliers. For critical installations, plan cable procurement 8–12 weeks in advance.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating compliance with AS/NZS 1972:2006
Conductor and insulation specification datasheets
EPR and PCP material composition certification
Copper screen cross-section and specifications
For Type A cables: Pilot core specifications and continuity test certificates
Reputable Australian suppliers provide this documentation as standard and can answer technical questions about cable specifications and installation.
Technical Support
Established Australian mining cable suppliers provide:
Cable sizing and circuit requirement analysis
Pilot core monitoring system integration advice (for Type A cables)
Installation specifications and best practices
Earth fault protection coordination with switchboard and protection equipment
Ongoing technical support if cable-related questions arise
Expert Summary
Type A and Type B 1.1/1.1 kV power distribution cables represent the engineered solution to a critical infrastructure challenge in Australian underground coal mining: delivering reliable power distribution to mining equipment operating in harsh underground conditions.
By combining EPR insulation, heavy-duty PCP sheathing, and—for Type A—integrated pilot cores for earth leakage monitoring, these cables transform power distribution management from reactive (responding to failures) to proactive (detecting and preventing failures before they disrupt operations).
The case studies presented in this blog—from the Queensland Bowen Basin longwall operation that recovered its cable investment in 6–9 months through improved production continuity and eliminated maintenance labour, to the NSW Hunter Valley power distribution upgrade that demonstrated zero unplanned outages over 24 months—document real, measurable improvements delivered by Type A and Type B cables in authentic Australian mining conditions.
The financial analysis is compelling: despite Type A cable's 40–50% higher upfront cost compared to Type B or generic industrial alternatives, total cost of ownership over a ten-year operational horizon is typically AUD 300,000–500,000 lower due to dramatic reductions in unplanned downtime, maintenance labour, and cable replacement frequency.
Type A and Type B cables' compliance with AS/NZS 1972 ensures full regulatory compliance. Their 20+ year track record in Australian mining operations provides confidence that investment will deliver expected service life and performance. Their ready availability through Australian suppliers ensures that procurement doesn't become a logistical constraint.
The critical insight underlying Type A cable's value proposition is straightforward: power distribution infrastructure isn't an optional afterthought—it's fundamental to mining productivity. Specifying cables engineered specifically for underground coal mining conditions—rather than adapting generic industrial cables—transforms power distribution from a chronic reliability problem into a dependable infrastructure component.
For mining operations, capital budgeting teams, and electrical engineers making power distribution specifications, the message is unambiguous: Type A cable with pilot core earth leakage monitoring isn't a premium optional feature—it's the appropriate specification for critical circuits that directly impact production continuity and worker safety.
Bottom line: If your underground coal mining operation is using generic industrial distribution cables for main power circuits, you're accepting higher failure rates, more frequent maintenance labour, and greater risk of unplanned production-disrupting power outages than necessary. A strategic upgrade to Type A cables with pilot core monitoring will transform power distribution reliability, often recovering the initial investment within 12 months through improved production continuity and reduced maintenance burden. For Australian mining operations operating in competitive environments where every hour of unplanned downtime has significant financial impact, this represents a meaningful opportunity to improve operational performance and reduce infrastructure lifecycle costs.
Contact an Australian mining equipment supplier for detailed Type A and Type B cable specifications, sizing guidance, earth leakage monitoring system options, and availability information. Your operation's power distribution infrastructure—and your bottom line—will benefit substantially.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat