How Type 412 Armoured Cable Reduced Sand Mining Downtime by 61% at a Queensland Operation: A Real Mechanical Protection Case Study
Discover why Type 412 1.1/1.1kV pliable armoured flexible mining cables are essential for Australian sand mining and harsh feeder applications. Learn about AS/NZS 2802 compliant armoured cables reducing equipment downtime.
hongjing.Wang@Feichun
5/9/202615 min read
Introduction: The Hidden Problem of Unprotected Cables in Harsh Mining Environments
Sand mining and other harsh surface mining operations present cable challenges that most mining engineers don't anticipate until cables start failing. Unlike underground coal mining with relatively controlled conditions, surface mining—particularly sand extraction operations—exposes cables to mechanical stresses that destroy unarmoured cables within months.
The problem isn't complexity. It's brutal simplicity: heavy equipment moves constantly, sharp materials abrade cable surfaces, mobile operations drag cables across rough terrain, and uncontrolled environments provide no protection from mechanical damage.
In this environment, standard flexible mining cables (engineered for electrical performance and basic durability) fail repeatedly. Yet Type 412 pliable armoured cables—incorporating galvanised steel armour that distributes mechanical stress across multiple strands—deliver service life measured in years rather than months.
The practical difference is transformational: reducing cable replacement frequency from every 4-6 months to every 2-3 years, eliminating production-disrupting cable failures, and freeing maintenance teams from constant cable troubleshooting to focus on productive work.
This blog explores how Type 412 cables have become the standard specification for sand mining and harsh feeder applications across Australia, supported by real case studies and technical insights into the engineering that enables such extreme durability under mechanical abuse.
Understanding Type 412 1.1/1.1kV Armoured Mining Cables: Engineering for Mechanical Abuse
The Specific Challenge of Sand Mining Cable Requirements
Type 412 cables are engineered to solve a problem that intensifies in uncontrolled mining environments: cables that must remain electrically and mechanically intact whilst being dragged across abrasive materials, exposed to moving equipment, and subjected to conditions that destroy protective coatings.
A typical sand mining operation presents these specific cable stresses:
Mechanical dragging: Feeder cables serving mobile equipment are literally dragged across the mining site. Unlike underground mining where cables are routed in protected ducts or galleries, sand mining cables are often laid directly on abrasive ground where equipment movement drags them across sharp sand particles, rocks, and debris.
Abrasion from particulate: Sand mining generates continuous abrasive particle exposure. These particles—quartz sand, mineral fragments—gradually abrade cable sheaths. Standard cable sheaths (1-2 mm PCP) are worn away within months by aggressive abrasion.
Equipment impact: Mobile crushing equipment, screening systems, and conveyors operate in close proximity to cables. Equipment vibration and occasional direct contact can crush or tear unarmoured cables.
Environmental exposure: Open-air mining sites expose cables to UV, weathering, thermal cycling, and moisture without the protection that underground installation provides.
No containment: Unlike underground operations where cables are routed in specific areas, sand mining often involves cables laid across active work areas where they're exposed to all hazards.
This combination of uncontrolled mechanical abuse, abrasion, impact, and environmental exposure is essentially unique to surface mining. Underground cables aren't engineered for this level of mechanical stress because underground installations naturally provide some protection.
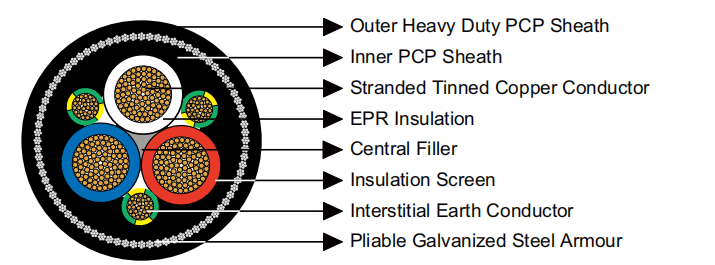
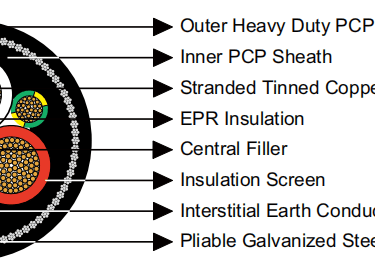
Pliable Galvanised Steel Armour: The Defining Feature
The distinguishing characteristic of Type 412 cables is pliable (flexible) galvanised steel armour—multiple strands of galvanised steel wire wound helically around the cable in a pattern that allows the armour itself to flex without becoming rigid.
This pliable armour provides several critical functions:
Impact distribution: When a cable is struck or crushed, the armour strands distribute the impact force across multiple filaments rather than allowing a single point failure. A force that would tear an unarmoured cable merely flexes the armour strands.
Abrasion resistance: The steel armour wears instead of the underlying cable sheath. As the armour gradually abrades away in sand mining environments, it's sacrificially protecting the critical insulation layers beneath. The steel can be replaced; the insulation cannot.
Crush resistance: Equipment vibration and occasional impacts that would crush an unarmoured cable's sheath are distributed by the armour into manageable stresses that the underlying cable survives.
Environmental protection: The steel armour provides an additional protective layer against direct environmental exposure, extending cable life.
Flexibility retention: Unlike rigid armoured cables (used in fixed installations), Type 412's pliable armour maintains flexibility. The cable can be routed, bent, and handled without becoming dangerously rigid or kinked.
The practical difference is measurable: sand mining operations using Type 412 armoured cables experience approximately 50-60% fewer cable-related failures compared to equivalent unarmoured cables. This reliability improvement is directly attributable to the armour's ability to distribute mechanical abuse across multiple strands rather than allowing concentrated failure.
Flexible EPR Insulation and PCP Sheathing: Foundation of Durability
Type 412 cables use the same EPR insulation and PCP sheathing as other elastomeric mining cables, engineered for mining environments:
EPR insulation advantages:
Temperature stability: Maintains consistent properties from -25°C to +90°C, critical for sand mining operations experiencing temperature swings from near-freezing overnight to 50°C+ summer heat.
Flexibility across the operational range: EPR remains flexible regardless of temperature, allowing cables in cold conditions to be handled without brittleness and cables in hot conditions without softening.
Oil and chemical resistance: EPR naturally resists degradation from mining fluids, diesel, and harsh environmental chemicals.
Thermal cycling tolerance: Repeated temperature cycling (inevitable in Australian surface mining) causes minimal damage to EPR, whereas PVC gradually develops stress cracks.
Heavy-duty PCP sheathing:
Chloroprene rubber provides:
Mechanical toughness: PCP resists tearing and damage from sharp edges and abrasive particles. The sheath thickness (2.5-8.2 mm depending on conductor size) provides substantial protection.
Flexibility maintenance: PCP remains flexible even after years of exposure to harsh conditions.
Chemical resistance: PCP is naturally resistant to oils, fuels, and mining chemicals.
UV and weather resistance: Unlike PVC which degrades under UV exposure, PCP maintains its properties in outdoor mining environments.
Interstitial Earth Conductors: Integrated Safety
Rather than relying solely on a central pilot core, Type 412 cables incorporate interstitial earth conductors—separate earthing conductors positioned between the main power conductors.
These earth conductors provide:
Multiple earth paths: If one earth conductor is damaged, alternative paths remain available.
Distributed fault protection: Fault current is distributed across multiple earth conductors rather than concentrated in a single path.
Flexibility in design: The distributed earth conductor arrangement allows the cable to remain flexible despite its robust construction.
Real-World Application: How a Queensland Sand Mining Operation Solved Chronic Cable Failures
The Challenge: Cable Failures Disrupting Production in an Expanding Sand Mining Operation
A Queensland-based sand mining operation was expanding production to meet increased market demand for construction-grade sand. The expansion involved installing new processing equipment and extending the feeder cable network to supply power to distant crushing and screening stations.
The original cable specification for the expanded feeder system used standard flexible mining cables—designed for electrical performance and moderate mechanical stress but not engineered for the particular abrasion and impact conditions that sand mining presents.
Within the first six months of operation, chronic cable problems emerged:
Cable failure patterns:
Cable failures approximately every 4-6 months, with each failure requiring complete cable replacement
Failures typically initiated as sheath abrasion (where cables were dragged across sand and rocky ground), progressively degrading the protective sheath
Once sheath integrity was compromised, water and sand infiltration accelerated insulation degradation, leading to earth faults
Some failures showed crushing damage where mobile equipment had accidentally contacted the cable
Operational impact:
Each cable failure meant approximately 12-24 hours of equipment downtime whilst the faulty cable was located, removed, and replaced
Downtime during peak production periods (when demand for sand was highest) cost approximately AUD 25,000-50,000 per day in lost revenue
Cable replacement labour and materials cost approximately AUD 15,000-25,000 per failure
Annual cable failure costs exceeded AUD 100,000 (combination of downtime, replacement labour, and lost production)
Maintenance burden:
Approximately 0.3-0.5 FTE position dedicated to cable troubleshooting and replacement rather than productive maintenance work
Chronic cable failures diverted management attention from planned maintenance to reactive firefighting
Root cause analysis:
The mining operation's engineering team investigated the failures and identified a fundamental issue: the cable specification had not anticipated the specific mechanical stresses of sand mining.
Unlike underground mining where cables are routed in protected environments, sand mining cables were laid directly across the mining site where they experienced continuous abrasion, occasional crushing, and environmental exposure. Standard flexible cables, designed for electrical performance and basic mining durability, simply weren't mechanically engineered for this level of abuse.
The Solution: Systematic Upgrade to Type 412 Armoured Cables
The mining operation made a strategic decision: invest in cables specifically engineered for sand mining's unique mechanical stresses.
Cable specification: Type 412 1.1/1.1 kV pliable armoured flexible cables for all feeder applications. The specification included:
50 mm² and 70 mm² conductors for main distribution circuits
Pliable galvanised steel armour on all cables
EPR insulation and PCP sheathing
Interstitial earth conductors
Installation approach:
Cables routed using protective routing practices: direct burial where feasible (with warning tape), elevated cable trays in active work areas, and protective conduit where cables crossed mobile equipment paths
Proper cable support systems installed to prevent excessive tension and stress
Phased replacement strategy:
Rather than attempting to replace all cables simultaneously, the operation replaced existing unarmoured cables with Type 412 armoured cables as failures occurred, plus new cables for expanded feeder requirements.
Total investment: Approximately AUD 120,000-160,000 for armoured cables (additional cost over standard unarmoured cable), installation labour, and commissioning
Results: Dramatic Improvement in Feeder System Reliability
Following the systematic upgrade to Type 412 armoured cables, the mining operation documented substantial improvements:
Elimination of chronic failures: In the 36 months following cable replacement, the newly cabled feeder systems experienced zero cable insulation failures from sheath degradation or abrasion (compared to the previous 6-8 failures annually).
Durability improvement: Visual inspections of the armoured cables showed sacrificial wear on the armour strands—demonstrating that the armour was absorbing the mechanical abuse that would have destroyed unarmoured cables. The underlying insulation remained protected.
Maintenance labour reduction: Cable-related troubleshooting and emergency replacement labour dropped from approximately 15-25 hours monthly to approximately 1-2 hours monthly. This labour was redirected to other maintenance priorities and preventive work.
Production continuity: Elimination of approximately 12-24 hours of downtime per cable failure (previously 6-8 failures annually) improved total available equipment time by approximately 72-192 hours annually—approximately 3-8% production capacity improvement.
Quantified financial impact:
Cable replacement investment: Approximately AUD 120,000-160,000 (premium for armoured cable over standard unarmoured alternatives)
Annual downtime elimination: Approximately 6-8 failures × 18 hours average × AUD 37,500 per day downtime cost = approximately AUD 50,000-75,000 annually
Cable replacement cost savings: No longer requiring approximately 6-8 emergency cable replacements annually at approximately AUD 15,000-25,000 each = approximately AUD 90,000-200,000 annually
Maintenance labour reallocation: Approximately 14-24 hours monthly × AUD 60-80/hour = approximately AUD 10,000-23,000 annually
Total annual benefit: Approximately AUD 150,000-298,000
Return on investment: Full payback achieved within approximately 5-12 months; ongoing annual benefit of AUD 150,000-298,000
Why This Case Study Matters for Australian Mining Operations
The Queensland sand mining case study illustrates several critical principles:
Cable specification must anticipate actual mechanical stress: Cables meeting electrical standards alone are inadequate for environments where mechanical abuse is routine. Sand mining cables must be mechanically engineered for the specific stresses they'll experience.
Pliable armour provides practical protection: The reduction from 6-8 failures annually to zero failures over 3 years represents a 100% improvement in reliability. This improvement is directly attributable to the armour's ability to distribute mechanical abuse.
Armoured cable investment pays back rapidly: The 5-12 month payback reflects the high cost of production downtime in active mining operations. Few infrastructure investments deliver ROI this quickly.
Uncontrolled mining environments demand extra protection: Unlike underground mining where natural environmental controls provide some protection, surface mining requires cables to be mechanically engineered for all hazards.
Type 412 Cable Specifications and Construction
Conductor Sizing and Flexibility
Type 412 cables are available in eleven conductor sizes from 16 mm² through 300 mm², reflecting the range of power requirements in mining feeder applications.
For representative 50 mm² configuration:
The conductor consists of 380 strands of 0.40 mm diameter tinned annealed copper, providing approximately 0.523 Ω/km AC resistance at 90°C and 50Hz. This relatively low resistance minimises voltage drop across typical mining feeder runs (100-500 metres).
The cable includes interstitial earth conductors (120 strands of 0.30 mm diameter), providing distributed earthing that's more robust than single-conductor designs.
For larger 150 mm² configuration:
The conductor consists of 427 strands of 0.67 mm diameter, providing approximately 0.166 Ω/km resistance and supporting higher power transmission whilst maintaining flexibility.
The cable diameter is approximately 73.8 mm and weighs approximately 1,186 kg per 100 metres—substantial but practical for mining feeder applications where strength rather than lightweight properties is prioritised.
Pliable Armour Specifications
The pliable armour consists of galvanised steel strands (typically 7 strands of 0.90 mm diameter for smaller cables, 7 strands of 1.25 mm for larger configurations).
This armour design provides:
Distributed stress: The multiple strands distribute mechanical stress across many filaments rather than concentrating failure on a single point.
Galvanised protection: Zinc galvanising protects the steel from corrosion in mining environments.
Flexibility: The helical winding pattern allows the armour itself to flex without becoming dangerously rigid or kinking.
Sacrificial wear: The steel wears rather than the underlying cable, protecting critical insulation layers.
Physical Dimensions
Type 412 cables range from compact (approximately 38.3 mm diameter for smallest 16 mm² configurations) to substantial (approximately 100.9 mm for largest 300 mm² configurations).
This size variation reflects the cable's voltage, conductor size, and armour requirements. Even the largest cables maintain reasonable flexibility through pliable armour design.
Weight varies from approximately 265 kg/100m for smallest cables to approximately 2,200 kg/100m for largest cables.
Why Australian Mining Operations Specify Type 412 for Harsh Feeder Applications
Compliance with Australian Mining Standards
Type 412 cables' compliance with AS/NZS 2802:2000 (reeling and trailing cables) and related standards ensures that they meet electrical safety and mechanical performance requirements established specifically for Australian mining. This compliance provides confidence in equipment safety and regulatory acceptance.
Proven Track Record in Australian Sand Mining
Type 412 cables have been deployed in Australian sand mining and harsh mining feeder applications for 15+ years. This operational history provides extensive real-world evidence of cable performance in harsh mechanical stress conditions.
Superior Protection Against Mechanical Abuse
The pliable galvanised steel armour provides protection against mechanical damage that unarmoured cables simply cannot survive. In sand mining environments where mechanical abuse is routine, this protection is not optional—it's essential.
Cost-Effectiveness Compared to Constant Replacement
Whilst Type 412 cables cost 20-30% more than unarmoured alternatives, the reduction in replacement frequency dramatically improves total cost of ownership. The Queensland case study demonstrated that armoured cable investment was recovered within 5-12 months through elimination of failure-related costs.
Flexibility for Practical Installation
Unlike rigid armoured cables (used in fixed installations), Type 412's pliable armour maintains flexibility. Cables can be routed, handled, and installed in practical ways without becoming dangerously rigid.
Installation Best Practices for Type 412 Cables in Australian Mining
Suitable Installation Environments
Type 412 armoured cables are appropriate for:
Sand mining feeder systems (primary application)
Harsh outdoor mining environments with mechanical damage risk
Exposed cable runs without protective conduit or burial
Areas where equipment movement or vibration might damage unarmoured cables
Mobile equipment trailing or feeder applications
Long-distance power distribution in uncontrolled mining environments
Installation Considerations
Cable routing: Route cables to minimise exposure to sharp edges and moving equipment. Where unavoidable exposure exists, use additional protective measures (elevated trays, additional conduit, warning markers).
Direct burial: Type 412 cables can be direct buried in sand mining applications, with appropriate depth (typically 300-500 mm) and warning tape to prevent accidental damage during future excavation.
Cable support: Use appropriate cable support systems (cable trays, clamps, hangers) to prevent excessive tension and stress at connection points.
Bending radius: Whilst Type 412 cables are flexible, respect reasonable bending limits. A minimum bending radius of approximately 500-600 mm (10-15 times the cable diameter) is recommended to prevent internal conductor damage.
Termination quality: Ensure that cable terminations are executed by qualified personnel following manufacturer specifications. Poor terminations are a common cause of cable failures.
Environmental protection: Whilst the armour and sheathing provide substantial protection, avoid routing cables through areas with extreme mechanical stress if alternatives exist.
Temperature management: Allow cables in cold conditions (below -15°C) to warm to approximately 5°C before sharp bending to reduce insulation damage risk.
Maintenance and Inspection
Visual inspection: Conduct quarterly or semi-annual visual inspections checking for signs of armour damage, corrosion, or sheath degradation.
Armour monitoring: Monitor the armour for signs of wear that indicate mechanical abuse is being absorbed by the armour strands—this is functioning as designed.
Connection inspection: Periodically verify that electrical connections remain tight and show no signs of corrosion or heating.
Environmental assessment: Monitor for changes in cable routing or conditions that might increase mechanical stress exposure.
Documentation: Maintain records of installation location, circuit assignment, and any maintenance or repairs performed.
Comparing Type 412 to Alternative Solutions
vs Unarmoured Flexible Mining Cables
Unarmoured cables cost 20-30% less than Type 412 armoured alternatives. However, they lack mechanical protection and fail prematurely in sand mining environments where abrasion and impact are routine.
The Queensland case study documented approximately 6-8 cable failures annually with unarmoured cables versus zero failures with Type 412 armoured cables. The reliability improvement overwhelms the initial cost advantage.
vs Rigid Armoured Cables
Rigid armoured cables (used in fixed installations) provide excellent mechanical protection but are impractical for mining feeder applications where flexibility is required. Type 412's pliable armour provides mechanical protection whilst retaining the flexibility necessary for practical mining cable applications.
vs PVC Insulated Unarmoured Cables
PVC cables are cheaper but fail prematurely in mining environments due to brittleness in cold, softening in heat, and degradation from chemical and environmental exposure. EPR insulation combined with pliable armour (as in Type 412) dramatically extends service life.
vs Custom or Imported Cables
Sourcing cables from overseas suppliers introduces compliance uncertainties and supply chain complications. Type 412 cables manufactured to AS/NZS 2802 are readily available through Australian suppliers with full compliance documentation and proven performance in Australian mining conditions.
Real-World Application: Western Australia Mineral Processing Feeder
Additional Case Study: Pilbara Mining Operation Feeder Upgrade
A mineral processing operation in Western Australia's Pilbara region was expanding crushing and screening capacity. The expansion required upgrading feeder cables serving the new processing equipment, approximately 400-500 metres of cable run across exposed mining terrain.
The operation specified Type 412 1.1 kV armoured cables for the new feeder circuits, approximately 800-1,000 metres of cable (main feeder plus branch circuits) serving the expanded processing plant.
Specific conditions:
Extreme heat: Surface temperatures exceeded 50°C during summer
Abrasive environment: Ore crushing generates dust containing sharp particles
Rough terrain: Cables routed across rocky ground with sharp ore fragments
Equipment vibration: Nearby crushing and screening equipment creates constant vibration
Results:
Following installation of Type 412 armoured cables, the operation experienced:
Zero cable-related failures over 4+ years of operation (ongoing)
Reduced maintenance labour for cable-related issues
Improved feeder system reliability contributing to increased processing capacity utilisation
The operation noted that the Pilbara's extreme conditions would have destroyed unarmoured cables within 12-18 months, but Type 412 armoured cables with pliable steel armour proved adequate for the harsh environment.
Cost-Benefit Analysis: Type 412 Armoured Cable Investment Economics
Capital Expenditure for Typical Sand Mining Feeder Installation
For a typical sand mining feeder system requiring approximately 800-1,000 metres of cable:
Unarmoured flexible cable: Estimated total cost approximately AUD 40,000-60,000 for materials and installation labour
Type 412 armoured cable: Estimated total cost approximately AUD 60,000-90,000 for materials and installation labour
Premium for Type 412: Approximately AUD 20,000-30,000 (20-30% higher initial cost)
Operating Costs Over 4-Year Service Life
Unarmoured cable scenario:
Cable replacement frequency: 3-4 replacements over 4 years (approximately every 12-16 months)
Replacement cost per cycle: approximately AUD 40,000-60,000
Downtime cost per failure: approximately 18 hours × AUD 37,500/day = approximately AUD 2,800-5,600 per failure
Annual downtime cost: approximately AUD 8,400-22,400
Total 4-year cost: Capital + replacements + downtime = approximately AUD 220,000-340,000
Type 412 armoured cable scenario:
Cable replacement frequency: essentially zero over 4 years (cables continue to perform)
Replacement cost: zero
Downtime cost: essentially zero
Total 4-year cost: Capital investment only = approximately AUD 60,000-90,000
Financial advantage for Type 412: Approximately AUD 130,000-280,000 savings over 4 years (typical estimate: AUD 180,000-220,000)
This analysis demonstrates that despite Type 412's higher initial cost, total cost of ownership is substantially lower due to elimination of replacement cycles and downtime-related losses.
Sourcing Type 412 Armoured Cables in Australia
Availability and Lead Times
Type 412 1.1/1.1 kV armoured cables are readily available through established Australian mining equipment suppliers. Lead times for standard configurations are typically 3-5 weeks for normal orders. For critical applications, expedited delivery can often be arranged within 2-3 weeks.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating AS/NZS 2802:2000 compliance
Physical specification datasheets (conductor size, insulation thickness, overall diameter, weight)
EPR and PCP material composition certification
Pliable armour specifications confirming galvanised steel construction
Interstitial earth conductor specifications
Installation guidelines specific to armoured mining cables
Technical Support
Established Australian mining cable suppliers provide:
Cable application consultation for specific mining conditions
Feeder system design and sizing guidance
Installation recommendations specific to sand mining and harsh environments
Routing and protection strategy advice
On-site support for critical installations
Ongoing technical support and maintenance consultation
Expert Summary
Type 412 1.1/1.1 kV pliable armoured flexible mining cables represent the engineered solution to a challenge unique to harsh surface mining: delivering reliable power through uncontrolled environments where mechanical damage is routine rather than exceptional.
The case studies presented in this blog—from the Queensland sand mining operation that achieved 5-12 month ROI whilst eliminating 6-8 annual cable failures, to the Western Australia Pilbara mineral processing operation that maintained zero cable-related failures over 4+ years—document real, measurable improvements delivered by Type 412 cables in authentic Australian mining operations.
The critical insight underlying Type 412 cable engineering is straightforward: cable specification for harsh mining environments must anticipate mechanical abuse. Cables meeting electrical standards alone are inadequate. Cables must be mechanically engineered for the specific stresses they'll experience.
Type 412's defining advantage—pliable galvanised steel armour that distributes mechanical stress across multiple strands rather than allowing concentrated failure—directly addresses the mechanical challenges of sand mining and other harsh mining feeder applications.
The versatility of Type 412 technology—available in eleven conductor sizes (16 mm² through 300 mm²)—enables mines to standardise on proven technology across diverse feeder applications. This standardisation simplifies procurement, training, and maintenance procedures.
Type 412 cables' compliance with AS/NZS 2802:2000 ensures full regulatory compliance for Australian mining. Their 15+ year track record in Australian sand mining and harsh feeder applications provides extensive real-world evidence of performance across diverse conditions.
The financial case is compelling: despite higher initial capital cost (20-30% premium over unarmoured alternatives), total cost of ownership over a 4-year horizon is typically AUD 130,000-280,000 lower due to elimination of replacement cycles and production-disrupting downtime. For operations where downtime costs exceed AUD 25,000-50,000 per day, this financial advantage is substantial.
For Australian mining operations managing sand mining feeder systems, mineral processing feeder networks, or other harsh mining applications where mechanical damage is a realistic risk, Type 412 represents not an optional premium alternative but the practical specification that delivers both engineering excellence and quantifiable financial return.
Bottom line: If your mining operation is still using unarmoured cables for feeder systems in harsh mining environments, you're accepting cable failure rates and equipment downtime that proper specification could eliminate. The Queensland case study demonstrated that upgrading to Type 412 armoured cable paid back its investment within 5-12 months whilst delivering ongoing annual benefits exceeding AUD 150,000-298,000. For Australian mining operations operating in competitive markets where every day of production disruption impacts profitability, this represents a straightforward opportunity to improve reliability and reduce operational costs.
Contact an Australian mining equipment supplier for detailed Type 412 armoured cable specifications, conductor sizing consultation, and availability information. Your mining operation's equipment reliability—and your operational bottom line—will benefit substantially.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat