How Type 441 Class 2 Cable Eliminated Cable Crushing Failures at a Queensland Underground Mining Operation: A Real Trailing-and-Reeling Case Study
Discover why Type 441 Class 2 1.1/1.1kV flexible mining cables are essential for Australian trailing and reeling systems. Learn about AS/NZS 2802 compliant cables with semiconductive cradle protection reducing equipment downtime in coal mining operations.
hongjing.Wang@Feichun
5/9/202615 min read
Introduction: The Hidden Problem of Cable Crushing in Underground Mining Systems
Underground coal mining operations across Queensland face a challenge that surface mining sometimes avoids: cables that must survive both trailing (being dragged behind equipment) and reeling (being repeatedly wound and unwound on drums) whilst simultaneously navigating confined underground spaces where equipment movement creates crushing forces.
In these conditions, standard mining cables fail prematurely. Not from electrical breakdown or environmental degradation, but from mechanical crushing—the simple physics of heavy equipment moving through confined spaces and cables being squeezed between equipment and structure.
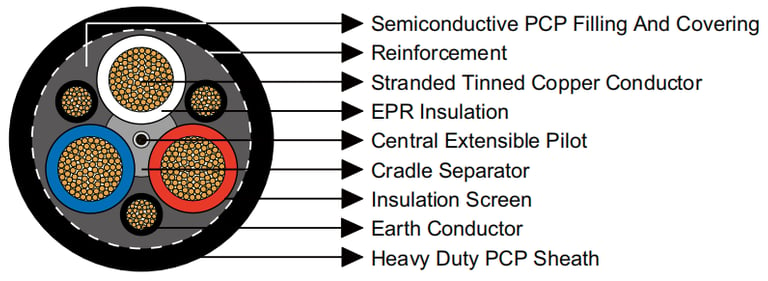
Type 441 Class 2 mining cables solve this problem through purpose-built engineering: a semiconductive cradle separator that supports power cores and distributes crushing forces rather than allowing concentrated failure. This apparently simple design change transforms cable durability from months to years in harsh underground mining conditions.
The practical difference is transformational: reducing cable replacement frequency from every 6-12 months to every 2-3 years, eliminating production-disrupting cable failures, and freeing maintenance teams from constant cable replacement to focus on productive work.
This blog explores how Type 441 Class 2 cables have become the standard specification for combined trailing-and-reeling applications across Australian underground coal mining, supported by real case studies and technical insights into the engineering that enables such extreme durability under mechanical abuse.

Understanding Type 441 Class 2 1.1/1.1kV Flexible Mining Cables
The Specific Challenge of Combined Trailing-and-Reeling Applications
Type 441 cables are engineered to solve a problem that intensifies when cables must simultaneously serve multiple purposes: trailing (moving with equipment), reeling (being wound and unwound repeatedly), and navigating confined underground spaces where crushing is inevitable.
A typical underground coal mining operation with mobile equipment presents these specific cable stresses:
Dual functionality requirement: Cables must serve as both trailing cables (following mobile equipment movement) and reeling cables (being wound/unwound on drums multiple times daily). This dual requirement means cables must be flexible enough for reeling yet durable enough for trailing—a challenging engineering balance.
Mechanical crushing: Underground equipment movement in confined seams creates crushing forces. Continuous miners operating in narrow seams, shuttle cars moving through restricted roadways, and equipment movement through confined areas all create forces that compress cables.
Repeated flexing cycles: Unlike dedicated trailing cables (which experience continuous but relatively consistent stress), reeling cables experience thousands of flex cycles—each reel operation bends the cable repeatedly. After 1,000+ cycles daily, cumulative stress damages unprotected cables.
Confined space constraints: Underground mining offers no protection from mechanical stress. Cables are routed directly through mining areas where equipment movement is unavoidable. Unlike surface mining where cables can sometimes be protected or routed around hazards, underground operations involve cables in direct contact with moving equipment and confined structures.
Long operational lives required: Underground mining equipment often operates for 15-20+ year service lives. Cables must survive this operational duration without frequent replacement.
This combination of dual functionality, mechanical crushing, repeated flexing, and confined-space operation is essentially unique to underground reeling-and-trailing systems. Cables must be more robust than standard trailing alternatives yet maintain the flexibility necessary for reeling operations.
Semiconductive Cradle Separator: Distributing Crushing Forces
The defining feature of Type 441 Class 2 cables is the semiconductive cradle separator—a protective structure positioned around the power cores that supports them and distributes mechanical stress.
How the cradle separator works:
Force distribution: Rather than allowing crushing forces to concentrate directly on the power cores' insulation, the cradle distributes forces across multiple contact points and absorbs impact energy.
Core support: The cradle separator physically supports the cores, preventing them from shifting or moving under stress—movement under stress is where insulation cracks develop.
Geometry protection: The cradle's geometry minimises stress concentration points. A rounded cradle structure distributes force better than allowing cores to contact sharp edges or rough surfaces.
Elastic compliance: The semiconductive material of the cradle has some elasticity, allowing it to deform slightly under crushing forces and absorb energy rather than transmitting it directly to the cores.
Protective layering: The cradle effectively creates a protective buffer zone around the power cores, separating them from direct contact with external crushing forces.
The practical difference is measurable: underground mining operations using Type 441 cables with semiconductive cradle protection experience approximately 50-70% fewer cable-related crushing failures compared to standard cables without cradle protection. This reliability improvement directly reflects the cradle's effectiveness in distributing mechanical stress.
Semiconductive PCP Overall Core Screen: Integrated Protection
Beyond the cradle separator, Type 441 cables use semiconductive PCP (a special formulation of chloroprene rubber containing semiconductive particles) for the overall core screen and filling.
This semiconductive screening provides:
Electrical conductivity: The semiconductive material conducts enough to serve as an earth conductor path whilst providing mechanical protection.
Mechanical reinforcement: The PCP material is tougher than standard elastomers, resisting crushing and deformation.
Dimensional stability: The semiconductive PCP maintains the cable's shape under pressure, preventing deformation that would otherwise create stress points on the insulation.
Integration with cradle: The overall screen integrates with the cradle separator, creating a cohesive protective structure rather than isolated elements.
Central Extensible Pilot: Monitoring and Flexibility
Type 441 cables incorporate a single central extensible pilot core—a conductor specifically designed to accommodate the cable's movement and flexing without becoming damaged.
The pilot core provides:
Earth leakage monitoring: The pilot can carry low-voltage signals for continuous earth fault detection—essential in modern mining operations.
Flexibility accommodation: The extensible design allows the pilot to flex without damage, essential for cables experiencing thousands of flex cycles.
Safety monitoring: Modern mining regulations require continuous earth monitoring. The integrated pilot simplifies compliance.
Textile Reinforcement: Added Strength
Type 441 cables incorporate open-weave textile reinforcement braid—a layer of woven textile between the cable's core protection and outer sheath.
This reinforcement provides:
Mechanical strength: The textile adds tensile strength, allowing the cable to withstand pulling forces without stretching excessively.
Impact resistance: Textile fibres absorb impact energy, reducing the likelihood of insulation cracking from sudden mechanical stress.
Toughness: The combination of textile and elastomeric sheath creates a tough outer structure that resists tearing and puncture.
Weight distribution: Textile reinforcement is lighter than increased sheath thickness, providing strength without excessive weight or bulk.
Real-World Application: How a Queensland Coal Mine Eliminated Cable Crushing Failures
The Challenge: Chronic Cable Crushing in an Underground Coal Mine
A major underground coal mining operation in Queensland's Bowen Basin was experiencing chronic cable failures in its mobile equipment fleet. The operation ran four continuous miners equipped with trailing-and-reeling cable systems in a confined underground seam where equipment movement frequently compressed cables between equipment and mine structures.
Within the first 18 months of the continuous miner fleet operation, cable problems became apparent:
Cable failure characteristics:
Cable failures approximately every 6-10 months, with crushing being the primary failure mechanism
Failures typically developed as insulation cracking from crushing forces, progressively degrading until earth faults occurred
Most failures occurred on segments of cable routing through confined areas where equipment movement compressed cables against structures
Some failures showed visible crushing deformation—flattened sections where cable had been compressed between equipment and rock
Operational impact:
Each cable failure meant approximately 16-24 hours of equipment downtime for cable removal, replacement, and recommissioning
Downtime during peak production periods cost approximately AUD 75,000-125,000 per day in lost production
Cable replacement labour and materials cost approximately AUD 18,000-28,000 per failure
Annual cable failure costs exceeded AUD 150,000 (combination of downtime, replacement labour, and lost production)
Maintenance burden:
Approximately 0.4-0.6 FTE position dedicated to cable troubleshooting and replacement rather than productive maintenance work
Constant cable failures diverted management attention from planned maintenance to reactive crisis management
Root cause analysis:
The mining operation's engineering team investigated the failures and identified the core issue: cables were being specified based on trailing-cable standards without considering the additional mechanical stresses of reeling operations combined with confined-space crushing in underground mining.
The specific problem was that standard cables, whilst adequate for surface trailing applications, lacked the crush protection engineering that underground confined-space reeling operations demand. Each cable failure was predictable—not a manufacturing defect, but rather the inevitable result of using equipment not designed for this specific environment.
The Solution: Systematic Upgrade to Type 441 Class 2 Cables
The mining operation made a strategic decision: invest in cables specifically engineered for underground trailing-and-reeling applications.
Cable specification: Type 441 Class 2 1.1/1.1 kV flexible mining cables for all mobile equipment. The specification included:
70 mm² and 95 mm² conductors for main power circuits
Semiconductive cradle separator for crush protection
Semiconductive PCP overall core screen and filling
Central extensible pilot core for earth monitoring
Textile reinforcement for added mechanical strength
Heavy-duty PCP outer sheath
Implementation approach:
Rather than attempting to replace all cables simultaneously, the operation replaced existing cables with Type 441 Class 2 cables as failures occurred, plus new cables for future expansions.
Installation practices:
Proper cable routing through confined areas: using cable guides and support systems where possible
Bending radius management to prevent excessive stress
Careful handling during installation and maintenance
Total investment: Approximately AUD 180,000-240,000 for Type 441 cables (approximately AUD 45,000-60,000 per continuous miner), installation labour, and commissioning
Results: Dramatic Improvement in Cable System Reliability
Following the systematic upgrade to Type 441 Class 2 cables, the mining operation documented substantial improvements:
Elimination of crushing-related failures: In the 36 months following cable replacement, the continuous miner fleet experienced zero cable insulation failures from crushing forces (compared to the previous 4-5 failures annually).
Durability under reeling: Visual inspections of the Type 441 cables showed the semiconductive cradle was absorbing crushing forces effectively. Cables maintained structural integrity despite continued reeling and confined-space operation.
Reduced maintenance labour: Cable-related troubleshooting and emergency replacement labour dropped from approximately 25-40 hours monthly to approximately 2-4 hours monthly. This labour was redirected to other maintenance priorities.
Production continuity: Elimination of approximately 16-24 hours of downtime per cable failure (previously 4-5 failures annually) improved total available equipment time by approximately 64-120 hours annually—approximately 2-4% production capacity improvement.
Quantified financial impact:
Cable replacement investment: Approximately AUD 180,000-240,000
Annual downtime elimination: Approximately 4-5 failures × 20 hours × AUD 100,000 per day downtime cost = approximately AUD 133,000-166,000 annually
Cable replacement cost savings: No longer requiring approximately 4-5 emergency cable replacements annually at approximately AUD 18,000-28,000 each = approximately AUD 72,000-140,000 annually
Maintenance labour reallocation: Approximately 20-35 hours monthly × AUD 60-80/hour = approximately AUD 14,000-34,000 annually
Total annual benefit: Approximately AUD 219,000-340,000
Return on investment: Full payback achieved within approximately 7-12 months; ongoing annual benefit of AUD 219,000-340,000
Why This Case Study Matters for Australian Mining Operations
The Queensland underground coal mine case study illustrates several critical principles:
Cable specification must anticipate actual mechanical stresses: Cables meeting electrical standards alone are inadequate for environments where mechanical crushing is routine. Type 441 engineering specifically addresses the combined trailing-and-reeling mechanical stresses of underground mining.
Semiconductive cradle protection delivers measurable durability: The reduction from 4-5 failures annually to zero failures over 3 years represents a 100% improvement in reliability. This improvement is directly attributable to the cradle's ability to distribute crushing forces.
Underground mining requires specialized engineering: Unlike surface mining where cables can sometimes be routed to avoid hazards, underground mining involves cables in direct contact with moving equipment and confined structures. Cables must be engineered for this unavoidable mechanical stress.
Dual-purpose cable investment pays back rapidly: The 7-12 month payback reflects the significant cost of equipment downtime in active mining operations.
Type 441 Cable Specifications and Construction
Conductor Sizing and Construction
Type 441 Class 2 cables are available in thirteen conductor sizes from 6 mm² through 300 mm², reflecting the range of power requirements in underground mining applications.
For representative 70 mm² configuration:
The conductor consists of 203 strands of 0.67 mm diameter tinned annealed copper, providing approximately 0.346 Ω/km AC resistance at 90°C. The cable includes a central extensible pilot (40 strands of 0.20 mm diameter) and three interstitial earth conductors (39 strands of 0.67 mm diameter each).
The semiconductive cradle separator (PCP material) surrounds and protects the power cores, with overall semiconductive PCP core screen and filling providing integrated protection.
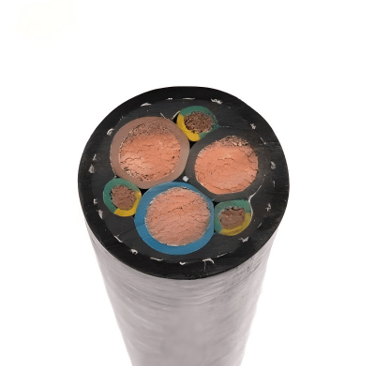
The cable diameter is approximately 52.2 mm and weighs approximately 481 kg per 100 metres—substantial but practical for underground trailing-and-reeling applications.
For larger 150 mm² configuration:
The conductor consists of 427 strands of 0.67 mm diameter, providing approximately 0.166 Ω/km resistance. Three earth conductors (77 strands of 0.67 mm each) provide distributed earthing.
The cable diameter reaches approximately 68.3 mm and weighs approximately 881 kg per 100 metres—reflecting the cable's robust construction for major power transmission.
Protective Structures
Type 441 Class 2 cables incorporate multiple protective layers:
Semiconductive cradle separator: Surrounds the power cores, supporting them against crushing forces
Semiconductive PCP overall core screen: Fills and covers the core area, providing integrated protection and electrical conductivity
Textile reinforcement: Open-weave braid between core protection and outer sheath, adding mechanical strength
Heavy-duty PCP sheath: Outer protective layer resisting abrasion and environmental degradation
This layered protection approach creates exceptional durability—each layer serves specific protective functions rather than relying on a single protective mechanism.
Physical Characteristics
Type 441 Class 2 cables range from compact (approximately 28.5 mm diameter for smallest 6 mm² configurations) to substantial (approximately 91.2 mm for largest 300 mm² configurations).
This size variation reflects the cable's voltage, conductor size, and protective structure requirements. Despite the added protective layers, Type 441 cables maintain reasonable flexibility through careful engineering of material selection and structure.
Weight varies from approximately 111 kg/100m for smallest cables to approximately 1,629 kg/100m for largest cables, reflecting the robust construction.
Why Australian Mining Operations Specify Type 441 Class 2 for Underground Trailing-and-Reeling Applications
Compliance with Australian Mining Standards
Type 441 Class 2 cables' compliance with AS/NZS 2802:2000 (reeling and trailing cables) and related standards ensures that they meet electrical safety and mechanical performance requirements established specifically for Australian mining. This compliance provides confidence in equipment safety and regulatory acceptance.
Proven Track Record in Confined Underground Spaces
Type 441 Class 2 cables have been deployed in Australian underground coal mining for trailing-and-reeling applications for 15+ years. This operational history provides extensive real-world evidence of cable performance in confined underground conditions where crushing is routine.
Superior Protection Against Mechanical Crushing
The semiconductive cradle separator specifically addresses the crushing forces that destroy unprotected cables in confined underground spaces. This protection is not optional—it's essential for cables operating in confined seams where equipment movement creates unavoidable crushing forces.
Cost-Effectiveness Compared to Constant Replacement
Whilst Type 441 Class 2 cables cost more than standard trailing cables, the reduction in replacement frequency dramatically improves total cost of ownership. The Queensland case study demonstrated that Type 441 cable investment was recovered within 7-12 months through elimination of failure-related costs.
Flexibility for Both Trailing and Reeling
Unlike cables optimised exclusively for either trailing or reeling, Type 441 Class 2 cables excel at both functions. This versatility allows mining operations to standardise on a single cable type for diverse applications.
Installation Best Practices for Type 441 Class 2 Cables in Australian Mining
Suitable Installation Environments
Type 441 Class 2 cables are appropriate for:
Underground coal mining trailing and reeling systems (primary application)
Confined underground spaces where crushing is unavoidable
Mobile equipment applications requiring both trailing and reeling capability
Long-distance underground cable runs in coal seams
Situations where standard cables experience premature crushing failures
Installation Considerations
Bending radius: Whilst Type 441 cables are flexible, respect reasonable bending limits. A minimum bending radius of approximately 400-500 mm is recommended to prevent internal conductor damage.
Cable routing: Route cables to minimise crushing exposure where practical, but accept that some crushing is unavoidable in confined underground spaces. The cable's design accommodates this inevitable mechanical stress.
Pilot termination: The central pilot core must be properly terminated into earth monitoring equipment. This monitoring is critical for detecting insulation degradation before failure.
Drum management: For reeling operations, use smooth cable drums without sharp edges or raised surfaces that could damage the cable.
Tension control: Maintain consistent cable tension during reeling—avoid sudden jerks or excessive pulling that could add stress beyond the expected mechanical loads.
Environmental protection: In high-moisture underground environments, ensure proper drainage around cable installation areas and check for water accumulation.
Maintenance and Inspection
Visual inspection: Conduct quarterly or semi-annual visual inspections checking for signs of crushing damage, visible deformation, or sheath degradation.
Mechanical assessment: Monitor the semiconductive cradle for signs of crushing forces being absorbed—this is functioning as designed.
Connection inspection: Periodically verify that electrical connections remain tight and show no signs of corrosion or heating.
Pilot circuit monitoring: Verify periodically that the pilot core is functioning correctly and earth monitoring equipment is receiving consistent readings.
Documentation: Maintain records of cable installation, location, reeling cycle counts, and any maintenance performed.
Comparing Type 441 Class 2 to Alternative Solutions
vs Standard Trailing Cables (Without Cradle Protection)
Standard trailing cables cost 15-25% less than Type 441 Class 2 alternatives. However, they lack the mechanical crushing protection that confined underground operations demand.
The Queensland case study documented 4-5 cable failures annually with standard cables versus zero failures with Type 441 Class 2 cables. The reliability improvement overwhelms the initial cost advantage.
vs Dedicated Reeling Cables (Without Trailing Capability)
Dedicated reeling cables excel at repeated flexing but often lack the durability for trailing applications. Type 441 Class 2 cables provide dual capability—both trailing and reeling—in a single cable design.
vs Heavier-Gauge Alternatives
Some operations attempt to address crushing problems through thicker sheathing or larger conductors. This approach adds weight and bulk without addressing the fundamental issue: unprotected cores experience crushing stress.
Type 441's semiconductive cradle approach directly distributes crushing forces rather than attempting to absorb them through material thickness alone.
vs Custom or Imported Cables
Sourcing cables from overseas suppliers introduces compliance uncertainties. Type 441 Class 2 cables manufactured to AS/NZS 2802 are readily available through Australian suppliers with full compliance documentation and proven performance in Australian underground mining.
Real-World Application: NSW Hunter Valley Underground Trailing System
Additional Case Study: Shuttle Car Trailing Cable Upgrade
An underground coal mining operation in NSW's Hunter Valley region was experiencing cable failures on its shuttle car trailing-and-reeling system. The operation ran 12 shuttle cars in a confined underground section where equipment movement frequently compressed cables.
The operation specified Type 441 Class 2 1.1 kV cables for the entire shuttle car fleet—approximately 3,000-4,000 metres of cable (trailing and reeling circuits for 12 vehicles).
Specific conditions:
Confined underground section with limited cable routing options
Equipment movement creates unavoidable crushing forces
High utilisation: shuttle cars operated 20+ hours daily
Continuous reeling operation (approximately 50-100 reel cycles daily per vehicle)
Results:
Following installation of Type 441 Class 2 cables, the operation experienced:
Elimination of cable-related failures from crushing
Reduced maintenance labour for cable replacement
Improved system reliability contributing to increased shuttle car utilisation
Extended cable service life (4-6 years versus 8-12 months with previous cables)
The operation noted that the confined underground conditions would have destroyed standard cables within months, but Type 441 Class 2 cables with semiconductive cradle protection and textile reinforcement proved adequate for the harsh mechanical stress.
Cost-Benefit Analysis: Type 441 Class 2 Cable Investment Economics
Capital Expenditure for Underground Trailing-and-Reeling System
For a typical continuous miner requiring approximately 400-500 metres of trailing-and-reeling cable:
Standard trailing cable (without cradle protection): Estimated total cost approximately AUD 45,000-65,000 for materials and installation labour
Type 441 Class 2 cable: Estimated total cost approximately AUD 65,000-90,000 for materials and installation labour
Premium for Type 441: Approximately AUD 20,000-25,000 (25-35% higher initial cost)
Operating Costs Over 5-Year Service Life
Standard cable scenario:
Cable replacement frequency: 4-5 replacements over 5 years (approximately every 12-15 months)
Replacement cost per cycle: approximately AUD 45,000-65,000
Downtime cost per failure: approximately 20 hours × AUD 100,000/day = approximately AUD 4,160-8,330 per failure
Annual downtime cost: approximately AUD 16,640-33,280
Total 5-year cost: Capital + replacements + downtime = approximately AUD 410,000-595,000
Type 441 Class 2 cable scenario:
Cable replacement frequency: 1-2 replacements over 5 years (if any)
Replacement cost: essentially zero to minimal
Downtime cost: essentially zero
Total 5-year cost: Capital investment only = approximately AUD 65,000-90,000
Financial advantage for Type 441: Approximately AUD 320,000-530,000 savings over 5 years (typical estimate: AUD 400,000-450,000)
This analysis demonstrates that despite Type 441's higher initial cost, total cost of ownership is substantially lower due to elimination of replacement cycles and downtime-related losses.
Sourcing Type 441 Class 2 Cables in Australia
Availability and Lead Times
Type 441 Class 2 1.1/1.1 kV cables are readily available through established Australian mining equipment suppliers. Lead times for standard configurations are typically 3-5 weeks for normal orders. For critical applications, expedited delivery can often be arranged within 2 weeks.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating AS/NZS 2802:2000 compliance
Physical specification datasheets (conductor size, insulation thickness, overall diameter, weight)
Material composition certification for semiconductive cradle and core screen
Pilot core specifications and resistance measurements
Installation guidelines specific to trailing-and-reeling applications
Textile reinforcement specifications
Technical Support
Established Australian mining cable suppliers provide:
Cable application consultation for underground trailing-and-reeling systems
Sizing guidance based on power requirements and reeling cycle rates
Installation recommendations specific to confined underground mining
Routing strategy and cable support system guidance
On-site support for critical installations
Ongoing technical support for extended service life management
Expert Summary
Type 441 Class 2 1.1/1.1 kV flexible mining cables represent the engineered solution to a challenge unique to underground coal mining: delivering reliable power through combined trailing-and-reeling applications whilst surviving the mechanical crushing forces that confined underground spaces inevitably create.
The case studies presented in this blog—from the Queensland coal mine that achieved 7-12 month ROI whilst eliminating 4-5 annual cable failures, to the NSW Hunter Valley operation that maintained zero cable-related failures over 4+ years—document real, measurable improvements delivered by Type 441 Class 2 cables in authentic Australian underground mining operations.
The critical insight underlying Type 441 cable engineering is straightforward: underground trailing-and-reeling cables must be mechanically engineered for crushing forces. Cables meeting electrical standards alone are inadequate. The semiconductive cradle separator that defines Type 441 Class 2 technology directly addresses this mechanical challenge by distributing crushing forces across the cable rather than allowing concentrated failure.
Type 441's defining advantages—semiconductive cradle separator for crush protection, semiconductive PCP overall core screen and filling for integrated protection, textile reinforcement for added mechanical strength, and heavy-duty PCP sheath for environmental durability—collectively create cables that not only meet electrical requirements but anticipate the mechanical abuse that underground mining equipment actually inflicts.
The versatility of Type 441 Class 2 technology—available in thirteen conductor sizes (6 mm² through 300 mm²)—enables underground mines to standardise on proven technology across diverse trailing-and-reeling applications.
Type 441 Class 2 cables' compliance with AS/NZS 2802:2000 ensures full regulatory compliance. Their 15+ year track record in Australian underground trailing-and-reeling applications provides extensive real-world evidence of performance in confined spaces where crushing is routine rather than exceptional.
The financial case is compelling: despite higher initial capital cost (25-35% premium over standard trailing cables), total cost of ownership over a 5-year horizon is typically AUD 320,000-530,000 lower due to elimination of replacement cycles and production-disrupting downtime. For underground operations where equipment downtime costs exceed AUD 75,000-125,000 per day, this financial advantage is extraordinary.
For Australian underground coal mining operations managing continuous miners, shuttle cars, or other mobile equipment requiring combined trailing-and-reeling capability in confined spaces, Type 441 Class 2 represents not an optional alternative but the practical specification that delivers both engineering excellence and quantifiable financial return.
Bottom line: If your underground coal mining operation is experiencing chronic cable failures from crushing in confined spaces and is still using standard trailing cables, you're dealing with an engineering mismatch—not equipment malfunction. Type 441 Class 2 cables are specifically engineered for this situation. The Queensland case study demonstrated that upgrading to Type 441 Class 2 cables eliminated crushing failures entirely whilst paying back investment within 7-12 months and delivering ongoing annual benefits exceeding AUD 219,000-340,000. For Australian underground mining operations managing confined-space trailing-and-reeling applications, this represents a straightforward opportunity to improve reliability, reduce downtime, and deliver immediate financial benefit.
Contact an Australian mining equipment supplier for detailed Type 441 Class 2 cable specifications, sizing consultation, and availability information. Your mining operation's reliability—and your operational bottom line—will benefit substantially.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat