NTSKCGECWOEU LWL 3.6/6 KV Power Feeder Cable for Underground Mine Festoon Systems – Reliable Tunnel Site Power Supply
Premium NTSKCGECWOEU LWL 3.6/6 KV power feeder cable engineered for underground mining festoon systems and tunnel sites. Ideal for mobile transformer and shiftable unit power supply, this durable cable ensures safety, flexibility, and a long service life.
hongjing.Wang@Feichun
10/10/202512 min read
Introduction
Underground mining operations and tunnel construction projects demand exceptional reliability in their electrical infrastructure. Power interruptions in these environments can lead to catastrophic safety incidents, operational shutdowns, and significant financial losses. The NTSKCGECWOEU LWL 3.6/6 KV power feeder cable represents a specialized solution engineered specifically for festoon systems in underground mines and tunnel sites, where mobile transformers and shiftable units require continuous, dependable power supply.
This underground mining cable combines advanced materials technology with proven design principles to deliver performance in some of the most demanding industrial environments on earth. Unlike standard industrial cables, this tunnel power feeder cable integrates fiber-optic communication capabilities alongside robust power transmission, enabling real-time monitoring and control systems essential for modern mining operations. With a rated voltage of 3.6/6 KV (7.2 kV maximum operating voltage), this cable serves as the critical link between fixed power distribution networks and mobile equipment that moves constantly throughout the mining or tunneling operation.
The significance of selecting appropriate power feeder cables for underground applications cannot be overstated. These cables must withstand extreme mechanical stress from festoon system movement, resist chemical degradation from mining fluids and gases, maintain electrical integrity in high-humidity environments, and provide years of maintenance-free service in locations where replacement is extraordinarily difficult and expensive. The NTSKCGECWOEU LWL 3.6/6 KV festoon power cable has been specifically designed to meet these multifaceted challenges.
Key Features
The NTSKCGECWOEU LWL 3.6/6 KV cable incorporates several critical design features that distinguish it from conventional power cables. The high-voltage rating of 3.6/6 KV (U0/U) with a maximum operating voltage (Um) of 7.2 kV makes it suitable for heavy-duty applications requiring significant power transmission capacity. This voltage class is optimal for underground mine mobile transformer feeder cable applications, where step-down transformers convert high-voltage feeder power to lower voltages for equipment operation.
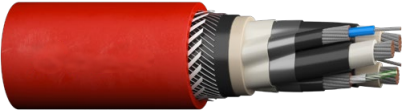
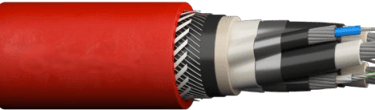
The conductor construction utilizes finely stranded tinned copper in class 5 configuration, providing exceptional flexibility essential for festoon applications. Available cross-sections range from 25 mm² to 240 mm², accommodating power requirements from moderate equipment to high-capacity mobile transformer installations. The tinning process protects copper conductors from oxidation in the humid underground environment, ensuring consistent electrical performance throughout the cable's service life.
Insulation comprises EPR (ethylene propylene rubber) with the specialized PROTOLON 3GI3 compound formulation. This material offers superior dielectric properties, maintaining electrical integrity even when exposed to moisture, oils, and chemical contaminants common in mining environments. The insulation system includes semi-conductive layers that manage electrical field distribution, preventing corona discharge and premature insulation breakdown.
A distinctive feature of this tunnel site shiftable unit power cable is the integrated fiber-optic communication system. The cable incorporates 6 or 9 fiber-optic strands within protective elements positioned in the outer interstices between main conductors. These optical fibers enable data transmission for monitoring systems, emergency communications, and automated control networks, eliminating the need for separate communication cable installation.
The multi-core design incorporates main power conductors alongside control cores and concentric protective earth conductors. Double-concentric control/PE wire spinning in the outer interstices provides both signal transmission capability and enhanced grounding protection. This integrated approach reduces the total number of cables required in festoon systems, simplifying installation and reducing maintenance requirements.
Mechanical protection comes from multiple layers. The inner sheath uses EPR rubber compound GM1b, providing the first line of defense against physical damage. A layer of spinning steel/copper-tinned wires adds reinforcement and electromagnetic shielding. The outer sheath comprises polychloroprene (PCP) rubber with the PROTOFIRM 5GM5 compound, engineered for exceptional abrasion resistance, tear strength, and resistance to oils, fuels, acids, and bases.
Application Scenarios
The primary application for this power feeder cable is in underground mining festoon systems that supply mobile transformers. These transformers move progressively as mining operations advance, requiring continuous power supply through cable systems that extend and retract with equipment movement. The festoon configuration suspends cable in loops or curves supported by trolleys that roll along overhead rails, allowing considerable travel distance while protecting cable from floor-level hazards.
In longwall coal mining operations, mobile face equipment including shearers, powered roof supports, and armored face conveyors all depend on mobile transformer substations that advance with the coal face. The NTSKCGECWOEU LWL 3.6/6 KV festoon power cable connects these mobile substations to fixed distribution points, managing the constant extension and repositioning required as mining progresses. The integrated fiber optics enable remote monitoring of transformer loading, voltage quality, and system status, facilitating predictive maintenance and rapid fault response.
Tunnel construction sites represent another critical application scenario. Tunnel boring machines (TBMs), ventilation systems, lighting arrays, and materials handling equipment all require mobile power distribution that advances with excavation progress. The tunnel power feeder cable delivers power to shiftable distribution units that relocate regularly as the tunnel extends. The cable's resistance to mechanical stress from festoon movement, combined with flame-retardant properties meeting EN/IEC 60332-1-2 standards, provides essential safety in the confined tunnel environment where fire risk must be minimized.
Metal mining operations utilize this underground mine mobile transformer feeder cable for powering load-haul-dump (LHD) vehicles, drilling rigs, and ore processing equipment in active mining zones. The festoon systems allow power distribution to follow the irregular patterns of vein mining or room-and-pillar extraction methods. The cable's flexibility, with a permanent tensile strength of 15 N/mm² and bending radius requirements of 6 times cable diameter for fixed installation and 10 times diameter for flexible operation, accommodates the complex routing required in these dynamic mining layouts.
Long-travel cable reel systems in large-scale mining operations also employ this cable type. Automated guided vehicles (AGVs) and remote-controlled equipment use trailing cable systems that must handle thousands of extension-retraction cycles while maintaining electrical integrity. The cable's construction, incorporating aramid reinforcement elements and specialized rubber compounds, delivers the durability required for these demanding duty cycles.


Technical Specifications
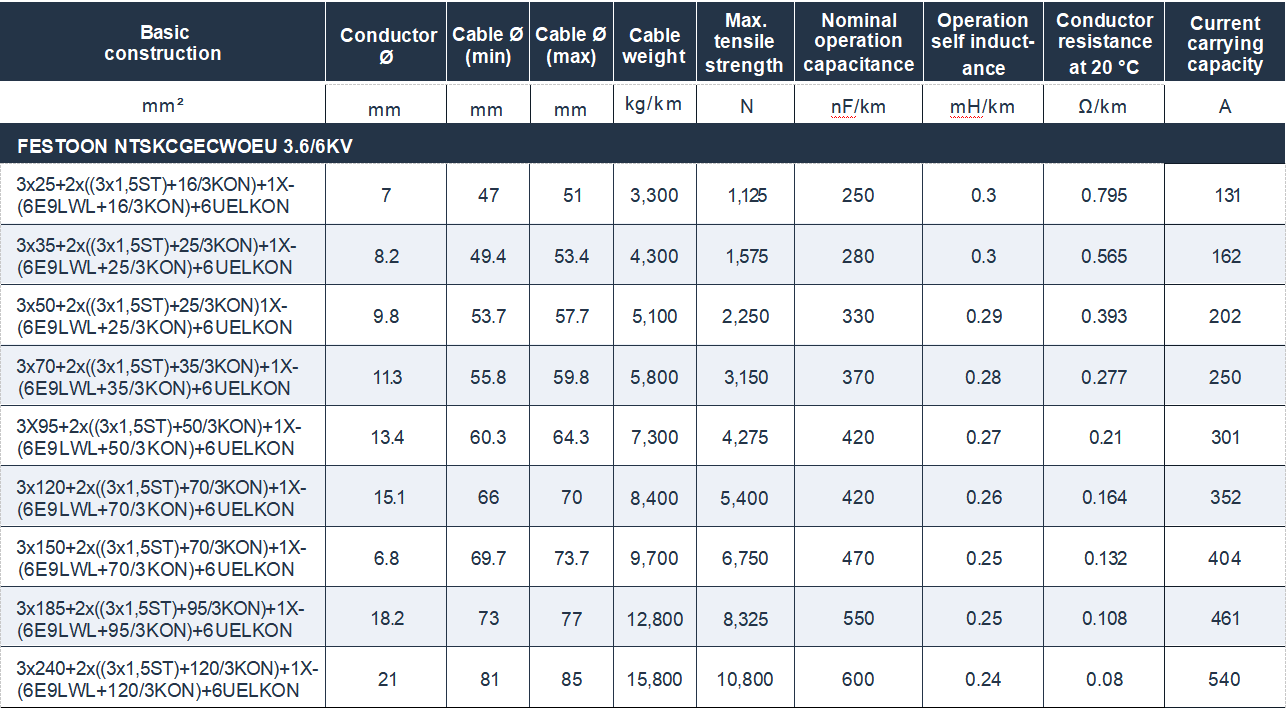
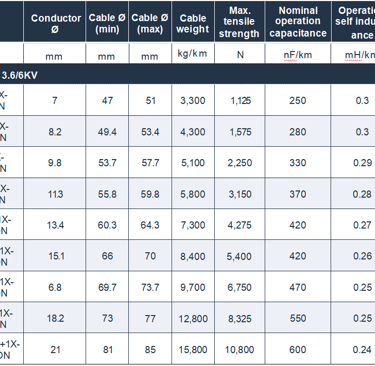
The conductor specifications reflect the cable's high-performance requirements. Finely stranded copper conductors in class 5 configuration, with tinning for corrosion protection, are available in cross-sections from 25 mm² to 240 mm². For example, a typical 3x50 configuration includes three 50 mm² main conductors (9.8 mm diameter each) plus control cores and integrated fiber optics, resulting in a complete cable diameter ranging from 53.7 mm to 57.7 mm depending on specific configuration.
Insulation thickness varies with conductor size and voltage rating. The EPR PROTOLON 3GI3 compound provides insulation with excellent dielectric properties. At 3.6/6 KV rating, the nominal operation capacitance ranges from 250 to 640 nF/km depending on cable size, while operation self-inductance typically falls between 0.25 and 0.33 mH/km. Conductor resistance at 20°C varies from 0.795 Ω/km for 25 mm² conductors to 0.08 Ω/km for 240 mm² conductors, directly impacting voltage drop calculations for long feeder runs.
The cable's thermal parameters establish safe operating limits. Maximum conductor temperature during normal operation is 90°C, while short-circuit conditions permit temporary excursions to 250°C. For fixed installations, ambient temperatures from -40°C to +80°C are acceptable, while flexible festoon operation limits range from -25°C to +60°C. These specifications ensure reliable performance across the temperature extremes encountered in underground mining environments, from deep, naturally hot mine workings to cold tunnel construction sites.
Mechanical characteristics are critical for festoon applications. The cable exhibits a permanent tensile strength of 15 N/mm², with maximum tensile strength varying by configuration—for instance, a 3x50 configuration withstands up to 2,250 N. The minimum bending radius for fixed installation is 6 times the cable outer diameter, while flexible festoon operation requires a minimum of 10 times diameter to prevent insulation damage. Cable weight varies from approximately 3,300 kg/km for 3x25 configurations to 15,800 kg/km for 3x240 configurations, important considerations for festoon system design and support structure engineering.
Chemical resistance properties ensure long-term performance in corrosive mining environments. The outer sheath provides resistance to mineral oils, fuels, acids, bases, and is inherently flame-retardant according to EN/IEC 60332-1-2 standards. The materials offer excellent ozone resistance and UV stability, important for cable sections near ventilation shafts or surface connections where exposure to atmospheric elements occurs.
The integrated fiber-optic elements typically use G62.5/125 μm multimode graded-index fiber, though G50/125 μm and E9/125 μm single-mode options are available for specific applications. Attenuation specifications are less than 3.3 dB/km at 850 nm and less than 0.9 dB/km at 1310 nm for the G62.5/125 fiber type. Bandwidth exceeds 400 MHz at 850 nm and 600 MHz at 1310 nm, supporting high-speed data transmission for monitoring and control systems.
Electrical testing parameters include a test voltage of 11 kV applied between conductors and earth, with control core testing at 2 kV. These rigorous testing protocols verify insulation integrity before cables enter service. The nominal voltage rating of 6,000 V (U) with Um of 7.2 kV provides appropriate margin for voltage fluctuations common in mining power distribution networks.
Installation and Maintenance
Proper installation begins with festoon system design that accounts for cable weight, travel distance, and support spacing. For underground mine mobile transformer feeder cable applications, festoon trolleys should be spaced to prevent excessive cable sag while allowing free movement. A general rule establishes support spacing at approximately 1.5 to 2.0 meters for cables in the 50-95 mm² range, adjusted for specific cable diameter and weight.
When configuring festoon systems, the cable should form gentle curves rather than sharp angles. Maintaining bending radius above the 10x diameter minimum for flexible operation prevents internal conductor damage and insulation stress. Festoon rails must be aligned to prevent lateral forces that could cause cable twist or torsional stress. While this cable design accommodates some torsional movement, excessive twisting degrades performance and shortens service life.
Handling guidelines emphasize avoiding mechanical damage during installation. Cable should never be dragged over sharp edges or rough surfaces. When unreeling cable from drums, rotation should be controlled to prevent kinking. Installation crews should wear appropriate personal protective equipment and follow lockout-tagout procedures when working on energized festoon systems or nearby equipment.
Termination procedures require trained technicians using appropriate materials. Sealing ends should be specified for the cable's voltage class and environmental conditions. Cast-resin, hybrid, and vulcanization termination methods are all compatible with this cable type, each offering specific advantages for different installation scenarios. All terminations must include proper grounding connections for the concentric earth conductors and secure fiber-optic connections that protect delicate glass fibers from mechanical stress.
Inspection intervals should be established based on operational intensity and environmental conditions. Monthly visual inspections can identify obvious damage, unusual wear patterns, or festoon system misalignment. Quarterly inspections should include measurement of cable sag and verification that festoon trolleys move freely without binding. Annual inspections should incorporate electrical testing including insulation resistance measurement and, where possible, partial discharge testing to detect early insulation degradation.
Testing procedures for installed cables may include VLF (very low frequency) testing at 0.1 Hz to verify insulation integrity without the high-power requirements of conventional AC testing. For the 3.6/6 KV rating, VLF test voltages up to appropriate levels can be applied to detect insulation weaknesses before they cause operational failures. Fiber-optic testing should include visual inspection, attenuation measurement across relevant wavelengths, and OTDR (optical time-domain reflectometry) testing to locate any fiber damage or degradation.
Repair techniques for on-site cable damage depend on the nature and location of the fault. Minor outer sheath abrasions may be addressed with vulcanizing rubber repair compounds that restore environmental protection. More serious damage affecting inner sheaths, insulation, or conductors requires professional repair using materials compatible with the original cable construction. For critical damage, cable sections should be replaced rather than repaired to ensure continued reliability. When repairs are undertaken, original-specification materials must be used to maintain the cable's designed performance characteristics.


Benefits and Advantages
The primary benefit of this tunnel site shiftable unit power cable is enhanced operational safety. The robust insulation system, combined with concentric earth conductors and flame-retardant materials, reduces electrical hazard risk to personnel working in confined underground spaces. The integrated fiber-optic communication capability enables rapid response to abnormal conditions, allowing operators to de-energize systems before minor issues escalate to dangerous situations.
Reduced downtime represents a significant economic advantage. The cable's durability under harsh underground conditions minimizes unplanned outages that halt mining operations. Given that production losses in large mining operations can reach hundreds of thousands of dollars per hour, the reliability of this power feeder cable directly impacts profitability. The extended service life—often exceeding 15-20 years in properly maintained festoon systems—eliminates frequent replacement costs and associated production interruptions.
Cost savings extend beyond reduced downtime to include minimal maintenance requirements. The high-grade rubber compounds resist environmental degradation, reducing the frequency of repairs or replacements. The integrated design, combining power conductors, control cores, earth conductors, and fiber optics in a single cable, simplifies installation and reduces the total system cost compared to multiple separate cables. Fewer cables mean fewer support requirements, less complex festoon systems, and reduced installation labor.
The cable's compliance with international mining and infrastructure standards ensures acceptance across global operations. Conformance with DIN VDE 0250-813, various IEC standards for conductors and fire performance, and certifications from multiple national authorities (including GOST for Russian Federation, WUG for Poland, and MA for China) facilitate deployment in diverse regulatory environments. This broad compliance eliminates the need to source different cable types for operations in different countries, simplifying procurement and spare parts management.
Environmental responsibility is enhanced through the cable's long service life and reduced waste generation. Fewer cable replacements mean less material consumption and less disposal of hazardous mining cable waste. The flame-retardant properties reduce fire risk, protecting underground ecosystems in the rare event of a fire incident. The oil and chemical resistance prevents cable deterioration that could release contaminants into groundwater systems.
Performance consistency across a wide temperature range ensures reliable operation regardless of mine depth or geographic location. From cold climates where tunnel construction occurs in winter conditions to deep tropical mines with elevated natural temperatures, this underground mining cable maintains its electrical and mechanical properties. This versatility allows mining companies to standardize on a single cable type across diverse operations, simplifying training, maintenance procedures, and spare parts inventory.
The cable's flexibility characteristics facilitate installation in complex mine layouts with irregular routing requirements. The ability to accommodate bending radii down to 10 times diameter for flexible operation allows festoon systems to navigate around obstacles and through restricted spaces common in underground mining. This flexibility also simplifies replacement when cable sections do eventually require renewal, as the cable can be routed through existing festoon systems without major infrastructure modifications.
Common Questions and Technical Support
Q: What is the maximum recommended festoon travel distance for this cable?
A: Travel distance depends on conductor size, load current, and acceptable voltage drop. For a 3x70 mm² configuration carrying rated current of 250A, a practical maximum festoon travel distance is approximately 800-1000 meters before voltage drop exceeds 5%. Larger conductor sizes (120-240 mm²) can support longer distances or higher currents. Detailed calculations should account for ambient temperature, cable bundling factors, and specific duty cycles.
Q: How does moisture ingress affect cable performance, and what preventive measures are recommended?
A: While the EPR insulation and rubber sheaths provide excellent moisture resistance, prolonged submersion or high-pressure water exposure can eventually cause degradation. For applications where water accumulation is common, cable terminations should use properly sealed glands with appropriate IP ratings. Regular inspection of terminations and outer sheath integrity prevents moisture migration along the cable length. The cable can withstand occasional water exposure during routine mining operations, but is not designed for permanent submersion applications.
Q: Can this cable be used in applications with regenerative braking or variable frequency drives?
A: Yes, though applications involving frequent voltage transients or harmonic currents may require additional considerations. The cable's capacitance and inductance specifications should be factored into VFD system design to prevent resonance issues. For regenerative braking applications generating reverse power flow, ensure all connections and protection devices are rated for bi-directional power. The integrated fiber optics can carry VFD communication signals, simplifying control system integration.
Q: What causes premature cable failure in festoon systems, and how can it be prevented?
A: The most common failure modes include: 1) excessive bending from improper support spacing or misaligned festoon rails; 2) abrasion from contact with structure or equipment; 3) overloading beyond current rating causing thermal degradation; 4) improper terminations allowing moisture ingress; 5) chemical attack from incompatible substances. Prevention requires proper system design, regular inspection, adherence to load ratings, use of appropriate termination methods, and protection from chemical spills.
Q: How should fiber-optic performance be monitored in mining applications?
A: Establish baseline OTDR measurements when the cable is first installed, documenting fiber attenuation and identifying splice locations. Periodic OTDR testing (annually or after any mechanical impact to the cable system) can detect developing problems before complete fiber failure. Monitor communication system error rates, as increasing errors often indicate fiber degradation. For critical applications, consider fiber-optic monitoring systems that use Brillouin frequency measurement to detect mechanical stress or temperature anomalies along the cable length.
Q: What temperature rise should be expected during rated load operation?
A: Conductor temperature rise above ambient depends on installation method, ambient temperature, and load factor. For festoon installation with natural convection cooling, expect temperature rise of 30-50°C above ambient at rated continuous current. In enclosed festoon channels with restricted airflow, derating may be necessary. Temperature monitoring at cable terminations or critical points along the run can prevent thermal overload. The 90°C maximum conductor temperature provides margin above typical operating temperatures for safe, long-term operation.
Conclusion
The NTSKCGECWOEU LWL 3.6/6 KV power feeder cable represents the optimal solution for underground mining festoon systems and tunnel construction power distribution. Its combination of robust electrical performance, mechanical durability, integrated fiber-optic communications, and comprehensive environmental protection addresses the unique challenges of underground industrial applications. This tunnel power feeder cable delivers the reliability essential for operations where power interruption carries severe safety and economic consequences.
For mining operations seeking to enhance electrical infrastructure reliability while reducing total cost of ownership, this underground mine mobile transformer feeder cable offers proven performance backed by extensive field experience. The integrated design philosophy—combining power transmission, control circuits, earth protection, and data communications in a single cable—represents modern best practice for complex underground installations.
Organizations planning new mining projects or upgrading existing underground power distribution systems should evaluate this NTSKCGECWOEU LWL 3.6/6 KV festoon power cable as their standard specification. The investment in premium cable technology pays dividends through reduced downtime, lower maintenance costs, enhanced safety, and extended service life. For detailed technical datasheets, application engineering support, or project-specific quotations, contact qualified industrial cable suppliers with expertise in underground mining applications. Proper cable selection and installation represents a critical foundation for safe, efficient underground operations that will serve reliably for decades.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat