(N)SHTÖU-V Vertical Reeling Cable – VDE Certified Heavy-Duty Rubber Cable for Extreme Mechanical Stress Applications
Discover the (N)SHTÖU-V trailing cable: VDE 0250-814 certified, tinned copper conductor with robust 5GM5 rubber sheathing. Engineered for vertical drum reeling, cranes, conveyors and heavy-duty mobile equipment in harsh outdoor and industrial environments.
hongjing.Wang
2/11/202610 min read


Introduction
In industrial environments where cables must endure continuous movement, extreme mechanical stress, and harsh environmental conditions, selecting the right cable becomes critical to operational safety and efficiency. Vertical reeling applications—such as tower cranes, port container handlers, mining hoists, and mobile construction equipment—present unique challenges that standard cables simply cannot withstand over extended periods.
Unlike horizontal cable applications where cables typically experience predictable bending cycles, vertical reeling systems subject cables to simultaneous tensile loading, torsional stress, repeated winding and unwinding, and often exposure to oils, chemicals, and weather extremes. Standard trailing cables, when used in these demanding vertical drum operations, frequently fail prematurely through conductor breakage, insulation cracking, or sheath deterioration—leading to costly downtime, safety hazards, and expensive emergency replacements.
The (N)SHTÖU-V trailing cable represents a purpose-engineered solution specifically developed for these demanding vertical reeling applications. Manufactured in full compliance with DIN VDE 0250 Part 814 and certified under the Low-Voltage Directive 2014/35/EU, this cable incorporates advanced materials and specialized construction techniques that address the root causes of failure in vertical drum systems. From its tinned copper conductors to its dual-layer rubber sheathing with integrated torsion protection, every element of the (N)SHTÖU-V design prioritizes longevity under the punishing conditions typical of heavy industrial mobile equipment.
Key Technical Specifications
Understanding the electrical and mechanical ratings of the (N)SHTÖU-V cable is essential for proper application selection and installation planning.
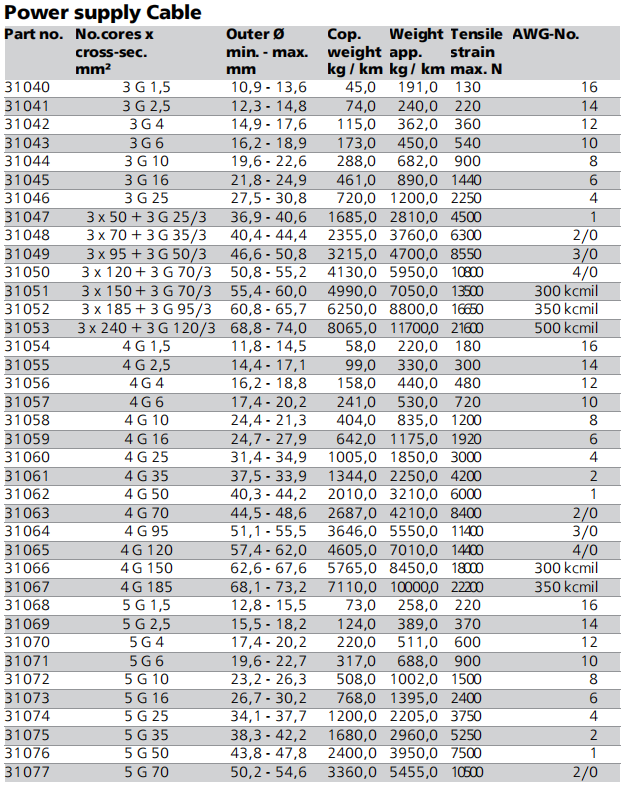
Voltage Ratings: The cable is rated at a nominal voltage of U₀/U 0.6/1 kV, with maximum permissible operating voltages carefully specified for different system types. In three-phase and single-phase AC systems, the cable can operate safely at up to 0.7/1.2 kV, while DC systems permit operation up to 0.9/1.8 kV. The test voltage specification of 4 kV ensures robust insulation performance with adequate safety margins for industrial power distribution applications.
Temperature Performance: Thermal characteristics are critical in reeling cable applications where friction, ambient conditions, and electrical loading combine to create challenging thermal environments. The (N)SHTÖU-V cable maintains flexibility and mechanical integrity across a flexing temperature range from -25°C to +80°C—covering both frigid outdoor winter conditions and hot industrial environments. During operation, the conductor can safely reach temperatures up to +90°C continuously, with short-circuit conditions permitting temporary excursions to +250°C without catastrophic failure.
Mechanical Specifications: The minimum bending radius is specified at 7.5 times the cable outer diameter, a parameter optimized specifically for drum reeling applications where tighter bends would accelerate fatigue failure. Permitted running speeds reach up to 180 meters per minute, accommodating the operational requirements of modern high-speed crane and conveyor systems. Tensile strain ratings vary by construction and cross-section, with larger power cables incorporating Kevlar reinforcement achieving maximum tensile loads exceeding 8000 N for the heaviest constructions.
Cable Construction – Built for Durability
The exceptional performance of the (N)SHTÖU-V cable in demanding vertical reeling applications stems directly from its sophisticated multi-layer construction, where each component serves specific protective and functional purposes.
Conductor Design: At the cable's core lie tinned copper conductors manufactured to the exacting standards of DIN VDE 0295 class 5, BS 6360 class 5, and IEC 60228 class 5. The fine-wire stranding configuration provides the extreme flexibility essential for repeated bending cycles while maintaining excellent electrical conductivity. Tin plating of the copper strands offers dual benefits: enhanced corrosion resistance in humid or chemical-laden environments, and improved solderability during termination—critical factors in industrial installations where cables may be exposed to process fluids, salt spray, or condensation.
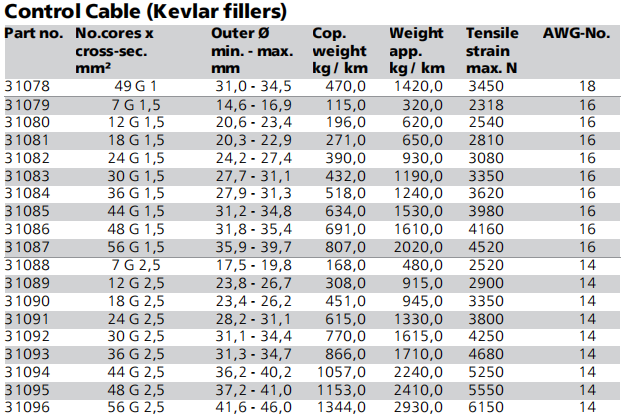
Cross-sections are specified in metric mm² values, with AWG equivalents provided as approximate reference values. Available configurations span from compact control cables at 1.5 mm² up to heavy power cables reaching 240 mm² in the largest constructions, accommodating power requirements from auxiliary control circuits to main crane drives.
Core Insulation: Each conductor is individually insulated with a special rubber compound designated as type 3GI3 according to DIN VDE 0207 part 20. This proprietary insulation material balances electrical performance, flexibility, and long-term aging resistance. Core identification follows DIN VDE 0293-308 color coding standards, with the protective earth conductor designated in the standard green-yellow (GN-YE) combination for immediate visual identification during installation and maintenance.
Kevlar Reinforcement: Depending on construction and anticipated mechanical loading, many (N)SHTÖU-V cable variants incorporate Kevlar fillers strategically positioned within the cable structure. These aramid fiber elements dramatically increase tensile strength without significantly increasing cable weight or reducing flexibility. In the control cable configurations—particularly those with 18 or more cores—Kevlar reinforcement enables tensile strain ratings exceeding 3000 N while maintaining the bending characteristics necessary for drum reeling applications.
Dual Sheath System with Torsion Protection: Perhaps the most distinctive feature of the (N)SHTÖU-V construction is its dual-sheath design with integrated torsion protection. The inner sheath, manufactured from special rubber compound type 5GM5 (DIN VDE 0207 part 21), provides the first barrier against mechanical damage, moisture ingress, and chemical attack. Between this inner sheath and the outer sheath sits a critical torsion protection braid—a reinforcing element that prevents the cable from unraveling under the twisting forces inherent in vertical reeling operations.
The outer sheath, also constructed from 5GM5 compound, delivers exceptional resistance to oils, acids, gasoline, solvents, and aggressive chemicals while maintaining the flexibility required for continuous movement. This compound has been specifically formulated and tested to DIN VDE 0473-811-404 and DIN EN 60811-404 oil resistance standards, ensuring reliable performance even when exposed to hydraulic fluids, lubricants, and industrial process chemicals.
The high-visibility yellow sheath color serves a practical safety function, making the cable readily identifiable in complex industrial installations and alerting personnel to its presence in work areas.
Outstanding Properties and Resistance
The (N)SHTÖU-V cable's performance advantages extend well beyond basic electrical specifications, encompassing a comprehensive range of chemical, mechanical, and environmental resistances.
Chemical and Fluid Resistance: Testing to rigorous DIN and EN standards confirms the cable's resistance to acids, fats, gasoline, solvents, and a broad spectrum of industrial chemicals. The 5GM5 rubber compound sheathing maintains its integrity when exposed to hydraulic oils, cutting fluids, cleaning solvents, diesel fuel, and many process chemicals commonly encountered in industrial environments. This resistance prevents the premature sheath degradation that often ends the service life of cables in chemically aggressive installations.
Fire Behavior: Compliance with DIN VDE 0482-332-1-2, DIN EN 60332-2-1, and IEC 60332-1-2 (equivalent to DIN VDE 0472 part 804 test method B) ensures that the cable exhibits controlled behavior in fire conditions. While not classified as a fire-resistant cable, the (N)SHTÖU-V meets flame propagation requirements appropriate for industrial power and control applications, limiting the cable's contribution to fire spread.
Mechanical Durability: The true measure of a vertical reeling cable lies in its ability to withstand the cumulative mechanical stresses of thousands of operating cycles. The (N)SHTÖU-V's design addresses the primary failure modes encountered in vertical drum applications:
Tensile loading: Kevlar reinforcement and optimized stranding handle the constant weight-bearing demands
Torsional stress: The integrated torsion protection braid prevents conductor rotation and core deformation
Bending fatigue: Fine-wire conductor construction and rubber compound selection minimize work hardening
Abrasion: Tough 5GM5 outer sheath resists wear from drum surfaces and cable guides
Compression: Multi-layer construction distributes crushing forces from improper spooling
Environmental Adaptability: From arctic cold storage facilities to tropical outdoor installations, from underground mines to exposed port environments, the (N)SHTÖU-V maintains performance across extreme environmental conditions. The wide flexing temperature range accommodates seasonal temperature swings, while the weather-resistant sheath compound prevents UV degradation, ozone cracking, and moisture penetration that compromise conventional cables in outdoor service.
Typical Applications
The (N)SHTÖU-V cable finds its primary applications in scenarios where cables must serve as power feeders or control connections to mobile equipment operating with vertical cable management systems.
Crane Systems: Tower cranes, gantry cranes, container cranes, ship-to-shore cranes, and mobile construction cranes all rely on vertical cable reeling systems to deliver power and control signals while accommodating the vertical movement of the trolley or hook assembly. The (N)SHTÖU-V cable's combination of flexibility, tensile strength, and torsion resistance makes it ideal for these demanding applications where cable failure could result in crane shutdown, load drops, or serious safety incidents.
Port and Terminal Equipment: Container handling equipment, including reach stackers, straddle carriers, and automated guided vehicles with vertical cable management, subjects cables to continuous movement, environmental exposure to salt spray, and potential contact with fuels and hydraulic fluids. The chemical resistance and robust construction of the (N)SHTÖU-V cable ensure reliable operation in these challenging port environments.
Mining and Extraction: Shaft hoists, skip loading systems, and mobile underground equipment utilize vertical reeling cables to maintain power connectivity while accommodating substantial vertical travel distances. The cable's resistance to oils, chemicals, moisture, and mechanical stress proves essential in underground mining where environmental conditions challenge cable longevity.
Construction and Material Handling: Mobile concrete pumps, drilling rigs, excavators with vertical cable management, and specialized construction equipment benefit from the (N)SHTÖU-V's ability to withstand the rough handling, exposure to construction site contaminants, and mechanical stresses typical of construction applications.
Industrial Conveyor Systems: Vertical conveyors, bucket elevators, and material handling systems in steel mills, cement plants, and manufacturing facilities subject cables to heat, dust, chemicals, and continuous mechanical stress. The (N)SHTÖU-V's temperature rating and chemical resistance enable reliable operation in these harsh industrial environments.
Why Choose (N)SHTÖU-V Over Standard Reeling Cables?
When comparing the (N)SHTÖU-V to conventional trailing or reeling cables, several critical advantages emerge that directly translate to reduced total cost of ownership and enhanced operational reliability.
Superior Torsion Resistance: Standard horizontal reeling cables lack the integrated torsion protection braid found in the (N)SHTÖU-V construction. When subjected to vertical reeling—where gravity and drum rotation combine to create twisting forces—conventional cables experience progressive core rotation that eventually leads to conductor breakage and insulation damage. The (N)SHTÖU-V's torsion protection specifically addresses this failure mode, extending service life significantly in vertical applications.
Enhanced Tensile Capability: While horizontal cables may encounter occasional pulling forces, vertical reeling cables continuously support their own weight plus any additional tension from drum mechanisms. The Kevlar reinforcement in (N)SHTÖU-V constructions provides the necessary tensile strength without the stiffness that would compromise flexibility and drum spooling characteristics.
Vertical-Specific Design Philosophy: Every aspect of the (N)SHTÖU-V design—from conductor stranding to sheath compound selection to reinforcement placement—reflects optimization for vertical drum operation rather than adaptation of a horizontal cable design. This purpose-built approach eliminates the compromises inherent in using general-purpose cables beyond their intended application envelope.
Reduced Downtime and Maintenance Costs: Premature cable failure in crane, hoist, or conveyor applications typically necessitates equipment shutdown, emergency cable replacement, and potential production losses far exceeding the cable's material cost. By extending service intervals and reducing failure frequency, the (N)SHTÖU-V delivers substantial economic benefits despite potentially higher initial acquisition costs compared to standard cables.
Proven Industrial Track Record: The (N)SHTÖU-V's compliance with DIN VDE 0250 Part 814—a specification developed specifically for trailing cables in demanding applications—and its widespread adoption in European industrial installations provide confidence in its suitability for critical applications where cable reliability directly impacts operational safety and productivity.
Common Cable Challenges in Vertical Reeling Applications
Q: Why do cables fail prematurely in vertical reeling systems?
A: The primary failure modes in vertical reeling applications stem from the unique stress combinations not encountered in stationary or horizontal installations. Continuous tensile loading causes conductor stretching and eventual strand breakage, particularly when cables lack adequate reinforcement. Torsional stress from drum rotation twists the cable core, leading to insulation cracking and conductor deformation. Repeated bending at the drum tangent point work-hardens conductors, reducing flexibility until fracture occurs. Environmental factors—UV exposure, ozone, chemicals, temperature extremes—accelerate insulation and sheath degradation. Standard cables designed for occasional movement or horizontal travel lack the specialized construction needed to resist these combined stresses over thousands of operating cycles.
Q: How do I determine the correct cable size for my vertical reeling application?
A: Proper cable selection requires consideration of several parameters beyond simple current-carrying capacity. First, calculate the maximum electrical load including starting currents for motors and any peak demands. Second, determine the vertical travel distance and drum configuration to assess tensile loading—longer vertical runs require cables with higher tensile strength ratings or additional reinforcement. Third, evaluate the operating environment for chemical exposure, temperature extremes, and abrasion risks that influence sheath material selection. Fourth, consider the drum diameter and minimum bending radius to ensure compatibility with the 7.5 × cable diameter specification. Finally, account for future capacity requirements that might necessitate larger conductors to avoid premature replacement as loads increase.
Q: What installation practices extend cable service life in vertical reeling systems?
A: Proper installation significantly impacts cable longevity. Ensure the drum diameter meets or exceeds the minimum bending radius requirements—undersized drums create excessive bending stress at the tangent point. Install the cable with appropriate tension to prevent loose spooling that leads to cable damage from overlapping wraps, but avoid excessive tension that preloads conductors near their tensile limits. Maintain proper alignment between the drum, cable guides, and connection points to minimize side loading and abrasion. Implement regular inspection protocols to identify early warning signs—sheath wear, deformation, or discoloration—before catastrophic failure occurs. When terminating cables, follow manufacturer specifications for strain relief and cable gland selection to prevent stress concentration at connection points.
Q: Can the (N)SHTÖU-V cable be repaired in the field if damaged?
A: While minor sheath damage might be addressable through appropriate splicing and repair procedures following relevant standards, vertical reeling cables generally should not be field-repaired and returned to service in critical applications. The integrated torsion protection and multi-layer construction make proper field repair extremely difficult without compromising the cable's mechanical properties. Additionally, any repair introduces a weak point that will experience concentrated stress during reeling operations, likely leading to premature failure at the repair site. For safety-critical applications like cranes or hoists, cable replacement rather than repair is the recommended approach when significant damage occurs.
Recommendation and Next Steps
For installations where cable reliability directly impacts operational safety, productivity, or economic performance, the (N)SHTÖU-V vertical reeling cable provides a proven solution that addresses the root causes of cable failure in demanding applications. Its specialized construction, comprehensive chemical and environmental resistance, and compliance with rigorous European standards make it suitable for the most challenging vertical drum installations.
When your project requirements exceed typical reeling cable specifications—such as unusual travel speeds, extreme ambient conditions, hybrid fiber-optic integration, or unique chemical exposures—consult with cable specialists using the manufacturer's dedicated reeling cable questionnaire. This structured approach ensures all critical parameters are captured and appropriate custom solutions can be developed when standard catalog products reach their limitations.
For current-carrying capacity tables, detailed installation guidelines, and project-specific technical support, contact qualified cable suppliers familiar with industrial reeling applications. Proper cable selection, installation, and maintenance practices will maximize the service life and reliability of your vertical reeling systems, minimizing downtime and enhancing operational safety across the equipment lifecycle.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat