
SHD-PCG Three-Conductor Round Portable Power Cable 5kV: The Professional's Choice for Longwall Mining Operations
Professional-grade SHD-PCG three-conductor portable power cable 5kV with tinned copper conductors and reinforced CPE jacket. Mining equipment certified.
hongjing.Wang@Feichun
11/17/202513 min read
When it comes to powering critical underground mining equipment, reliability and durability are non-negotiable. The SHD-PCG three-conductor round portable power cable represents the pinnacle of engineering excellence in heavy-duty mining cable design. Specifically engineered for longwall shearers and demanding underground coal mining applications, this 5kV three-conductor portable power cable for longwall shearers delivers uncompromising performance where power interruption simply isn't an option.
Built to exceed international standards including ICEA S-75-381, NEMA WC 58, and CAN/CSA C22.2 No. 96, the SHD-PCG cable provides mine operators with a proven solution that combines advanced EPR insulation technology with reinforced CPE jacket protection. This article explores the comprehensive technical specifications, application scenarios, and solutions to common challenges faced in the field.
Understanding the SHD-PCG Cable: Purpose-Built for Mining Excellence
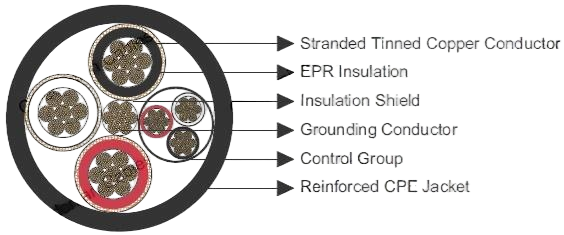
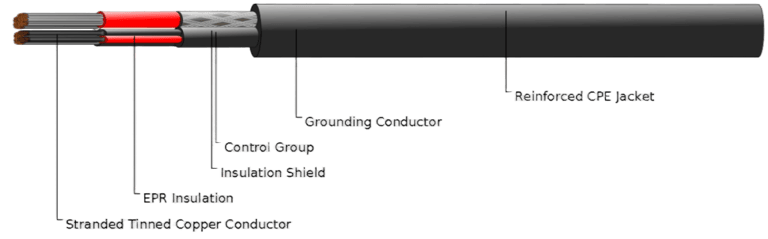
The Type SHD-PCG designation refers to a heavy-duty mining cable specifically designed for portable power applications in underground environments. Unlike standard industrial cables, this three-conductor portable power cable incorporates triple-shielded power conductors, dedicated control circuits, and a central grounding conductor—all within a single robust assembly. This integrated design eliminates the need for multiple cable runs, simplifying installation and reducing potential failure points in mission-critical mining operations.
At its core, the SHD-PCG cable serves as the electrical lifeline for longwall shearers, the massive cutting machines that extract coal from underground seams. These shearers operate continuously in some of the most challenging environments imaginable: underground chambers filled with coal dust, moisture, and mechanical stress. The cable must deliver reliable three-phase power while maintaining signal integrity for control circuits and providing essential grounding protection.


Primary Applications in Modern Mining Operations
Longwall Shearer Power Distribution
The primary application for the longwall shearer three-conductor power cable is powering the cutting drums and drive systems of longwall shearers. These machines require consistent 5kV three-phase power to operate their massive electric motors, which can exceed several hundred horsepower. The SHD-PCG cable's construction ensures stable power delivery even as the shearer moves back and forth along the coal face, flexing and coiling repeatedly throughout each shift.
In underground coal mining operations, longwall mining represents one of the most efficient extraction methods available. A typical longwall panel may extend 1,000 feet wide and several miles long. The shearer traverses this width continuously, cutting coal from the face while automated roof supports advance behind it. Throughout this process, the portable power cable 5kV must maintain flexibility, resist abrasion from coal and rock particles, and withstand the constant mechanical stress of movement and coiling.
Continuous Mining Equipment Support
Beyond longwall shearers, this 5kV portable mining equipment cable finds application in continuous miners, shuttle cars, and other mobile underground equipment requiring high-voltage power. The cable's portability allows it to be repositioned as mining operations advance into new areas, providing the flexibility modern mining operations demand. Control conductors within the cable simultaneously transmit signals for equipment monitoring, safety systems, and operational control—eliminating the need for separate control cable runs.
Three-Phase Power Transmission in Harsh Environments
Underground mining presents extraordinary challenges for electrical systems. Humidity levels can reach saturation, temperatures fluctuate significantly, and abrasive coal dust penetrates every crevice. The professional-grade portable power cable manufacturer must account for these conditions in every design decision. The SHD-PCG cable's construction addresses each challenge through material selection, conductor shielding, and jacket reinforcement designed specifically for these demanding applications.
Technical Construction: Engineering Excellence in Every Layer
Advanced Conductor System
At the heart of the SHD-PCG cable lies its sophisticated conductor system. The tinned copper three-conductor portable cable construction begins with stranded annealed copper conductors that provide optimal flexibility while maintaining excellent electrical conductivity. The stranding design allows the cable to flex repeatedly without conductor fatigue or breakage—critical for portable applications where the cable undergoes constant movement.
The tinning process applies a thin layer of tin to each copper conductor strand. This seemingly simple treatment provides profound benefits in mining environments. Tinned copper resists oxidation far better than bare copper, particularly in the humid underground atmosphere. This corrosion resistance ensures consistent electrical performance throughout the cable's operational life and facilitates reliable termination connections that won't degrade over time.
The cable incorporates three shielded power conductors color-coded black, white, and red for phase identification. Each power conductor features an insulation shield constructed from tinned copper and textile braid. This shielding serves multiple critical functions: it maintains uniform electrical stress distribution within the insulation, provides mechanical protection for the insulation layer, and minimizes electromagnetic interference that could affect control circuits or communication systems.
Three additional unshielded control conductors run parallel to the power conductors. These control circuits transmit low-voltage signals for equipment monitoring, safety interlocks, and operational control without interference from the high-voltage power circuits. A central grounding conductor, also constructed from stranded tinned copper, provides essential protective grounding throughout the cable length.
EPR Insulation: Superior Performance Under Pressure
The selection of heavy-duty EPR insulation power cable mining applications reflects careful consideration of the unique demands placed on underground mining equipment. Ethylene Propylene Rubber (EPR) insulation offers an exceptional combination of properties that make it ideal for this service:
Thermal Performance: EPR maintains its electrical and mechanical properties across a wide temperature range. The SHD-PCG cable rates for continuous operation at conductor temperatures up to 90°C, with excellent performance retention even during transient overload conditions. This thermal stability ensures reliable operation regardless of ambient underground temperatures or loading variations.
Flexibility and Resilience: Unlike rigid insulation materials, EPR remains flexible even at lower temperatures, crucial for cables that must be handled and repositioned regularly. The material's elastomeric nature allows it to withstand repeated flexing and bending without cracking or compromising insulation integrity. This flexibility contributes significantly to the cable's long service life in portable applications.
Electrical Properties: EPR provides excellent dielectric strength and low dissipation factor, minimizing power losses within the insulation system. Its resistance to electrical treeing—a common failure mechanism in high-voltage cables—ensures reliable long-term performance. The material's stability under electrical stress maintains insulation integrity throughout the cable's operational life.
Chemical and Moisture Resistance: Underground mining environments expose cables to moisture, oils, lubricants, and various chemicals. EPR demonstrates superior resistance to these contaminants, maintaining its insulation properties even with prolonged exposure. This chemical stability protects the critical insulation barrier that prevents electrical faults and ensures personnel safety.
Reinforced CPE Jacket: Armor for Extreme Conditions
The outer protection of this chlorinated polyethylene jacketed power cable represents the first line of defense against the hostile underground environment. The reinforced extra-heavy-duty CPE jacket mining power cable construction provides multiple layers of protection:
Chlorinated Polyethylene (CPE) offers outstanding abrasion resistance, essential for cables repeatedly dragged across mine floors, around machinery, and through confined spaces. The material's toughness resists cutting and gouging from sharp rock edges and equipment surfaces. This mechanical protection prevents damage to inner cable components that could lead to electrical failure.
CPE's chemical resistance protects against the diverse contaminants encountered in mining operations: hydraulic fluids, lubricating oils, diesel fuel, and various cleaning chemicals. The jacket maintains its integrity despite continuous exposure to these substances, preventing degradation that could expose inner cable layers to environmental damage.
The black jacket color serves practical purposes beyond aesthetics. The dark color improves visibility against mine floor surfaces, reducing tripping hazards and making the cable easier to locate and manage. Additionally, if the cable must be stored outside temporarily, the black pigmentation provides UV resistance.
For the most demanding applications, the reinforced CPE jacket mining power cable can be specified with a two-layer jacket configuration incorporating reinforcing fiber between layers. This construction further enhances mechanical strength and tear resistance, particularly valuable for cables subjected to extreme pulling forces or abrasive conditions.
Compliance with International Safety Standards
The ICEA S-75-381 compliant portable power cable designation signifies adherence to rigorous industry standards developed specifically for mining cable applications. The Insulated Cable Engineers Association (ICEA) Standard S-75-381 establishes comprehensive requirements for portable and temporary power cables used in mines, ensuring consistent quality and safety across the industry.
NEMA WC 58 compliance provides additional assurance of proper construction and performance. The National Electrical Manufacturers Association standards address design specifications, testing protocols, and quality control measures that manufacturers must implement. This standardization ensures that cables from different manufacturers meeting these specifications will perform similarly and can be specified with confidence.
Material specifications referenced in the cable construction include ASTM B 172 for copper wire and ASTM B 33 for tinned copper wire. These American Society for Testing and Materials standards specify conductor material purity, physical properties, and manufacturing requirements. Compliance with these material standards ensures the conductors will provide expected electrical performance and mechanical properties.
For operations in Canada or those preferring Canadian standards, CAN/CSA C22.2 No. 96 certification provides equivalent assurance of proper design and construction. This harmonization of international standards facilitates equipment specification across different jurisdictions and ensures consistent safety levels worldwide.


Mechanical Properties and Installation Considerations
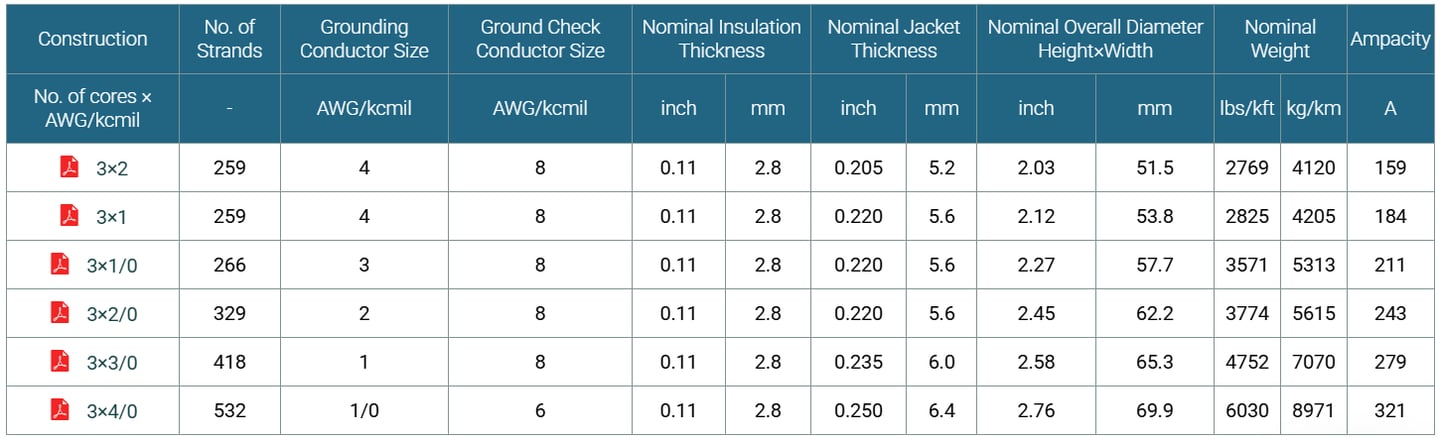
Understanding the mechanical characteristics of the 5kV power cable proves essential for proper installation and long service life. The minimum bending radius specification of 6 times the cable's outer diameter (6×OD) reflects the physical limitations of the cable's construction. Bending the cable tighter than this minimum radius can damage internal components, particularly the conductor insulation shields and the carefully arranged conductor configuration.
During installation on longwall shearers, technicians must ensure adequate cable management systems that maintain proper bend radii even as the shearer moves and the cable flexes. Cable trays, guide rollers, and festoon systems should be designed with the minimum bending radius in mind. Sharp edges on cable support structures must be avoided or protected with radius fillers to prevent localized bending that exceeds specifications.
The cable's flexibility facilitates installation in confined underground spaces where rigid conduit systems would be impractical. However, this flexibility must be balanced against proper support. Unsupported cable spans should be limited to prevent excessive sagging that could create tripping hazards or expose the cable to damage from mobile equipment.
Temperature considerations affect both installation and operation. While the conductor's maximum operating temperature reaches 90°C, ambient underground temperatures typically remain relatively moderate. However, during storage before installation, cables may be exposed to surface temperatures ranging from winter cold to summer heat. The cable should be allowed to equilibrate to installation temperature before being uncoiled and installed to prevent excessive stiffness or damage.
Customization Options for Specific Applications
While the standard SHD-PCG three-conductor round portable power cable configuration serves most longwall mining applications admirably, alternative specifications can be provided for unique requirements. Understanding these options helps mining engineers specify the optimal cable for their specific conditions.
Alternative Jacket Materials
CSP (Chlorosulfonated Polyethylene) jacket represents an alternative to standard CPE that offers enhanced ozone resistance and improved performance at temperature extremes. For mines in particularly hot climates or applications involving exposure to ozone-generating equipment, CSP provides additional protection margin.
PCP (Plasticized Polyester Composite) jacket materials offer excellent abrasion resistance combined with superior flexibility at low temperatures. This combination proves valuable in mines where cables may be stored in unheated surface facilities during winter months before being deployed underground.
Nitrile (NBR) jacket construction provides the ultimate in oil and petroleum resistance. For applications where the cable will be exposed to concentrated hydraulic oils or diesel fuel, nitrile jacketing prevents the degradation that could occur with other materials.
PVC (Polyvinyl Chloride) jacketing represents a cost-effective alternative for applications where chemical exposure is limited and economic considerations are paramount. While not as rugged as CPE, high-grade PVC compounds can provide acceptable service life in less demanding portable power applications.
Enhanced Protection Configurations
The two-layer jacket configuration with reinforcing fiber between layers transforms the cable into a premium product suitable for the most abrasive conditions. The inner jacket layer provides chemical resistance and environmental protection, while the reinforcing fiber adds tear resistance and mechanical strength. The outer jacket layer then provides additional abrasion protection and environmental sealing. This construction significantly extends cable life in applications involving repeated dragging across rough surfaces or exposure to sharp objects.


Common Cable Problems and Professional Solutions
Issue: Premature Jacket Wear and Abrasion
Problem Description: Mining operators occasionally observe excessive jacket wear, particularly at points where the cable contacts sharp edges or repeatedly flexes over equipment surfaces. This wear can expose inner cable components to environmental contamination, potentially leading to insulation damage and electrical failure.
Root Causes: Inadequate protection at flex points, sharp edges on cable support structures, insufficient cable management, or cable specification inappropriate for the severity of service conditions.
Professional Solutions:
Install radius sleeves or protective wraps at known flex points and high-wear areas
Inspect all cable support structures and dress sharp edges with radius fillers or protective coating
Evaluate cable routing to minimize unnecessary dragging across abrasive surfaces
Consider upgrading to the two-layer reinforced jacket configuration for particularly severe conditions
Implement regular inspection schedules to identify developing wear patterns before they become critical
Ensure the minimum bending radius is maintained throughout the cable run, as excessive bending stresses the jacket
Issue: Control Conductor Signal Degradation
Problem Description: Operators notice intermittent control signal problems or unreliable equipment responses, even though power delivery remains stable. Control systems may show erratic behavior or fail to respond to commands consistently.
Root Causes: Electromagnetic interference from power conductors affecting control circuits, damaged control conductor insulation allowing signal leakage, moisture ingress affecting control circuits, or improper termination of control conductors creating signal reflection or noise susceptibility.
Professional Solutions:
Verify proper grounding of the cable's central ground conductor to minimize interference
Inspect termination points for moisture ingress and ensure proper environmental sealing
Check control conductor terminations for proper technique and connection integrity
Verify that shielded power conductors are properly grounded at appropriate points
Consider installing ferrite cores or additional filtering on control circuits if electromagnetic interference persists
Replace cable sections where control conductor insulation has been compromised
Ensure control circuit wiring follows best practices for separation from power circuits at termination boxes
Issue: Conductor Overheating During Operation
Problem Description: Temperature monitoring indicates conductor temperatures approaching or exceeding the 90°C maximum rating, potentially reducing insulation life or causing premature failure.
Root Causes: Undersized cable for actual load requirements, poor connections at termination points creating resistive heating, operation in ambient temperatures higher than design specifications, or insulation damage reducing thermal dissipation capability.
Professional Solutions:
Verify actual load requirements against cable ampacity ratings, accounting for ambient temperature and installation conditions
Inspect all termination points using thermal imaging to identify high-resistance connections
Clean and re-torque all termination lugs according to manufacturer specifications
Ensure adequate ventilation around cable routes to facilitate heat dissipation
Monitor loading patterns to identify whether overheating occurs during peak demand or is continuous
If undersized for actual service, plan systematic replacement with appropriate larger conductor size
Review whether multiple parallel cable runs might be necessary for the application
Issue: Insulation Degradation and Electrical Faults
Problem Description: Insulation resistance testing shows declining values over time, or ground fault incidents occur with increasing frequency. These issues threaten personnel safety and equipment reliability.
Root Causes: Moisture ingress through damaged jacket or terminations, chemical attack on insulation from incompatible fluids, electrical treeing from voltage stress concentrations, or mechanical damage to insulation from excessive bending or impact.
Professional Solutions:
Implement regular insulation resistance testing on a scheduled basis to identify degradation trends before failures occur
Thoroughly inspect jacket condition along the entire cable length, paying particular attention to flex points
Verify proper installation and sealing of all termination enclosures
Review chemical exposure history and verify compatibility with EPR insulation and CPE jacket
Ensure cable storage and handling procedures prevent mechanical damage before installation
Replace cable sections showing significant insulation resistance decline
Consider installing additional mechanical protection in high-risk areas
Review installation practices to ensure minimum bending radius is consistently maintained
Issue: Connector and Termination Failures
Problem Description: Connection points show signs of overheating, corrosion, or mechanical failure. These problems create dangerous conditions and interrupt production.
Root Causes: Improper termination technique, use of incompatible connector types, inadequate environmental sealing at termination points, vibration loosening connections, or incorrect torque application.
Professional Solutions:
Ensure all termination work is performed by qualified electricians trained in high-voltage mining cable installation
Use only connectors and termination hardware specifically rated for 5kV mining applications
Follow manufacturer torque specifications precisely when installing compression lugs
Apply appropriate anti-oxidant compounds to tinned copper conductors before termination
Verify proper environmental sealing of all junction boxes and termination enclosures
Implement regular inspection and re-torquing schedules for termination points
Consider using termination systems specifically designed for portable mining cable applications
Document termination procedures and train all personnel on proper techniques
Issue: Cable Coiling and Storage Damage
Problem Description: Cables develop "memory" from improper storage, making installation difficult, or show signs of damage when removed from storage. Kinks or permanent bends compromise performance.
Root Causes: Storage in coils with diameter smaller than minimum bending radius, storage at temperature extremes, storage with tension on the coiled cable, or storage duration exceeding recommended limits without periodic rotation.
Professional Solutions:
Store cables on reels with diameter at least 12 times the cable outer diameter (twice the minimum bending radius)
Maintain storage facilities at moderate temperatures between 0°C and 35°C
Store cables horizontally to prevent compression of lower coil layers
Rotate stored cables quarterly to prevent permanent set if storage extends beyond six months
Allow cables to reach ambient temperature before uncoiling and installation
Never store cables with external tension or weights resting on coiled sections
Mark cables with installation dates and implement first-in-first-out inventory management
Inspect cables immediately after receiving shipment and document any shipping damage


Long-Term Value and Operational Benefits
Investing in professional-grade portable power cable manufacturer products like the SHD-PCG cable delivers substantial returns over the equipment's operational life. While initial costs may exceed basic cable alternatives, the total cost of ownership proves significantly lower when accounting for extended service life, reduced maintenance requirements, and minimized downtime.
The superior reliability of properly specified and maintained mining cables prevents the costly production interruptions that occur when cable failures force equipment shutdown. In longwall mining operations where daily production values can reach hundreds of thousands of dollars, even a single avoided downtime event justifies the investment in quality cable.
The cable's compliance with international standards facilitates equipment specification across multiple mining operations and jurisdictions. Standardization simplifies maintenance planning, spare parts inventory, and personnel training—reducing overall operational complexity.
Conclusion: Powering the Future of Mining Operations
The longwall shearer cable represents far more than a commodity electrical product. It embodies decades of engineering development specifically focused on the unique demands of underground coal mining. Every aspect of its construction—from tinned copper conductors to reinforced CPE jacket—reflects careful consideration of the harsh conditions and critical reliability requirements of mining applications.
For mining engineers and operations managers specifying electrical systems for longwall operations, the SHD-PCG three-conductor portable power cable 5kV provides a proven solution backed by rigorous testing and real-world performance in the world's most demanding mining operations. Its combination of electrical performance, mechanical durability, and safety compliance makes it the professional's choice for powering the equipment that drives modern mining productivity.
By understanding the cable's technical specifications, proper installation requirements, and solutions to common operational challenges, mining operations can maximize the return on their electrical infrastructure investment while ensuring the safety and reliability that underground operations demand. The result is efficient, profitable mining operations powered by electrical systems worthy of the industry's trust.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat