
Optimized TUNNELFLEX-R-PUR 0.6/1KV Cable for High-Speed Mining & Tunneling Applications | Durable Halogen-Free Power Supply Cable
Discover the TUNNELFLEX-R-PUR 0.6/1KV halogen-free cable designed for mobile mining and tunneling equipment. Engineered for travel speeds up to 120 m/min, superior abrasion resistance, torsional strength, and a temperature tolerance from –30°C to 80°C. Ideal long-reach power supply cable for high-risk mechanical damage environments.
hongjing.Wang@Feichun
9/16/202510 min read

Introduction
Modern mining and tunneling operations demand power supply cables capable of withstanding extreme mechanical stresses while maintaining reliable electrical performance in harsh underground environments. The TUNNELFLEX-R-PUR 0.6/1KV halogen-free cable represents a significant advancement in mobile equipment power supply technology, specifically engineered to address the unique challenges faced by mining and tunneling operators worldwide.
Product Overview: TUNNELFLEX-R-PUR 0.6/1KV Halogen-Free Cable
The TUNNELFLEX-R-PUR cable series stands as a pinnacle of engineering excellence in the power supply cable segment, designed specifically for mobile mining and tunneling equipment operating in high-risk environments. This advanced cable solution combines superior mechanical strength with enhanced chemical resistance, delivering uncompromising performance where conventional cables fail.
Built on decades of experience in underground applications, this cable addresses the critical need for reliable power transmission to mobile equipment such as tunnel boring machines, excavators, drilling rigs, and load-haul-dump vehicles operating in confined spaces with severe mechanical constraints.
Key Differentiators: Anti-twisting Protection and Halogen-Free Compound
What sets the TUNNELFLEX-R-PUR apart from conventional power supply cables is its innovative anti-twisting protection system combined with a halogen-free thermoplastic polyurethane (HFFR TPU) compound. The synthetic mesh reinforcement prevents cable twisting during high-speed reeling operations, while the halogen-free formulation ensures compliance with stringent environmental and safety regulations governing underground mining operations.
The cable's enhanced design enables operation at travel speeds up to 120 m/min, significantly exceeding the capabilities of standard mining cables and providing operators with the flexibility to maximize equipment productivity without compromising safety or reliability.

Target Applications & Performance Requirements
Mobile Equipment Power Supply in Mining & Tunneling
Underground mining and tunneling environments present some of the most demanding conditions for electrical cables. Mobile equipment such as continuous miners, longwall shearers, tunnel boring machines, and auxiliary vehicles require flexible, reliable power supply cables capable of withstanding constant movement, abrasion, chemical exposure, and extreme temperature variations.
The TUNNELFLEX-R-PUR cable excels in these applications by providing consistent power delivery to critical equipment while maintaining structural integrity under severe mechanical stress. Its robust construction makes it ideal for applications where cable failure could result in costly downtime, safety hazards, or equipment damage.
Key application scenarios include power supply for drilling machines operating in confined tunnel spaces, load-haul-dump vehicles navigating rough underground terrain, and tunnel boring machines requiring reliable power transmission over extended distances during continuous operation cycles.
Maximum Travel Speed: 120 m/min for Reeling & Trailing Operations
One of the most critical performance parameters for mobile mining equipment cables is travel speed capability. The TUNNELFLEX-R-PUR cable's design enables operation at speeds up to 120 m/min, doubling the performance of many conventional mining cables that typically operate at maximum speeds of 60 m/min.
This enhanced speed capability translates directly into improved operational efficiency for mining and tunneling operations. Faster cable reeling speeds allow equipment to respond more quickly to changing operational requirements, reduce cycle times, and maximize productive time in challenging underground environments.
The cable's high-speed capability is achieved through careful optimization of the core arrangement, conductor flexibility, and sheath materials, ensuring that mechanical stress concentrations are minimized even during rapid acceleration and deceleration cycles.
Mechanical Damage Resistance: Abrasion, Torsion, and Flexing
Underground mining environments subject cables to multiple forms of mechanical stress simultaneously. The TUNNELFLEX-R-PUR cable's construction addresses these challenges through several key design features:
Abrasion resistance is provided by the outer HFFR TPU sheath, which demonstrates superior resistance to wear when in contact with rough tunnel surfaces, equipment components, and debris common in mining environments. This enhanced abrasion resistance significantly extends cable service life compared to conventional rubber-sheathed cables.
Torsional stress resistance is achieved through the anti-twisting synthetic mesh reinforcement system, which distributes rotational forces evenly throughout the cable structure. The cable can withstand torsional stress of ±50°/m, providing exceptional performance in applications involving frequent rotation or twisting motions.
Flexing resistance is optimized through the use of class 5 flexible copper conductors and carefully selected insulation materials that maintain their properties through millions of flex cycles. The minimum bending radius specifications (6×D for fixed installation, 10×D on drums) ensure safe installation while maintaining long-term reliability.


Technical Specifications
Electrical Parameters
The TUNNELFLEX-R-PUR cable's electrical design meets the demanding requirements of modern mining equipment while providing safety margins appropriate for underground applications.
Voltage Ratings:
Rated voltage U₀/U (Um): 0.6/1 (1.2) kV
Maximum operating voltage Um: 1.2 kV
Test voltage: 3.5 kV for main conductors
AC test voltage for control cores: 2 kV
These voltage ratings provide appropriate safety margins for typical mining equipment operating voltages while ensuring compliance with international safety standards for underground applications.
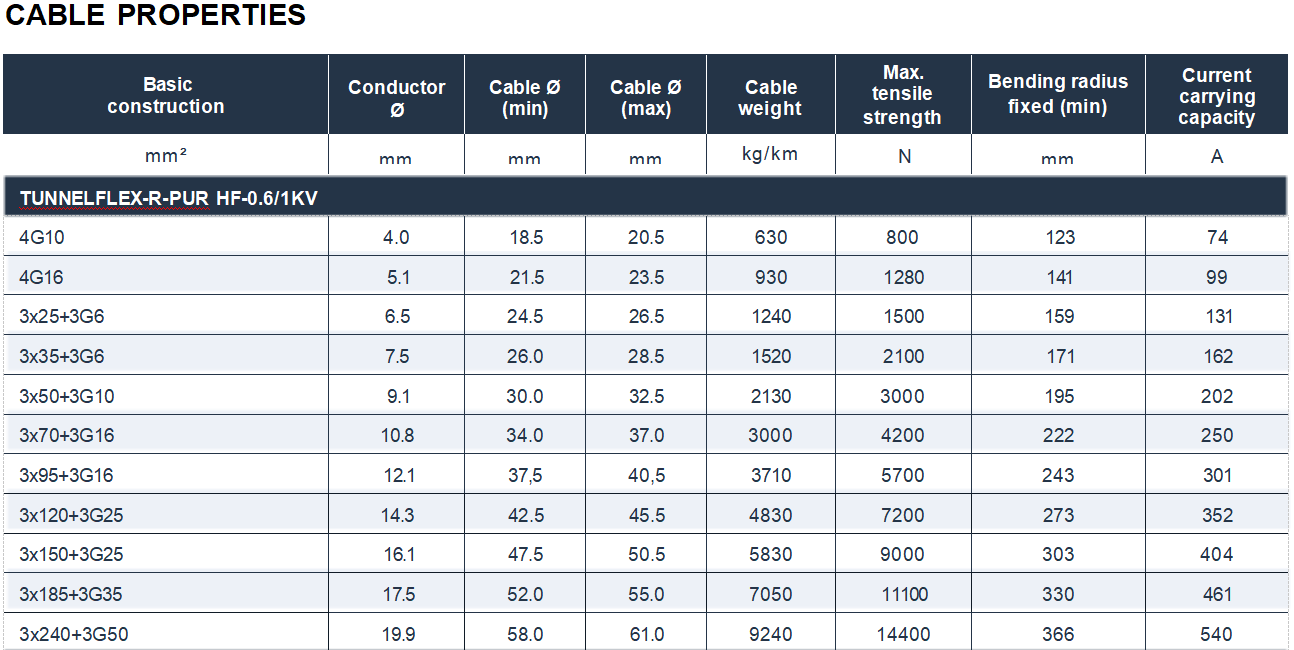
Conductor Performance: The cable utilizes plain copper conductors with class 5 flexibility, providing optimal balance between electrical conductivity and mechanical flexibility. Conductor cross-sections range from 10 mm² to 240 mm², accommodating power requirements from auxiliary equipment to high-power mobile machinery.
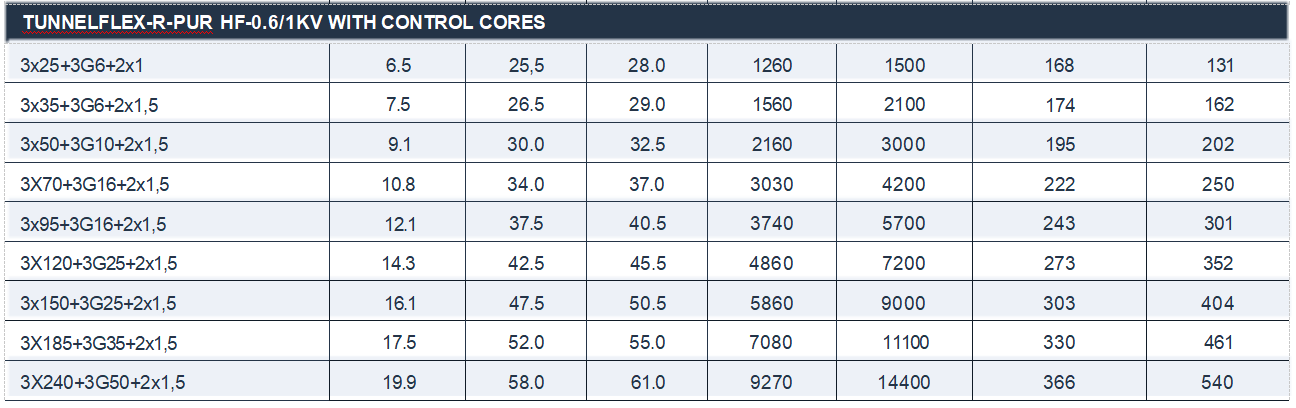
Current-carrying capacity varies by conductor size and installation conditions, with ratings from 74A for 4G10 configurations to 540A for 3×240+3G50+2×1.5 configurations. These ratings account for the thermal constraints of underground installations and provide appropriate derating for reeling applications.
Mechanical & Thermal Parameters
Temperature Performance: The cable's thermal design addresses the wide temperature variations encountered in underground mining operations:
Maximum conductor temperature: 90°C during normal operation
Short-circuit temperature rating: 250°C
Ambient temperature range: -30°C to +80°C for flexible installation
Fixed installation range: -40°C to +80°C
This temperature range ensures reliable operation in arctic mining conditions as well as deep underground installations where geothermal heating may elevate ambient temperatures.
Mechanical Strength: The cable's mechanical design parameters reflect the demanding nature of mining applications:
Torsional stress capability: ±50°/m
Bending radius: 6×D for fixed installations, 10×D for drum applications
Maximum tensile strength varies by construction, ranging from 800N to 18,000N
Travel speed rating: up to 120 m/min for underground reeling operations
These specifications ensure the cable can withstand the mechanical stresses associated with mobile equipment operation while maintaining electrical integrity throughout the service life.
Chemical & Environmental Resistance
Halogen-Free Flame-Retardant Properties: The HFFR TPU compound provides superior environmental resistance compared to traditional PVC or standard rubber formulations. The halogen-free composition eliminates the generation of toxic gases during combustion, critical for underground applications where personnel evacuation may be limited.
Flame retardant properties comply with EN/IEC 60332-1-2 standards, ensuring the cable will not propagate fire along its length while maintaining structural integrity during emergency conditions.
Chemical Resistance: The cable demonstrates excellent resistance to:
Industrial oils and hydraulic fluids commonly found in mining equipment
Acids and bases encountered in mineral processing operations
Moisture and humidity in underground environments
UV radiation in surface applications
Ozone exposure in electrical environments
This comprehensive chemical resistance extends service life and reduces maintenance requirements in corrosive underground environments.


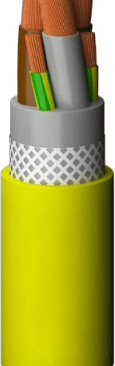
Construction & Materials
Conductor: Plain Flexible Class 5 Copper
The cable employs plain copper conductors manufactured to class 5 flexibility standards, providing optimal balance between electrical performance and mechanical durability. The flexible conductor design accommodates the continuous flexing requirements of mobile equipment applications while maintaining low electrical resistance.
Conductor sizes are optimized for mining equipment power requirements, with earth conductors appropriately sized to ensure safe fault current handling in underground electrical systems. Control conductors, where present, utilize smaller cross-sections suitable for instrumentation and control signal transmission.
Insulation: XLPE Special Compound
Cross-linked polyethylene (XLPE) insulation provides superior electrical properties compared to conventional PVC or rubber insulation systems. The special compound formulation is optimized for mining applications, providing:
Enhanced dielectric strength for reliable operation at rated voltages
Superior thermal stability for high-temperature operation
Excellent moisture resistance for humid underground environments
Long-term aging characteristics suitable for extended service life
The brown-black-grey color coding system provides clear phase identification while black control conductor insulation ensures easy identification during installation and maintenance procedures.
Inner & Outer Sheaths: HFFR TPU for Abrasion and Chemical Protection
The cable's protection system consists of multiple sheath layers, each optimized for specific environmental challenges:
Inner Sheath: HFFR thermoplastic polyurethane compound provides primary protection for the conductor assembly while maintaining flexibility during bending and flexing operations. This layer also serves as a moisture barrier, preventing water ingress that could compromise electrical performance.
Outer Sheath: The outer HFFR TPU sheath is specifically formulated for abrasion, tear, oil, and chemical resistance. This compound demonstrates superior performance compared to conventional rubber compounds, particularly in applications involving contact with sharp edges, rough surfaces, and chemical exposure.
Anti-Twisting Control Cores and Synthetic Mesh Reinforcement
The cable's anti-twisting protection system represents a significant advancement in mining cable technology. The synthetic mesh reinforcement layer, positioned between the inner and outer sheaths, distributes torsional forces throughout the cable structure, preventing stress concentrations that could lead to premature failure.
Control cores, where specified, are integrated into the cable design to provide instrumentation and control capabilities for sophisticated mining equipment. These cores are appropriately rated for control voltage applications while maintaining the same environmental resistance as the main conductors.
Installation & Handling Guidelines
Reel & Drum Handling Best Practices
Proper handling during installation is critical to realizing the full performance potential of the TUNNELFLEX-R-PUR cable. The cable is supplied on reels sized appropriately for the cable diameter and weight, with careful attention to maintaining minimum bend radius requirements during transportation and storage.
Installation procedures should account for the cable's high-speed capability by ensuring that reel and drum systems are properly aligned and balanced. Dynamic loading during high-speed operation requires careful consideration of mechanical mounting systems and cable guide arrangements.
Temperature considerations during installation are particularly important, as the cable's flexibility characteristics change with temperature. Installation in extreme cold conditions may require pre-warming to achieve optimal flexibility and prevent mechanical damage during handling.
Recommended Installation Temperatures and Minimum Bend Radii
Installation temperature recommendations ensure optimal cable performance and longevity:
Preferred installation temperature range: 0°C to +30°C
Minimum installation temperature: -20°C (with appropriate precautions)
Maximum installation temperature: +40°C
Bend radius requirements must be strictly observed to prevent mechanical damage:
Fixed installation: minimum 6×D (6 times cable diameter)
Drum and reel applications: minimum 10×D
Temporary bending during installation: minimum 8×D
These specifications account for the cable's construction and ensure that mechanical stress concentrations are minimized during installation and operation.
Maintenance and Inspection Procedures
Regular inspection and maintenance procedures are essential for maximizing cable service life in demanding mining applications. Recommended inspection intervals depend on operating conditions but typically range from monthly visual inspections to annual comprehensive assessments.
Visual inspection procedures should focus on outer sheath condition, connection integrity, and mechanical support system condition. Any signs of abrasion, cuts, or chemical attack should be evaluated and addressed promptly to prevent more serious damage.
Electrical testing procedures should include insulation resistance measurements, continuity verification, and earth conductor integrity testing. Advanced diagnostic techniques such as partial discharge testing may be appropriate for critical applications or cables showing signs of degradation.


Comparative Advantage & ROI
Lifecycle Cost Benefits vs. Standard PUR Cables
The TUNNELFLEX-R-PUR cable's advanced design delivers significant lifecycle cost advantages compared to conventional mining cables. The enhanced travel speed capability reduces equipment cycle times, directly improving operational productivity in time-sensitive mining operations.
Superior mechanical durability translates into extended service life, reducing replacement frequency and associated downtime costs. The cable's resistance to environmental factors common in mining operations reduces premature failure rates and unscheduled maintenance requirements.
The halogen-free construction provides additional value through improved safety characteristics and compliance with evolving environmental regulations, potentially avoiding costly retrofits or replacements mandated by regulatory changes.
Safety and Compliance: VDE, IEC, and EN Standards
The cable's design and manufacturing processes comply with multiple international standards, ensuring global acceptability and consistent performance:
DIN EN 60228/IEC 60228/VDE 0295: Conductor specifications
DIN VDE 0298-300: Core identification standards
IEC 60502-1: Compound specifications
DIN EN 60332-1-2/IEC 60332-1-2: Fire performance requirements
This comprehensive standards compliance provides assurance of consistent quality and performance while simplifying procurement processes for international mining operations.
Case Study Snapshot: High-Speed TBM Application
A recent tunnel boring machine application demonstrates the TUNNELFLEX-R-PUR cable's superior performance capabilities. The project required a 3×120+3G25+2×1.5 cable configuration operating at travel speeds up to 100 m/min in a challenging underground environment with temperatures ranging from -10°C to +45°C.
The cable provided continuous operation over an 18-month period without failure, while comparable conventional cables in similar applications experienced multiple failures requiring costly replacement and downtime. The high-speed capability enabled 15% faster tunnel advancement compared to operations using standard 60 m/min rated cables.
Frequently Asked Questions
Q: What makes the TUNNELFLEX-R-PUR cable suitable for high-speed applications up to 120 m/min?
A: The cable's high-speed capability results from several design optimizations including the anti-twisting synthetic mesh reinforcement system, flexible class 5 copper conductors, and carefully selected HFFR TPU sheath materials. The synthetic mesh prevents cable twisting during rapid reeling operations, while the flexible conductors and optimized core arrangement minimize stress concentrations during acceleration and deceleration cycles.
Q: How does the halogen-free construction benefit underground mining operations?
A: Halogen-free construction eliminates the generation of toxic gases during combustion, critical for underground applications where personnel evacuation may be limited. Additionally, the HFFR TPU compound provides superior chemical resistance compared to conventional PVC formulations, extending service life in corrosive mining environments while maintaining excellent mechanical properties.
Q: What are the key installation considerations for maximizing cable performance?
A: Critical installation factors include maintaining minimum bend radius requirements (6×D fixed, 10×D on drums), ensuring proper temperature conditions during installation, and implementing appropriate mechanical support systems for high-speed operations. Proper reel alignment and balanced mounting systems are essential for applications operating at maximum travel speeds.
Q: How does the cable's torsional stress resistance compare to conventional mining cables?
A: The TUNNELFLEX-R-PUR cable's ±50°/m torsional stress capability significantly exceeds conventional mining cables through its anti-twisting synthetic mesh reinforcement system. This design feature distributes rotational forces evenly throughout the cable structure, preventing stress concentrations that commonly cause premature failure in standard cables subjected to twisting motions.
Conclusion & Call to Action
Summary of Benefits for Mining and Tunneling Operators
The TUNNELFLEX-R-PUR 0.6/1KV halogen-free cable represents a significant advancement in power supply cable technology for demanding underground applications. Its combination of high-speed capability, superior mechanical durability, and comprehensive environmental resistance delivers measurable operational and economic benefits to mining and tunneling operators worldwide.
Key advantages include doubled travel speed capability compared to conventional cables, enhanced safety through halogen-free construction, extended service life through superior abrasion and chemical resistance, and comprehensive standards compliance ensuring global acceptability.
Ordering Information and Local Support Contacts
The TUNNELFLEX-R-PUR cable is available in multiple configurations to suit specific application requirements, with conductor sizes ranging from 10 mm² to 240 mm² and various earth conductor and control core options. Standard configurations include 4G options for balanced loads and 3×phase+earth combinations for typical mining equipment applications.
Local technical support and application engineering services are available through Feichun's global network of technical specialists, ensuring optimal cable selection and installation procedures for specific operational requirements.
Next Steps: Request Quote or Technical Consultation
Mining and tunneling operators seeking to improve equipment reliability, operational efficiency, and safety performance should consider the TUNNELFLEX-R-PUR cable for their next cable replacement or new equipment projects. Technical consultation services are available to evaluate specific application requirements and recommend optimal cable configurations.
Contact your local Feichun representative to discuss your application requirements and receive detailed technical specifications, pricing information, and delivery schedules tailored to your operational needs. Our technical team stands ready to support your success with comprehensive cable solutions designed for the world's most demanding underground applications.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat