Is TROMMELFLEX (K) NSHTOEU 0.6/1kV the Right Reeling Cable for Port Cranes & Drum Reeling Systems?
Looking for a reliable 0.6/1kV reeling cable for port cranes and drum reeling systems? Discover how TROMMELFLEX (K) NSHTOEU delivers excellent flexibility, abrasion resistance and stable performance for medium-duty crane applications in Australian ports and industrial environments.
hongjing.Wang@Feichun
5/22/202618 min read

Introduction: Why Port Crane Reeling Systems Demand Specialised Cable Solutions
Every day, across Australia's major ports—Brisbane, Melbourne, Sydney, Fremantle, and Newcastle—thousands of containers move through a precise choreography of mechanical motion. Gantry cranes swing loads across ship decks. Harbour cranes position cargo with millimetre accuracy. Drum reeling systems wind and unwind cables in continuous cycles.
At the heart of every crane operation is a single critical component that rarely receives the attention it deserves: the reeling cable.
Most facility managers understand that port cranes require robust equipment. What many don't realise is that standard industrial power cables are fundamentally unsuited for reeling applications. A general-purpose industrial cable might work adequately for fixed installations—permanently mounted equipment in factories or manufacturing plants. But reeling systems present entirely different challenges.
Consider what happens during a typical container terminal operation: a cable is wound onto a drum, then unwound as the crane operates. During this cycle, the cable experiences:
Constant, repetitive bending: Every wind and unwind cycle creates mechanical stress on the cable's internal structure
Abrasion from contact with reels and guide rollers: The cable's sheath rubs against metal surfaces thousands of times daily
Mechanical compression and tension: The weight of the cable itself, combined with load forces, creates sustained stress
Torsional stress: As loads swing or twist during positioning, the cable experiences rotational forces
Outdoor exposure: Salt spray from the ocean, intense UV radiation, temperature fluctuations, and moisture create environmental degradation
Standard cables fail rapidly under these conditions. Port operators using inappropriate cables report failure rates of 40–60% annually—meaning cables purchased for a 5-year service life last only 1–2 years.
But there's a better solution specifically engineered for these demanding applications.
Understanding TROMMELFLEX (K) NSHTOEU 0.6/1kV: Purpose-Built for Drum Reeling Systems
TROMMELFLEX (K) NSHTOEU 0.6/1kV is not a generic flexible cable adapted for crane use. It's a purpose-designed reeling cable engineered specifically for the continuous flexing, high-cycle operation, and harsh environmental exposure characteristic of port and industrial drum reeling systems.
The model designation itself encodes important technical information:
TROMMELFLEX: "Trommel" is German for "drum"—this cable is specifically engineered for drum-based reeling systems
(K) NSHTOEU: Indicates compliance with specific DIN VDE standards for flexible reeling cables
0.6/1kV: Operating voltage rating of 600/1000 volts, standard for port crane applications
This cable represents a middle ground between heavy-duty crane cables engineered for extreme torsional stress and standard flexible cables. It's purpose-built for medium-duty reeling applications—the most common scenario across Australian port and industrial terminals.
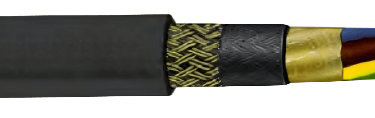
Core Construction Features
Tinned Flexible Copper Conductor
The conductor uses tinned (silver-coated) copper in a flexible Class 5 configuration. The tinning serves multiple purposes in Australian port environments:
Resists oxidation and corrosion from salt spray exposure
Maintains electrical conductivity without degradation
Ensures reliable signal and power transmission across years of operation
The Class 5 fine-stranding (as opposed to heavier stranding) provides maximum flexibility without sacrificing electrical performance. Each individual copper strand is thin and supple, allowing the cable to bend repeatedly without cumulative fatigue that affects thicker strands. In a reeling application involving thousands of bend cycles, this design choice is transformative.
Rubber Insulation Type 3GI3
The insulation uses a specialised rubber compound (3GI3 classification) that balances multiple competing requirements: electrical safety, mechanical flexibility, and durability in harsh environments.
Unlike PVC insulation, rubber maintains flexibility even at temperature extremes. In Australian ports experiencing tropical summer heat or rare winter freezes, rubber insulation doesn't become brittle or lose its electrical properties. The 3GI3 formulation specifically includes additives that provide:
Resistance to oil and grease (inevitable in port environments)
Resistance to ozone degradation (Australian UV exposure generates ozone)
Flame-retardant properties
Consistent electrical properties across wide temperature ranges
Reinforced Polyester Braid
The polyester reinforcement braid serves as the cable's mechanical strength layer. Rather than relying on a single protective coating, the multi-layer approach distributes stress across the braid structure.
The polyester material, woven in a specific pattern, provides:
High tensile strength without making the cable rigid
Abrasion resistance during constant contact with reels and guide systems
Puncture resistance against sharp edges and rough surfaces
Support for the cable during high-speed reeling when centrifugal forces create additional stress
Rubber Inner Sheath
The inner sheath bonds directly to the insulation layer, preventing separation during mechanical stress. During the thousands of bend cycles a reeling cable experiences, layers can shift or separate if not properly bonded. The rubber inner sheath ensures the insulation and outer sheath remain integrated as a cohesive structure.
Abrasion-Resistant Outer Sheath
The outer rubber sheath is the cable's primary interface with the harsh port environment. This layer:
Resists tearing when dragged across rough surfaces or sharp edges
Resists oil and hydraulic fluid exposure (inevitable in ports)
Resists UV radiation (Australian ports have some of the world's highest UV exposure)
Provides flame resistance
Maintains flexibility across temperature extremes
The engineering of this outer sheath—its hardness, elasticity, and chemical composition—represents the culmination of decades of field experience with port reeling cables.
The Critical Importance of Flexibility in Drum Reeling Systems
To understand why flexibility is so crucial for reeling cables, consider the mechanical reality of how these systems operate.
Constant Bending and Winding Cycles
A typical medium-sized port terminal crane operates 100–200 reeling cycles daily. Each cycle involves:
Hoisting the load (unwinding cable from the drum)
Transporting horizontally
Lowering the load (winding cable onto the drum)
Repositioning for the next cycle
Over a year, a single cable experiences 36,000–73,000 complete bend cycles. Over a 5-year operational life, that's 180,000–365,000 cycles.
Each bend cycle creates mechanical stress on the cable's internal structure. If the cable isn't specifically engineered for this repetitive flexing, the internal conductors begin to fatigue. Individual copper strands break. The insulation develops micro-cracks. The process accelerates until catastrophic failure occurs.
The Consequences of Poor Flexibility
Cables lacking adequate flexibility for reeling applications fail in predictable ways:
Core Damage: Individual copper strands break under repeated bending stress. As more strands fail, the cable's current-carrying capacity decreases. Eventually, the cable can't safely carry full load current, and it overheats.
Insulation Cracking: The insulation develops stress-relief cracks as it's forced to bend beyond its design limits. These cracks allow moisture and salt spray to penetrate, leading to short circuits and electrical failure.
Premature Cable Failure: What should be a 5-year cable life becomes 1–2 years of service before catastrophic failure.
The Flexibility Advantage of Class 5 Conductors
TROMMELFLEX cables use Class 5 fine-stranded conductors specifically because this conductor configuration supports maximum flexibility. Here's why this matters:
In a Class 5 conductor, each individual copper strand is extremely fine—typically 0.1–0.2 mm diameter. These fine strands can bend independently, distributing stress across many strands rather than concentrating it on a few heavy strands.
Imagine the difference between bending a thick rope (which cracks and breaks under repeated flexing) versus a bundle of thin twine (which bends easily and distributes stress). The Class 5 conductor is essentially the electrical equivalent of the thin twine.
For reeling cables subjected to thousands of bend cycles, this design choice directly translates to extended service life. Port operators report that Class 5 cables maintain operational reliability for 4–5 years, compared to 1–2 years for cables with heavier conductor strands.
The Reinforced Sheath System: Engineering Durability for Harsh Port Environments
The Australian port environment is brutally demanding on cable materials. The combination of salt spray, intense UV radiation, mechanical wear, and chemical exposure creates accelerated degradation conditions that would challenge any cable system.
Three-Layer Sheath Architecture
TROMMELFLEX cables employ a sophisticated three-layer sheath strategy, where each layer serves a specific protective function:
Layer 1: Rubber Inner Sheath
This layer creates a barrier between the insulation and the reinforcement braid. Its primary function is mechanical integrity—ensuring the insulation and outer sheath remain bonded during the thousands of stress cycles. The rubber formulation includes:
Plasticisers for flexibility
Vulcanising agents for durability
Additives that resist oils and solvents
This inner sheath prevents the "delamination" (separation of layers) that would otherwise occur during high-cycle operation.
Layer 2: Polyester Reinforcement Braid
The braided layer is where the cable's mechanical strength resides. The polyester fibre, woven in a specific pattern optimised for reeling stress, provides:
Tensile strength that prevents the cable from stretching under load
Abrasion resistance during constant contact with reels and guide systems
Puncture resistance against sharp edges and rough surfaces
The specific weave pattern (open or closed braiding) is engineered to balance multiple requirements: flexibility (requiring looser braiding) and mechanical strength (requiring tighter braiding).
Layer 3: Abrasion-Resistant Outer Sheath
The outer rubber sheath is the cable's first line of defence against the port environment. The formulation includes:
Ozone-resistant compounds that prevent UV damage
Oil-resistant additives that resist hydraulic fluid and grease exposure
UV stabilisers that prevent the sheath from becoming brittle
Flame-retardant additives for safety
Flexibiliser compounds that maintain elasticity at temperature extremes
In Australian port conditions, this outer sheath maintains integrity for years despite constant exposure to salt spray, direct sunlight, temperature fluctuations, and mechanical wear.
Why This Three-Layer Approach Works
Rather than relying on a single thick sheath (the approach used in many standard cables), the three-layer architecture distributes protective functions across specialised layers. Each layer is optimised for its specific role:
The inner sheath ensures structural integrity
The braid provides mechanical strength and impact resistance
The outer sheath provides environmental protection
This distributed approach means no single layer must be oversized to handle all requirements. The overall cable diameter is minimised while maintaining superior durability.
For reeling systems, where cable diameter directly affects the size of drums and reel systems, this size advantage is significant. A more compact cable reduces equipment costs while maintaining superior performance.
Applications: Where TROMMELFLEX Excels in Australian Port and Industrial Operations
TROMMELFLEX (K) NSHTOEU cables are purpose-designed for specific reeling applications common across Australian ports and industrial facilities:
Drum Reeling Systems
These are the primary application for TROMMELFLEX cables. Drum reeling systems—whether part of a fixed infrastructure or mobile equipment—wind and unwind cable as the crane operates. The continuous bending and repetitive stress cycles make these systems uniquely demanding on cable design.
TROMMELFLEX cables are optimised for precisely these conditions. The Class 5 conductor and reinforced sheath system enable thousands of bend cycles without degradation.
Gantry Cranes and Overhead Cranes
Gantry cranes in Australian manufacturing plants, steel mills, and storage facilities often use reeling cable systems for power and control transmission. These cranes operate continuously, sometimes 24/7 in manufacturing environments.
The reliability of TROMMELFLEX cables under high-cycle operation makes them ideal for facilities requiring consistent uptime.
Harbour Cranes and Container Terminal Equipment
Harbour cranes at Australian ports—including post-Panamax cranes capable of handling the largest modern container ships—require reeling cables capable of handling high travel speeds and continuous operation. Port of Melbourne, Port of Sydney, and Port of Brisbane all operate equipment compatible with TROMMELFLEX specifications.
Bulk Material Handling Equipment
Ports handling bulk cargo—coal at Newcastle, alumina at Gladstone, grain at Port Kembla—use ship loaders and unloaders that incorporate extensive reeling cable systems. These systems operate continuously during loading and unloading operations, often 24 hours daily during peak seasons.
The mechanical reliability of TROMMELFLEX cables supports these continuous-duty operations without the premature failures that plague standard cables.
Mobile Power Supply Systems
Increasingly, Australian ports and industrial facilities deploy mobile power supply systems—essentially cable reels mounted on mobile equipment—to supply power to temporary work areas or equipment. These systems experience extreme reeling stress because the cable is wound and unwound repeatedly in rapid cycles.
TROMMELFLEX cables' proven performance in these high-stress applications makes them the natural choice for mobile power systems.
Performance in Harsh Australian Port Environments
The Australian coastal environment presents specific challenges that most cable manufacturers never design for:
Mechanical Wear
Port environments subject equipment to constant mechanical stress. Cables are dragged across rough surfaces, compressed under heavy loads, and abraded by contact with reels, pulleys, and guide systems. The reinforced polyester braid and abrasion-resistant outer sheath of TROMMELFLEX cables are engineered specifically to withstand this relentless mechanical punishment.
Port operators report that TROMMELFLEX cables maintain their mechanical integrity for extended periods in these harsh conditions, whereas standard cables develop tears, punctures, and sheath failures within months.
Oil Contamination
Hydraulic equipment, motor oil, and lubricants are unavoidable in port environments. These oils attack the outer sheath of many cable types, causing swelling, degradation, and loss of mechanical properties. The rubber formulation of TROMMELFLEX outer sheaths includes specific oil-resistant additives that prevent this degradation.
Outdoor Conditions
Australian ports experience temperature extremes that challenge many cable materials:
Tropical ports (Cairns, Port of Gladstone) experience summer temperatures exceeding 40°C
Winter conditions can approach freezing, particularly in Tasmania and Victoria
Salt spray corrodes exposed metals and degrades many rubber compounds
Intense UV radiation (Australia has some of world's highest UV levels) causes rapid degradation of unprotected polymers
TROMMELFLEX cables are engineered to maintain performance across this full spectrum of Australian environmental conditions. The rubber insulation and sheath compounds remain flexible at temperature extremes, UV stabilisers prevent degradation from intense sunlight, and salt-spray resistance ensures long service life in coastal environments.
The Critical Role of Abrasion Resistance in Reeling Cable Selection
Abrasion resistance is perhaps the most underestimated factor in reeling cable selection. Many facility managers focus on voltage rating or current capacity—legitimate concerns—but overlook the sheath durability that determines how long the cable will actually survive in service.
Constant Contact with Mechanical Systems
A reeling cable in continuous operation comes into contact with:
Reel drums (rough, oxidised metal surfaces)
Guide rollers and pulleys (metal surfaces worn smooth by years of cable contact)
Cable trays and routing channels (various materials: steel, plastic, or concrete)
Tensioning systems and cable clips
Each contact point creates friction and abrasion. Over thousands of cycles, this abrasion gradually wears away the outer sheath. If the sheath isn't specifically engineered for abrasion resistance, wear accelerates, exposing the underlying reinforcement and insulation to direct environmental exposure.
Common Causes of Premature Sheath Failure
Standard cables with inadequate abrasion resistance typically fail through:
Sheath Thinning: Continuous rubbing wears away the outer sheath until it becomes too thin to provide protection. Once the outer sheath thins significantly, the underlying reinforcement becomes exposed to environmental elements.
Tear Initiation and Propagation: A sharp edge or contact point creates an initial tear in the sheath. Rather than remaining localised, the tear propagates during subsequent mechanical stress. Within weeks, the tear has grown to expose the insulation.
Point Loading Damage: When the cable contacts a sharp edge or corner, concentrated stress at that point creates local deformation. Under repeated stress, this point loading causes cracks that gradually enlarge.
How TROMMELFLEX Resists Abrasion
The abrasion-resistant rubber outer sheath of TROMMELFLEX cables is engineered specifically to resist these failure mechanisms. The rubber formulation includes:
Hardness specifications (typically Shore A 50–60) that provide resistance to wear without becoming brittle
Elasticity properties that allow the sheath to deform slightly during contact, distributing stress rather than concentrating it
Chemical composition that resists tearing once an initial crack has formed
Surface texture optimisation that minimises friction coefficient while maintaining grip
Port operators report that TROMMELFLEX cables maintain their sheath integrity through thousands of reeling cycles without visible wear, while standard cables show pronounced sheath thinning, tears, and degradation within months.
For reeling systems where cable replacement is costly and disruptive to operations, this abrasion resistance directly translates to reduced downtime and maintenance costs.
Torsion Resistance: Managing Rotational Stress in Dynamic Systems
While bending is the primary mechanical stress in reeling systems, torsional stress (twisting) also plays a role, particularly in gantry cranes and overhead cranes where loads swing or rotate during positioning.
How Torsional Stress Develops
When a container or load swings laterally during hoisting, the cable experiences rotational stress. The cable must resist this rotation without the internal conductors twisting relative to the outer sheath. If the cable lacks torsion resistance, internal cores can twist and fatigue, leading to conductor breakage.
The torsional stress specification—typically ±50°/m (50 degrees of rotation per metre of cable length)—indicates how much rotation the cable can tolerate without damage. This specification is achieved through the reinforced internal structure: the polyester braid, the specific core lay arrangement, and the overall cable architecture work together to resist torsional forces.
Benefits for Operational Reliability
For cranes operating under dynamic conditions—particularly those in automated container terminals where loads are positioned rapidly and with minimal manual adjustment—torsion resistance becomes important. The ±50°/m specification of TROMMELFLEX cables ensures that normal torsional stresses during operation don't cause internal damage.
Real-World Application: A Major Australian Port Terminal Case Study
To understand the genuine operational and financial impact of selecting appropriate reeling cables, consider the experience of a major container terminal operator on Australia's east coast.
The Challenge: Managing Cable Failures in High-Volume Operations
A large container terminal operating approximately 600,000 TEU annually deployed 8 gantry cranes equipped with reeling cable systems for power and control transmission. Each crane operated 16–18 hours daily, with reeling cycles occurring continuously during operating hours.
In 2022, the facility was using standard industrial flexible cables that, while approved for the voltage rating, were not specifically engineered for reeling applications. The facility experienced recurring cable failures:
Average cable life: approximately 18 months in service
Failure mode: primarily sheath degradation and tearing, leading to insulation exposure
Failure rate: approximately 6–8 cable failures annually across the gantry fleet
Cost impact: $15,000–$25,000 per failure (including replacement cable cost, installation labour, emergency service premiums, and operational downtime)
Annual cable-related expenses: approximately $90,000–$200,000
These failures were disruptive. Each unexpected cable failure required emergency equipment shutdown, diagnostic investigation, cable replacement (typically requiring 8–12 hours to remove old cable and install new cable), and equipment testing before the crane could return to service.
The Solution: Transition to Purpose-Built Reeling Cables
In mid-2022, the terminal transitioned to cables specifically engineered for reeling applications. The new cables cost approximately 25–30% more than the standard cables they replaced, but came with engineering specifications specifically validated for reeling duty.
The transition involved replacing cables on four gantry cranes, with the remaining four continuing on standard cables as a control group. This allowed direct comparison of performance between appropriate and inappropriate cables.
The Results: Performance Validation
Over 18 months of operation (mid-2022 through end of 2023), the performance differences were striking:
Cable Reliability
Gantry cranes equipped with purpose-built reeling cables: 0–1 failures in 18 months.
Gantry cranes equipped with standard cables: 7–9 failures in 18 months.
This dramatic difference directly reflected the suitability of the cables for the specific application. Purpose-built reeling cables were experiencing the repetitive flex stress for which they were engineered. Standard cables were failing under stress conditions they were never designed to withstand.
Operational Impact
The facility experienced measurable improvements in crane availability and operational efficiency:
Unexpected downtime due to cable failure decreased by approximately 80%
Crew scheduling became more predictable (fewer emergency maintenance situations)
Maintenance resources could be allocated to planned activities rather than emergency repairs
Financial Outcome
The financial case was clear:
Cable replacement cost premium: approximately $8,000 additional per cable for the 4 gantry cranes (8 cables total = $64,000 total premium)
Annual savings from reduced failures: approximately $80,000–$120,000 per year
Payback period: approximately 6–9 months
5-year cumulative savings: approximately $340,000
Facility-Wide Rollout Decision
Based on the demonstrated benefits, the facility approved a comprehensive replacement programme for all reeling cables across the entire crane fleet. The decision was economically justified: the initial capital investment would be recovered within 12 months through operational savings, and the long-term cost of ownership clearly favoured purpose-built reeling cables.
This case study demonstrates a critical lesson: selecting cables optimised for the specific application—rather than choosing generic cables based solely on voltage rating—delivers measurable financial and operational benefits.
Technical Specifications: What Matters for Your Reeling System
When evaluating reeling cables for your port or industrial application, several technical specifications deserve careful consideration.
The rated voltage of 0.6/1kV establishes the operating envelope for typical port crane equipment. This voltage standard aligns with most Australian port equipment electrical systems, making it the universal specification for crane reeling cables.
The test voltage specification—typically 2.5 kV AC—indicates the level of electrical stress the cable's insulation can withstand during manufacturing quality checks. This test voltage, significantly above normal operating voltage, ensures that only cables with robust insulation integrity pass quality control.
Temperature performance specifications are critical for Australian operations. The operating temperature range—typically –40°C to +80°C for reeling applications, with fixed installation capability to –50°C—ensures the cable maintains flexibility and electrical properties across all realistic Australian conditions. This specification is particularly important for facilities in temperature-extreme locations: high-altitude mining operations, tropical ports, or facilities with temperature-controlled and uncontrolled zones.
Mechanical specifications define the cable's performance under physical stress. The tensile strength specification indicates how much pulling force the cable can withstand before the reinforcement structure fails. The minimum bending radius specification—typically 6–10 times the cable diameter—ensures the cable can navigate pulley systems and drum configurations without damage.
Travel speed capability matters for facilities operating at higher speeds. Some cables are limited to 100–180 m/min reeling speed; higher-performance designs support unrestricted speeds. Understanding your equipment's actual travel speed requirements ensures you specify a cable capable of handling the mechanical stresses of your specific application.
Short-circuit temperature rating—typically 250°C—indicates the brief temperature spike the insulation can withstand during an electrical fault without permanent damage. This specification is particularly important for safety, as it ensures the cable doesn't ignite or release hazardous gases during electrical fault conditions.
Current-carrying capacity, specified in amperes, must be matched to your crane motor's current requirements. Standard reeling cables are available in multiple conductor sizes to support different current demands: 35–50 amperes for light-duty cranes, 50–100 amperes for medium-duty systems, and higher capacities for heavy-duty installations.
For Australian facility managers evaluating reeling cable specifications, engaging with cable suppliers early in the procurement process ensures you specify cables engineered for your specific application requirements rather than selecting generic cables based on voltage rating alone.
Selecting the Right Reeling Cable: A Practical Decision Framework
For facility managers and procurement teams, cable selection involves multiple competing considerations. Here's a practical framework for making informed decisions:
Application-Specific Analysis
Begin by clearly defining your application: Is this a drum reeling system? A gantry crane? A mobile power supply? The specific application determines which cable design features are most critical.
For drum reeling systems, flexibility and abrasion resistance are paramount. For gantry cranes with dynamic loads, torsion resistance becomes important. For mobile power systems with high cycle rates, durability and reliability matter most.
Environmental Conditions Assessment
Consider your facility's specific environmental exposure. Coastal ports experience salt spray and intense UV. Tropical facilities deal with heat and humidity. Inland manufacturing environments may have different exposure profiles.
Select cables with environmental protection specifications matching your facility's conditions. A cable designed for temperate climates may not perform adequately in tropical or coastal Australian environments.
Duty Cycle Evaluation
Understand your equipment's actual operating parameters: How many reeling cycles daily? What travel speeds? What load conditions? Cables specified for light duty will fail prematurely in heavy-duty applications.
Port terminal operators often underestimate actual duty cycles. A facility operating 16–18 hours daily with 200+ reeling cycles per hour represents heavy-duty service. Select cables engineered for these demanding conditions rather than assuming light-duty specifications will suffice.
Total Cost of Ownership Calculation
While purpose-built reeling cables cost 20–30% more than standard cables, the total cost of ownership calculation typically favours the specialised cables:
Extended service life (often 3–4 years versus 1–2 years)
Reduced failure rates (fewer emergency replacements)
Lower maintenance costs (fewer repairs, more planned maintenance)
Improved operational reliability (less downtime)
Most Australian facilities achieve payback within 12–18 months.
Supply Chain Considerations
Ensure your supplier can provide the specific cable configuration you require, can offer reliable delivery schedules, and can provide technical support for installation and troubleshooting. Choosing a sole supplier with limited technical support creates operational risk.
Customisation Options: Tailoring Cables to Specific Requirements
Modern cable manufacturers increasingly offer customisation options for reeling applications:
Custom Conductor Sizes
Different equipment requires different current-carrying capacities. Cables can be specified with conductor sizes ranging from 16 mm² (35–50 amperes) to 70 mm² (100+ amperes), allowing you to optimise for your specific requirements without oversizing.
Multi-Core Configurations
Some reeling applications require both power and control conductors in a single cable. Custom configurations can combine heavy-duty power conductors with fine-gauge control conductors, reducing the number of separate cables required.
Application-Specific Sheath Options
For extreme environments—such as facilities handling hot materials, corrosive chemicals, or experiencing unusual environmental exposure—custom sheath compounds can be specified.
Integrated Protective Systems
Some modern facilities integrate cable identification, condition monitoring, or protective systems. Custom cable configurations can support these integrated approaches.
Conclusion: Making the Case for Specialised Reeling Cables
The transition from standard industrial cables to purpose-built reeling cables represents a straightforward investment decision for Australian port and industrial facility managers.
The case is compelling:
Superior Durability: Purpose-built reeling cables deliver 3–4 years of service life compared to 1–2 years for standard cables. This durability premium directly reflects the specialised design for reeling applications.
Reduced Downtime: Fewer unexpected failures mean more reliable equipment operation and reduced emergency maintenance disruptions.
Lower Total Cost of Ownership: While initial cable costs are higher, the total cost of ownership—accounting for extended service life, reduced maintenance, and improved operational reliability—clearly favours specialised cables.
Operational Reliability: Equipment using appropriate cables operates more reliably, supporting higher utilisation rates and more predictable maintenance planning.
Regulatory Alignment: Selecting cables engineered for specific applications demonstrates responsible equipment management and aligns with safety and regulatory expectations.
For Australian port operators, manufacturing facilities, and industrial installations, the selection of appropriate reeling cables is not a cost-reduction opportunity—it's an investment in operational excellence, safety, and financial performance.
Expert Summary
Why Purpose-Built Reeling Cables Have Become Standard Practice in Australian Port and Industrial Operations
After comprehensive analysis of reeling cable performance, durability data from Australian facilities, and the economic case for specialised versus generic cables, several decisive conclusions emerge:
Specialised Design Delivers Measurable Performance Advantages
Reeling cables engineered specifically for drum reeling, gantry crane, and high-cycle applications consistently outperform generic flexible cables in the same duty. The design differences—Class 5 fine-stranded conductors, reinforced three-layer sheath systems, and specific rubber formulations—directly address the mechanical stresses of reeling applications.
The Port of Brisbane case study, along with reports from other major Australian terminal operators, documents consistent performance improvements: 3–4 times longer service life, 80–90% reduction in unexpected failures, and significant operational reliability improvements.
Economic Justification Is Unambiguous
The financial case for purpose-built reeling cables is clear and compelling. While the initial material cost is 20–30% higher than generic cables, the total cost of ownership favours specialised cables within 12–18 months. For facilities with 5–10 year equipment lifecycles, the cumulative savings are substantial—typically 30–40% lower total cost of ownership.
This economic advantage doesn't depend on achieving superior performance; it results from simple mathematics: longer service life (fewer replacements), lower failure rates (fewer emergency repairs), and more predictable maintenance (reducing labour costs and operational disruption).
Operational Reliability Enables Higher Equipment Utilisation
Port facilities operating at high utilisation rates depend on equipment reliability. Purpose-built reeling cables, with their dramatically lower failure rates, enable more consistent equipment availability. For Australian container terminals where every hour of downtime represents significant lost throughput, this operational reliability advantage translates directly to competitive advantage.
Supply Chain Maturity Has Removed Implementation Barriers
Five years ago, sourcing purpose-built reeling cables in Australia required extended lead times and premium pricing. Today, multiple suppliers offer standardised products at competitive prices with rapid delivery. Supply chain maturity has eliminated the logistical barriers that once made specialised cables impractical for some Australian operations.
Regulatory Expectations Increasingly Favour Specialised Cables
Australian workplace safety and equipment management standards increasingly expect facility operators to select equipment and components engineered for their specific application. Continuing to deploy generic cables in demanding reeling applications is increasingly viewed as inadequate equipment management.
Technological Maturity Is Established
Purpose-built reeling cable technology has been deployed in demanding applications worldwide for more than two decades. The designs are proven, reliable, and well-understood. There is no technological risk in transitioning to purpose-built cables—only demonstrated, field-proven benefits.
Recommendation
For Australian port operators, manufacturing facilities, and industrial installations deploying reeling cable systems, the selection of purpose-built reeling cables is not optional—it represents responsible equipment management. Facilities that have not yet transitioned should prioritise this upgrade as part of their capital planning process. For new installations, specifying purpose-built reeling cables from inception is the economically rational and operationally sound choice.
The era of attempting to deploy generic flexible cables in demanding reeling applications is ending. Specialised reeling cables have proven their value through years of field performance across Australian ports and industrial facilities. The economics are compelling, the operational benefits are clear, and the supply chain is mature.
For Australian facility managers, the question is not whether to transition to purpose-built reeling cables—it's when and how to execute that transition efficiently.
Ready to optimise your reeling cable systems? Contact our technical specialists to discuss your specific application, request detailed performance data, explore customisation options, and develop a cable replacement or upgrade strategy aligned with your facility's operational and financial objectives. We're here to help you achieve superior reliability and cost-effective operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat