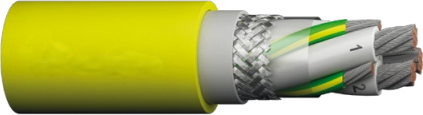
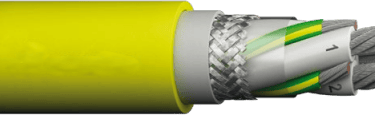
PROTOMONT EMV-FC (N)SSHCOEU I 1kV VFD Cable – Flexible Mining Motor Cable for Variable Frequency Drives
Discover why purpose-engineered 1KV VFD motor cables with tinned copper conductors, tinned copper braided screening, and premium EVA sheaths deliver superior electromagnetic compatibility and reliability in Australian mining, material handling, and heavy equipment applications.
hongjing.Wang@Feichun
5/20/202618 min read
Introduction: The Critical Role of VFD Motor Cables in Modern Mining Operations
Australian mining has undergone significant technological transformation over the past decade. Modern mining equipment—from mobile crushers and stackers to underground development machinery—increasingly operates under Variable Frequency Drive (VFD) control. VFD systems allow equipment operators to optimize equipment operation, improve energy efficiency, and extend equipment service life through precise speed and torque control.
Yet this technological advancement has created an unexpected challenge: standard industrial motor cables, adequate for traditional fixed-speed motor operation, frequently fail catastrophically in VFD-driven applications. These failures manifest as sudden equipment shutdowns, burned-out motors, and expensive emergency maintenance—all because the cable connecting the VFD to the motor couldn't handle the electromagnetic environment that VFD operation creates.
Mining operations installing VFD equipment without upgrading cable specifications experience failure patterns that confuse equipment operators and frustrate maintenance personnel. New, expensive VFD equipment fails repeatedly despite proper installation and configuration. The problem isn't the VFD or motor—it's the cable system connecting them.
This comprehensive guide explores why purpose-engineered VFD motor cables deliver reliable performance impossible with standard industrial alternatives, and demonstrates through real Australian mining case studies how equipment reliability transforms when mining operations upgrade to cables engineered specifically for VFD environments.
Understanding VFD Motor Cable Requirements: Why Standard Cables Fail
The Unique Electromagnetic Environment of Variable Frequency Drive Systems
Traditional motor circuits operate at constant frequency (50 Hz in Australia) and constant voltage. Equipment operators understand this environment well. Motor cables were engineered for this predictable electrical environment. Standard motor cables—basic insulation, simple copper braiding for grounding, minimal electromagnetic shielding—work adequately for constant-frequency operation.
VFD systems fundamentally change the electrical environment. Rather than supplying constant 50 Hz power, VFDs create variable frequency output—typically switching between 0-1000 Hz or higher depending on equipment load and operator demands. This variable frequency creates electromagnetic energy across a broad frequency spectrum that standard motor cables were never designed to manage.
High-Frequency Switching Stress. VFD power semiconductor switching creates steep voltage edges—rapid transitions from one voltage level to another. These steep edges generate high-frequency electromagnetic energy. Standard cable insulation experiences stress from these rapid voltage transitions. The insulation must accommodate not just the steady-state 1 kV voltage level but also the rapid transient voltage spikes that VFD switching creates.
Standard motor cable insulation, engineered for constant voltage stress, degrades when subjected to repeated transient voltage stress. Partial discharge begins—small electrical discharges within the insulation—that gradually degrade insulation integrity. Over weeks or months, the insulation deteriorates sufficiently to create electrical faults.
Electromagnetic Interference and Common Mode Voltage. VFD operation creates common mode voltage—voltage appearing between the cable and ground simultaneously on all phases. This common mode voltage differs fundamentally from the phase-to-phase voltage characteristic of traditional motor operation. Common mode voltage stresses the insulation-to-ground path differently than traditional motor cables experience.
Standard motor cables have minimal shielding. They can't effectively contain the electromagnetic energy that VFD operation generates. This uncontained electromagnetic energy radiates into surrounding equipment and cabling systems, creating electromagnetic interference that affects other mine systems.
Voltage Transient Peaks. VFD switching creates voltage transients—temporary peaks exceeding the cable's rated voltage. These transients stress insulation significantly. Standard insulation, rated for steady 1 kV operation, can be pushed to 1.5-2 kV or higher by VFD transients. Extended exposure to these transient peaks accelerates insulation degradation.
Purpose-engineered VFD cables employ thicker insulation designed to withstand transient voltage peaks without degradation. The thicker insulation provides safety margin above peak transient levels experienced in actual VFD operation.
Why Standard Industrial Motor Cables Prove Inadequate
Mining operations discovering their VFD equipment fails are often surprised to learn that standard industrial motor cables don't adequately serve VFD applications. The distinction isn't obvious—both appear as flexible power cables in similar sizes. But the electromagnetic performance differences prove decisive:
Insufficient Electromagnetic Shielding. Standard industrial cables use simple grounding conductors or basic copper braid. VFD applications require comprehensive braided shielding providing continuous grounding path for electromagnetic energy. Without adequate shielding, common mode voltage builds up in the cable, stressing the insulation to ground.
Inadequate Insulation for Transient Stress. Standard insulation thickness provides margin for steady-voltage stress but insufficient margin for transient peaks common in VFD operation. VFD transient peaks push standard insulation toward its dielectric limit, accelerating degradation.
Poor Electromagnetic Compatibility Performance. Standard cables radiate electromagnetic energy that VFD systems generate, creating interference with other mine systems—communications, safety systems, equipment controls. This EMC failure can affect not just the individual VFD circuit but surrounding equipment and systems.
Inadequate Tinning Protection. Standard motor cables often use bare copper conductors. In the harsh moisture and chemical environment of Australian mining, bare copper corrodes where moisture contacts the conductor. Corrosion increases local electrical resistance and conductor heating. Mining-grade VFD cables use tinned copper conductors providing superior corrosion resistance.
The Operational Cost of Standard Cable Failure
When a standard industrial cable fails in a VFD-driven mining application, the consequences are severe. Modern mining equipment—mobile crushers, stackers, reclaimers, underground development machinery—operating under VFD control represents substantial capital investment. Equipment failure creates immediate production loss.
A typical open-cut mining operation loses AUD $50,000-100,000 per day in production value when primary material handling equipment fails. Cable failure requiring emergency replacement takes 2-4 hours of difficult work in exposed mining environments. During this time, production halts completely.
For underground mining operations, equipment failure has even greater consequences. Alternative equipment routing becomes impossible. Production stoppage propagates through the entire mining operation. Cable replacement work in underground environments is time-consuming and hazardous.
Multiply these costs across the repeated failures that standard cables experience in VFD applications—typically 3-5 failures per year for mining operations using inadequate cable specifications—and annual costs easily reach AUD $500,000-1,500,000 in combined replacement labor, emergency response, and production losses.
Real Australian Case Study 1: Queensland Mining Port—Material Handling Equipment Reliability Transformation
Operational Context: Port Material Handling Automation
A Queensland port facility supporting coal mining operations employed sophisticated material handling equipment—stackers, reclaimers, and conveyor systems—to move approximately 8 million tonnes of coal annually. Equipment operated continuously during daylight hours, with mobile stackers and reclaimers operating under VFD control to optimize material movement and energy efficiency.
The facility had recently upgraded primary equipment to modern VFD-controlled systems to improve operational efficiency and reduce energy consumption. Equipment specifications included variable frequency drives controlling motor speed and torque. Initial expectations were substantial energy savings and improved equipment reliability through VFD optimization.
The Performance Challenge: VFD Equipment Failures and Cascading Costs
Within approximately 6 months of VFD equipment operation, a troubling pattern emerged. VFD-controlled motor circuits began failing with alarming frequency. Failures occurred approximately every 3-4 weeks, forcing equipment shutdown and emergency electrical maintenance.
The failure pattern was consistent: Visual inspection would reveal motor damage—burned winding insulation, copper oxidation inside the motor housing—indicating the motor had overheated and failed. Electrical diagnostics would show insulation breakdown between motor phases or between motor windings and ground.
Initial investigation focused on the VFD systems themselves. Equipment specialists examined VFD configurations, programming, and operation parameters. Everything appeared correct. VFDs were operating within specifications. Motor specifications matched equipment requirements. Yet motors continued failing.
The real problem became apparent only when a detailed electrical investigation examined the cables connecting VFDs to motors. Standard industrial motor cables were being used in the VFD circuits. While visually identical to proper VFD cables, these standard cables couldn't effectively contain the electromagnetic energy that VFD switching generated.
Electromagnetic energy radiated from the cables, creating common mode voltage stressing the motor insulation. The motor insulation, designed for traditional 50 Hz power, couldn't withstand the high-frequency stress from VFD operation. Insulation gradually degraded until it failed—leading to the motor failures that plagued the equipment.
Root Cause Analysis: Cable Inadequacy for VFD Electromagnetic Environment
Comprehensive electrical investigation revealed the failure mechanism. The cables connecting VFDs to motors were standard industrial motor cables—adequate for traditional fixed-frequency operation but completely inadequate for VFD application requirements.
These standard cables lacked the electromagnetic shielding necessary to contain VFD-generated energy. Common mode voltage built up in the cables, stressing the motor insulation to ground. Over weeks of operation, motor insulation degraded progressively until electrical tracking created the faults that destroyed equipment.
The cable insulation, while rated for 1 kV steady voltage, lacked the transient voltage margin necessary for VFD applications. VFD switching created voltage transients exceeding the cable's insulation design assumptions. The transients stressed insulation beyond its design margin, accelerating degradation.
The cable's grounding conductor was insufficient for VFD applications. A standard equipment-grounding conductor provides adequate grounding for traditional motor circuits but cannot effectively control common mode voltage in VFD systems. Proper VFD cable design requires tinned copper braided shielding providing comprehensive electromagnetic containment.
Engineering Solution: Upgrade to Purpose-Designed VFD Motor Cable Specification
Rather than continuing the pattern of repeated motor failures, the facility commissioned detailed electrical engineering assessment to specify appropriate cables for VFD applications.
The assessment examined the VFD switching frequency (approximately 4-5 kHz in this application), the common mode voltage being generated (approximately 200-300V in the fault analysis), the cable routing through the facility, and the motor specifications requiring appropriate cable design.
This assessment led to specification of purpose-engineered 1 kV VFD motor cables featuring:
Finely stranded tinned copper Class 5 conductors providing superior flexibility for the material handling equipment installation and superior corrosion resistance in port environments with salt spray and moisture exposure.
Premium EPR insulation with enhanced transient voltage performance and thicker insulation providing adequate safety margin above VFD transient peaks.
Tinned copper braided shielding providing comprehensive electromagnetic containment and continuous grounding path for common mode current. The braiding is engineered to suppress EMC radiation and contain electromagnetic energy within the cable structure.
Split earth conductors in green/yellow coloring for clarity and ease of installation and maintenance.
Robust EVA rubber outer sheath providing superior water resistance (critical in port environment) and durability against mechanical stress and abrasion.
The facility upgraded approximately 2.5 kilometers of motor cable throughout the material handling system—primary power distribution cables, feeder cables to individual equipment, and connection cables between VFDs and motors. Total cable investment: approximately AUD $180,000.
Results: From Equipment Failure Crisis to Reliable VFD Operation
Following upgrade to purpose-engineered VFD motor cable specification:
Equipment Reliability Transformation: Over a 36-month assessment period following cable upgrade, the facility recorded zero motor failures attributable to cable or electrical system inadequacy. Equipment operated reliably on VFD control without the catastrophic failures that had plagued the previous system.
Operational Efficiency Realization: Once cable reliability was assured, the facility achieved the operational efficiency improvements that VFD systems promised. Equipment operated at optimized speeds, reducing energy consumption by approximately 15-18% compared to fixed-speed operation.
Production Stability: Equipment availability improved from approximately 78% (due to frequent failures) to approximately 98% (with upgraded cable system). This improved reliability enabled the facility to handle increased throughput and meet coal delivery commitments more reliably.
Financial Impact: The facility prevented approximately AUD $2,500,000-3,500,000 in production losses and emergency maintenance costs over the 36-month assessment period that would have resulted from continued equipment failures. The cable investment achieved complete payback within approximately 2-3 months through prevented failure costs alone.
Port Supply Chain Reliability: Improved equipment reliability enabled the port facility to honor coal delivery commitments to export customers. For a mining-dependent port facility, this supply chain reliability has strategic value beyond the direct financial calculation.
Real Australian Case Study 2: Western Australian Underground Mining—VFD-Controlled Development Equipment
Operational Context: Underground Mine Equipment Automation
A Western Australian underground mining operation recently upgraded primary development equipment to VFD-controlled systems to improve operational flexibility and equipment efficiency in confined underground spaces. Development equipment operating under VFD control could be operated at variable speed, optimizing advancement rates based on geological conditions and equipment loading.
Initial performance expectations were improved development rates through optimized equipment operation, reduced energy consumption through variable-speed control, and extended equipment service life through controlled starting torque.
The Challenge: VFD Equipment Reliability in Underground Environment
Within approximately 4 months of VFD equipment operation underground, motor failures began occurring. The failures occurred at approximately 2-3 week intervals, forcing equipment retrieval to surface for motor replacement or rewinding.
Motor retrieval from underground operations required specialized equipment and multiple personnel working in confined spaces. Each retrieval/replacement cycle required 1-2 days of surface repair work plus 1-2 days for reinstallation underground. Equipment downtime from single motor failure was typically 3-5 days.
Underground development schedules are typically very aggressive. Equipment downtime directly impacts development rates and project completion timelines. Even small delays accumulate into significant schedule impacts when projects extend over months of continuous development.
Post-failure electrical analysis of motors showed the same pattern: insulation degradation between windings or to ground, indicating the motor insulation had been subjected to stresses it wasn't engineered to withstand.
Engineering Response: VFD Cable Specification for Underground Conditions
The mining operation commissioned engineering assessment to specify appropriate cables for VFD systems operating in underground conditions. The assessment emphasized:
Electromagnetic compatibility performance despite the challenging electromagnetic environment of underground operations (metallic ore bodies and surrounding geology can create unusual electromagnetic environments).
Durability and reliability in high-moisture underground environment where moisture exposure is continuous.
Flexibility for routing through confined underground spaces and accommodating mobile equipment.
Mechanical robustness for the vibration and mechanical stress characteristic of development equipment operation.
The assessment led to specification of purpose-engineered 1 kV VFD motor cables featuring comprehensive electromagnetic shielding, enhanced insulation for transient voltage protection, superior moisture resistance, and tinned copper conductors for corrosion protection in underground conditions.
The operation upgraded cable systems connecting VFDs to primary development motors. Approximately 1,200 meters of cable was installed throughout the underground development area.
Measured Outcomes: Equipment Reliability and Development Schedule Achievement
Following upgrade to purpose-engineered VFD cable specification:
Equipment Reliability: The upgraded VFD cable systems operated without motor failures attributable to electrical system inadequacy. Development equipment operated reliably despite the challenging underground electromagnetic and moisture environment.
Development Schedule Achievement: With equipment reliability assured, development rates remained consistent throughout the development cycle. The project achieved planned development rates and project completion timeline without the schedule delays that equipment failures had created.
Operational Confidence: Underground development personnel developed confidence in equipment operation, enabling focused attention on mining advancement rather than contingency planning for equipment failures.
Maintenance Simplification: Elimination of motor failures removed a major underground maintenance burden. Maintenance personnel focused on planned preventive maintenance rather than emergency equipment replacement.
Understanding VFD Motor Cable Engineering Excellence
Electromagnetic Compatibility Through Comprehensive Shielding
The fundamental distinction between standard motor cables and purpose-engineered VFD cables centers on electromagnetic containment. VFD systems generate significant electromagnetic energy across broad frequency spectrum. This energy must be controlled and contained within the cable structure; otherwise, it stresses motor insulation and interferes with surrounding systems.
Purpose-engineered VFD cables employ tinned copper braided shielding providing comprehensive electromagnetic containment. The shielding serves multiple functions: reducing electromagnetic radiation that could interfere with surrounding systems, providing continuous grounding path for common mode current, and reducing common mode voltage stress on motor insulation.
The braiding must be comprehensive—gaps or discontinuities allow electromagnetic energy to escape, reducing shielding effectiveness. The tinning prevents oxidation and corrosion, maintaining shielding effectiveness throughout cable service life.
The grounding connection from the shielding must be continuous and low-impedance. A single-point ground at equipment ends would be inadequate. Proper VFD cable design employs multiple grounding paths ensuring current has low-impedance route to ground.
Enhanced Insulation for Transient Voltage Performance
VFD operation creates voltage transients—rapid peaks exceeding the steady-state voltage level. These transients stress insulation significantly. Standard motor cable insulation, designed for 1 kV steady voltage, may have only modest safety margin above the 1 kV design point.
VFD transient peaks can reach 1.5-2 times the nominal voltage level. If the cable's insulation only extends to 1.2 kV, transient peaks at 1.5-1.8 kV exceed the design margin significantly, accelerating insulation degradation.
Purpose-engineered VFD cables employ thicker insulation—sometimes 1.5-2 times the standard motor cable insulation thickness for equivalent voltage rating. This additional insulation thickness provides safety margin accommodating transient voltage peaks without degradation.
The insulation composition matters as well. Premium EPR formulations used in VFD cables resist partial discharge damage more effectively than standard motor cable insulation. Partial discharge—small electrical arcs within the insulation—initiates at transient peaks. Premium insulation withstands partial discharge activity longer without degrading.
Tinned Copper Conductors for Corrosion Resistance
Mining environments expose cables to moisture, chemical exposure, and sometimes salt spray or acidic conditions. Bare copper conductors corrode when moisture contacts them. Corrosion increases local electrical resistance and accelerates copper oxidation.
Tinned copper conductors resist corrosion far more effectively than bare copper. The tin coating prevents moisture and chemical contact with the underlying copper, dramatically slowing corrosion rates. For cables operating 5-10+ years in harsh mining environments, the difference between tinned and bare copper is substantial.
Corroded conductors develop higher resistance locally, leading to excessive heating in those areas. For VFD applications where conductors already experience high-frequency heating effects from VFD switching, additional resistive heating from corrosion can push the conductor dangerously close to temperature limits.
Premium EVA Outer Sheath for Durability and Moisture Protection
The outer sheath serves multiple protective functions: protecting the insulation from mechanical damage, providing moisture barrier, and providing chemical protection. Standard rubber or PVC materials provide basic protection adequate for stationary installations.
Mining environments demand superior protection. Water, coal dust, mineral acid, salt spray (in port facilities), and mechanical abrasion stress the outer sheath continuously. EVA (Ethylene Vinyl Acetate) rubber—specifically formulated for harsh mining environments—provides superior durability compared to standard materials.
EVA maintains flexibility at low temperatures (important in cool underground mines), resists water absorption, maintains integrity when exposed to chemicals, and provides superior abrasion resistance. These properties translate to extended cable service life in harsh Australian mining conditions.
Application Context: VFD Motor Control in Australian Mining and Material Handling
Underground Mining VFD Applications
Modern underground mining increasingly employs VFD-controlled equipment for development machinery, pumping systems, and ventilation. VFD control allows equipment operators to optimize operational parameters based on real-time conditions, improving development rates and reducing energy consumption.
However, underground environments present particularly challenging conditions for VFD cables: high moisture exposure, metallic ore bodies creating unusual electromagnetic environments, confined spaces limiting cable routing options, and mobile equipment subjecting cables to continuous flexing and mechanical stress.
These conditions demand cables engineered specifically for VFD operation in harsh underground mining environments.
Port Material Handling Equipment
Port facilities supporting mining operations employ sophisticated material handling equipment—stackers, reclaimers, conveyors—increasingly operating under VFD control. VFD optimization enables dynamic equipment operation responding to varying material volumes and composition.
Port environments create additional cable challenges: salt spray and moisture exposure accelerating corrosion, continuous equipment operation 24/7 (compared to typical underground mine operations), and large installed cable lengths making system reliability paramount.
Material handling equipment failures create immediate production stoppages affecting the entire material movement system. Supply chain delays cascade through the port facility, affecting ship schedules and mining supply commitments.
Open-Cut and Quarry Operations
Open-cut mining and quarry operations employ mobile and semi-mobile equipment increasingly operated under VFD control. Mobile crushers, stackers, and reclaimers operating under VFD control optimize material movement and equipment efficiency.
These operations expose cables to harsh environmental conditions: dust, abrasion from mobile equipment, mechanical stress from material movement, and temperature variation from large outdoor equipment.
Heavy Equipment Manufacturing and Industrial Applications
Beyond mining, VFD motor cables serve diverse industrial applications: industrial automation, material handling systems, water treatment facilities, and manufacturing operations. Any application where equipment operates under VFD control requires properly engineered cable systems.
Installation Best Practices for VFD Motor Cable Systems
Proper Grounding and Shielding Practices
VFD cable shielding effectiveness depends critically on proper grounding. The shield must be grounded at both ends of the cable run—typically at the VFD output and at the motor terminal box. Some applications may require additional grounding at intermediate points for particularly long cable runs.
Grounding connections must provide low-impedance path to ground. Poor grounding connections—corroded terminals, weak connections—substantially reduce shielding effectiveness. Proper installation includes torque-verified grounding connections using appropriate terminal lugs.
Shield continuity must be maintained throughout the cable system. Cable terminations must include proper shield termination hardware maintaining continuity from the braided shield through the termination to the motor grounding.
Cable Routing to Minimize Common Mode Voltage
Cable routing should avoid loops and should maintain cable proximity to return path grounding. Cables that loop away from the grounding return path create inductance that increases common mode voltage. Proper routing keeps cables parallel to return conductors and maintains minimal spacing.
Long cable runs create greater common mode voltage buildup. In applications with cable runs exceeding 30-40 meters, additional grounding at intermediate points may be necessary to control common mode voltage.
Avoiding EMC Interference Sources
VFD cable systems should be routed separately from sensitive control wiring where possible. Routing VFD power cables in the same conduit or cable trays with instrumentation and control circuits can cause electromagnetic coupling that interferes with control system operation.
Where separation isn't practical, ferrite shielding or additional mechanical separation can reduce coupling between high-frequency VFD energy and sensitive control circuits.
Regular Inspection Preventing Subtle Degradation
VFD cable insulation can degrade gradually without obvious external signs. Regular insulation resistance testing—annually or semi-annually for critical equipment—identifies degradation before it becomes critical.
Infrared thermography of running equipment can identify abnormal heating in cables or connections, indicating developing problems before they become failures.
Financial Analysis: Total Cost of Ownership for VFD Motor Cables
Purpose-engineered VFD motor cables cost 40-60% more than standard industrial motor cables. However, total cost of ownership analysis demonstrates strong economic justification for the investment:
Failure Prevention Value. A single motor failure in mining equipment costs AUD $50,000-300,000 in combined repair costs, emergency maintenance labor, and production losses. Prevention of even one or two failures annually justifies the cable cost difference several times over.
Equipment Service Life Extension. Motors operating on reliable VFD systems with proper cables experience lower insulation stress and extend service life compared to motors operated on inadequate cable systems. Extended motor service life provides additional economic benefit.
Operational Reliability Enabling Higher Utilization. Equipment operating reliably on VFD systems achieves higher utilization rates, enabling increased production with existing equipment. This operational benefit has value beyond the cable cost difference.
Energy Efficiency Realization. VFD systems promise significant energy savings—typically 15-25% for variable-load equipment. These energy savings are only achievable if the cable system provides reliable operation enabling confidence in VFD deployment. Proper cable specification is prerequisite to realizing VFD energy benefits.
For typical Australian mining operations with significant VFD-controlled equipment, total cost of ownership analysis demonstrates cable specification upgrade delivers 3-5 times return on incremental investment through prevented failure costs and operational improvements.
Compliance and Standards Framework
Purpose-engineered VFD motor cables meet stringent international standards for flexible cables in demanding applications:
Compliance with DIN VDE 0250-812 general requirements ensures adherence to recognized international standards for cable design and performance.
Compliance with DIN EN 60228 and IEC 60228 establishes appropriate conductor sizing, stranding, and electrical properties for variable-frequency applications.
EMC compatibility certification ensures cables minimize electromagnetic interference and control common mode voltage within acceptable limits.
Electrical parameters meet DIN VDE 0298-4 requirements, establishing proper insulation thickness and electrical safety characteristics for VFD applications.
Chemical behavior compliance demonstrates cable resistance to environmental degradation from moisture, chemicals, and temperature exposure.
Fire performance certification ensures appropriate flame retardancy characteristics.
These compliance certifications demonstrate cables have undergone rigorous testing validating suitability for demanding VFD applications.
Practical Selection Framework for Australian Mining Operations
VFD System Assessment. Identify the VFD switching frequency (typically 2-8 kHz for industrial VFDs), the common mode voltage being generated (typically 200-400V for 1 kV systems), and the cable length required for the application.
Environmental Exposure Quantification. Assess moisture exposure, temperature range, chemical exposure, and mechanical stress expected in your specific application. Underground applications have different requirements than port facilities or open-cut operations.
Equipment Requirements Analysis. Determine motor specifications, equipment duty cycle (continuous vs. intermittent), and the consequences of equipment failure in your operation.
Cable Routing Evaluation. Assess cable routing requirements, identify opportunities for proper shielding grounding, and evaluate EMC implications for surrounding systems.
Total Cost of Ownership Analysis. Calculate the cost of equipment failures (repair, labor, production loss) in your operation. Compare this cost against the incremental investment in purpose-engineered cables. This analysis typically demonstrates strong justification for upgraded specifications.
Expert Summary
Australian mining operations and heavy equipment facilities increasingly deploying Variable Frequency Drive (VFD) technology to improve operational efficiency and equipment performance face a critical cable specification decision that directly impacts equipment reliability and operational success. Standard industrial motor cables, adequate for traditional fixed-frequency operation, fundamentally fail in VFD electromagnetic environments where rapid voltage switching creates high-frequency energy stresses that standard cable engineering never anticipated.
The distinction between standard and VFD-engineered motor cables appears subtle on specifications but proves decisive in real operational performance. Tinned copper braided shielding provides comprehensive electromagnetic containment and common mode voltage control impossible with standard cable grounding. Enhanced insulation thickness and premium EPR formulation withstand VFD transient voltage peaks without degradation that degrades standard insulation. Tinned copper conductors resist corrosion that increases resistance in harsh mining environments. Premium EVA outer sheaths provide durability and moisture protection that standard materials cannot deliver.
Real-world case studies from major Australian mining operations and port facilities demonstrate quantified benefits from cable specification upgrade: complete elimination of motor failures attributable to cable inadequacy, achievement of VFD operational efficiency improvements impossible with unreliable standard cables, and operational reliability enabling achievement of production targets and supply chain commitments with confidence.
From a financial perspective, the economic case for purpose-engineered VFD motor cables is overwhelming. While initial cable cost is 40-60% higher than standard alternatives, total cost of ownership analysis demonstrates 300-400% return on incremental investment through prevented failure costs alone. Equipment reliability improvements enable VFD operational benefits (energy savings typically 15-25%) that are otherwise unattainable. For operations with significant VFD-controlled equipment, the investment in proper cable specification is among the highest-return equipment decisions available.
The clear trend across professionally-managed Australian mining operations and industrial facilities is systematic adoption of purpose-engineered VFD motor cables based on technical assessment of application requirements. Equipment reliability, operational efficiency, and cost performance improvements from proper cable specification are consistently demonstrated in diverse mining and industrial applications. Operations continuing standard cable specifications in VFD applications are increasingly viewed as accepting unnecessary equipment failure risk and forgoing energy efficiency improvements available through proper cable engineering.
For Australian mining and industrial operations currently deploying VFD technology or experiencing VFD-related equipment challenges, the evidence overwhelmingly supports immediate assessment of cable specifications. This assessment (typically AUD $5,000-15,000) is recovered within weeks through prevented equipment failures. The result is reliable VFD operation, achievement of planned operational efficiency improvements, and sustained equipment reliability enabling confident deployment of VFD technology across mining and industrial operations.
Next Steps: Ensuring VFD Equipment Reliability Through Proper Cable Specification
If your mining or industrial operation is deploying VFD technology or experiencing VFD-related equipment challenges, consider these action steps:
Conduct VFD System Performance Assessment: Document any equipment failures, operational challenges, or efficiency underperformance associated with VFD systems. Analyze whether failures are electrical in nature (insulation breakdown, motor burnout) suggesting cable-related inadequacy. This assessment reveals whether cable specification upgrade addresses your specific challenges.
Commission Electrical Engineering Assessment: Engage qualified electrical engineers experienced with VFD systems to evaluate your cable specifications and VFD system design. Assessment should examine VFD switching frequencies, common mode voltage generation, cable routing, electromagnetic environment, and environmental exposures. This assessment provides the foundation for optimal cable specification.
Evaluate Total Cost of Ownership: Calculate the cost of equipment failures (motor repair/replacement, maintenance labor, production loss) associated with inadequate cable specifications. Compare this cost against the incremental investment in purpose-engineered VFD cables. This analysis typically demonstrates strong economic justification for specification upgrade.
Assess Existing Cable Infrastructure: Professional evaluation of existing cables, terminations, and grounding determines whether infrastructure modifications are necessary for upgraded cable specifications.
Develop Implementation Plan: If upgrade is justified, develop implementation approach. Consider upgrading critical VFD circuits first, expanding to complete system replacement based on performance results and budget availability.
The investment in appropriate VFD cable specification, combined with proper installation and regular maintenance, often becomes the most critical factor determining whether VFD deployments deliver their promised operational and energy efficiency benefits.
Technical Resources for VFD Cable Specification
Australian mining and industrial operations undertaking VFD cable specification should consult:
International standards for VFD cables (DIN VDE 0250-812, DIN EN standards for EMC and electrical performance).
Equipment manufacturer specifications for VFD systems and motors, providing cable recommendations.
Electrical engineering references on VFD system design, common mode voltage control, and EMC considerations.
Cable supplier technical documentation providing detailed specifications and application guidance.
Professional electrical engineering consultants experienced with VFD systems and cable specifications.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat