TROMMELFLEX-M-PUR Braided D2X11Y 1 KV Cable: Ultimate Guide for Australian Underground Mining Operations
Discover TROMMELFLEX-M-PUR Braided D2X11Y 1KV—the halogen-free PUR reeling cable engineered for extreme underground mining conditions. Superior abrasion resistance, 100 m/min speed rating, and Aramid reinforcement for Australian coal and hard-rock mines.
hongjing.Wang@Feichun
5/12/202620 min read
Introduction: Why Cable Selection Is Critical in Modern Australian Mining
Underground mining in Australia has transformed dramatically over the past decade. Equipment operates faster, deeper, and under more demanding conditions than ever before. Modern load-haul-dump machines are engineered to move ore at speeds that would have seemed impossible a generation ago. Development drilling requires precision and reliability that depends on every component—including cables—performing at peak efficiency.
Yet cable failures remain one of the most frustrating, avoidable causes of downtime in Australian underground operations. When a cable fails during a critical production shift, the consequences ripple across the entire operation: equipment sits idle, crews stand around waiting for replacements, scheduled blasting delays, and the pressure mounts as production deadlines slip.
The solution isn't simply choosing the cheapest cable available. It's selecting equipment engineered specifically for the conditions your operation faces. This is where understanding the capabilities of purpose-built mining cables becomes essential.
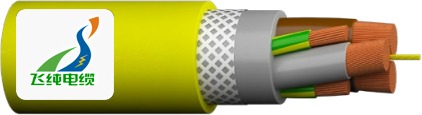
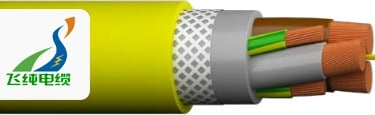
The TROMMELFLEX-M-PUR Braided D2X11Y 1 KV cable represents a significant advancement in underground mining power distribution technology. Unlike general-purpose industrial cables, this design incorporates features that directly address the challenges unique to Australian underground mining environments: intense mechanical stress, constant abrasion, high-speed reeling operations, and exposure to moisture and chemical hazards.
This comprehensive guide explores why this cable has become the preferred choice for leading Australian mining operations, and how its distinctive features translate to real-world advantages in the field.


Understanding the Australian Underground Mining Challenge
Before diving into cable specifications, it's worth understanding what makes underground mining environments so demanding for electrical equipment.
Underground mining is fundamentally different from surface operations. The confined spaces create unique challenges: cables cannot simply be routed along convenient paths. They must navigate tight turns, cross over sharp rock edges, and operate in roadways where they're constantly exposed to contact with equipment, ore buckets, and geological features. The moisture environment is typically higher than surface operations, with humidity levels that never drop below 60-70 percent even in the driest mines.
The mechanical stress on cables is extraordinary. A drilling rig pulling cable at high speed while maneuvering in a narrow development drive creates forces that test cable design to the limit. Load-haul-dump machines performing short-haul cycles in tight headings reel cables thousands of times per week. Over months of operation, this repeated flexing, twisting, and abrasion creates conditions that would destroy inadequately-designed cables within weeks.
Australian mining geology adds another dimension. The sharp, jagged rock formations in our goldfields, the hard quartzite in our iron ore mines, and the variable rock types in Queensland's coal seams all create extremely abrasive environments. Cables that might perform adequately in softer geological conditions fail rapidly when exposed to Australian mining rock.
Weather adds complexity in some regions. Tropical mining operations in Far North Queensland experience temperature swings and humidity levels that stress cable materials. Arid operations in Western Australia face intense heat at the surface that extends partway into underground workings. These temperature variations create mechanical stress as materials expand and contract.
Regulatory environment has tightened substantially. Modern Australian mining operations increasingly require halogen-free cables for safety reasons. Regulatory bodies recognise that in the event of fire or extreme heat, halogen-free materials produce significantly less toxic smoke and fewer hazardous gases. In the confined space of an underground mine, this difference can literally determine survival outcomes.
Introducing Braided Reinforcement: A Game-Changer for High-Speed Operations
The distinguishing feature of the braided version of this cable is the synthetic mesh reinforcement integrated into the cable structure. This isn't merely an aesthetic feature or marketing addition. The braiding serves a critical engineering function: it dramatically improves torsional stability and provides additional mechanical protection during high-speed reeling operations.
Torsional stress is one of the most underestimated killers of mining cables. As equipment maneuvers underground, cables twist and rotate. On reeling systems, cables wind and unwind under tension. These rotational forces create internal mechanical stress that's invisible from outside but progressively degrades the cable's internal structure. Cables without adequate torsional resistance develop internal damage that eventually manifests as sudden, catastrophic failures.
The braided design distributes this torsional stress more evenly across the cable's cross-section. Instead of concentrated stress creating weak points, the stress is shared across the entire structure. This engineering approach allows the cable to achieve a torsional stress rating of ±50 degrees per metre—substantially higher than non-braided designs.
This matters profoundly in real-world operations. Consider a drilling rig making a sharp turn in a narrow drive. The cable must navigate the turn while feeding power to the equipment. Without adequate torsional design, the cable develops internal stress. With proper torsional design, the cable flexes smoothly, stresses are distributed, and longevity is maintained.
The braiding also provides additional mechanical protection against impact damage. In underground environments where cables are constantly exposed to contact with rock, equipment, and ore, this additional protective layer extends service life significantly. Operators report that cables with braiding survive casual impacts that would damage non-braided designs.
The Polyurethane Sheath: Superior to Traditional Rubber in Every Meaningful Way
Understanding why polyurethane has become the material of choice for serious mining cables requires examining the specific performance characteristics that matter in underground environments.
Traditional rubber-based sheaths—typically PVC or neoprene compounds—offer basic protection but suffer significant limitations in mining environments. When exposed to the abrasive contact with rock, sharp equipment edges, and the mechanical stress of constant movement, rubber sheaths degrade relatively quickly. The material becomes brittle, cracks develop, and moisture begins penetrating the cable's interior layers.
Polyurethane, by contrast, maintains its mechanical properties through much more severe abuse. The material is inherently more resistant to abrasion. When a polyurethane-sheathed cable drags across sharp rock, the sheath resists tearing better than rubber compounds. Laboratory testing shows that polyurethane cables can withstand contact with sharp edges under load conditions that would damage rubber sheaths within a few cycles.
The flexibility characteristics are equally important. Many operators assume all cable materials are equally flexible. In reality, rubber compounds can become brittle at lower temperatures, particularly in winter underground operations or in mines with cool ventilation systems. Polyurethane maintains flexibility across a wider temperature range—from negative 30 degrees Celsius during flexible operation to positive 80 degrees in ventilated working areas.
This temperature resilience matters more than many operators realise. Cables that become brittle in cool conditions are prone to cracking when bent or moved. Cracks in the outer sheath are the entry point for moisture, leading to internal degradation. Polyurethane's superior flexibility eliminates this failure mode entirely.
Chemical resistance is another significant advantage. Underground environments expose cables to diesel fuel spills, hydraulic fluid leaks, oils from reeling systems, and occasional contact with chemical additives used in blasting or ventilation. Polyurethane resists these chemicals better than traditional rubber compounds. This chemical resistance extends service life in mines where traditional materials would degrade rapidly.
The halogen-free formulation of the polyurethane used in this cable adds another layer of importance. Halogen-free means the material produces minimal toxic gases if exposed to fire or extreme heat. In underground mining, where escape routes can be limited and ventilation systems can be overwhelmed by smoke, this feature addresses genuine safety concerns.
Real-World Application: Queensland Coal Mine LHD Fleet
Let's examine a concrete example from a Queensland underground coal operation in the Bowen Basin. This mine operates an extensive fleet of modern LHD machines in multiple seams, with equipment operating in shifts around the clock during peak production periods.
The operation had been using standard rubber-sheathed low-voltage cables for several years. While performance was acceptable, the maintenance team noticed a concerning pattern: cables were failing at unpredictable intervals, sometimes after just 12-18 months of operation. The failures weren't catastrophic ruptures—instead, cables developed multiple small fractures in the outer sheath, leading to moisture penetration and eventual short circuits.
The maintenance superintendent estimated that unplanned cable replacements were consuming approximately 80-100 hours of labour monthly across the fleet. Beyond labour costs, each replacement required equipment downtime, which disrupted production scheduling and created bottlenecks in ore movement.
The operation switched to braided polyurethane cables engineered specifically for high-speed reeling. The improvement was dramatic. Over a 24-month operational period, the mine documented zero unplanned cable failures in the new installation. Cables that had previously required replacement every 14-16 months survived well past 30 months with only minor outer sheath wear visible upon inspection.
The financial impact was substantial. The mine calculated that switching to premium cables saved approximately 1,800 labour hours over 24 months—equivalent to roughly one full-time position. Equipment availability improved by 3-4 percent, which translated directly to increased ore tonnage delivered to the surface. The initial investment premium for the superior cables was recovered within 14 months, with benefits continuing to accrue throughout the cable's extended service life.
More importantly from a safety perspective, the operation experienced zero cable-related production delays during this period. In an industry where scheduling predictability is crucial—both for production planning and for worker shift coordination—this reliability improvement provided significant operational value.
The Aramid Carrier Element: Engineering Excellence in Cable Design
One feature that distinguishes this cable from many competitor designs is the central Aramid carrier element integrated into the cable structure. Aramid is a high-strength synthetic fibre (the same material used in body armour and high-performance applications). Including it in cable design requires additional engineering and adds cost, so it's only found in premium designs.
The Aramid carrier serves multiple functions. First, it provides additional tensile strength to resist the pulling loads experienced during reeling operations. When cables are extracted from reels at high speed or when equipment pulls cables through confined spaces, the tensile stress can be substantial. The Aramid core helps distribute this stress throughout the cable rather than concentrating it in the conductors alone.
Second, the Aramid element provides a "centre spine" that helps the cable maintain its shape during coiling and reeling. Cables without a central reinforcement element can develop kinks or flattening when stored on reels under tension. These deformations create weak points that fail prematurely. The Aramid carrier prevents this deformation, maintaining the cable's structural integrity indefinitely.
Third, the Aramid carrier adds torsional rigidity that works in concert with the braided reinforcement to provide superior torsional performance. When equipment twists while pulling cable, the Aramid core resists rotation, reducing the twisting stress transmitted through the cable's interior layers. This combination of braiding and Aramid core creates a cable that can withstand the most demanding torsional conditions encountered in underground mining.
The engineering philosophy here is clear: don't economise on structural elements. The cost of including Aramid reinforcement is modest compared to the extended service life and improved reliability it delivers. Australian mining operations that understand total-cost-of-ownership analysis consistently choose designs with this reinforcement.
Finely Stranded Conductors: The Foundation of Cable Flexibility
The copper conductors in this cable use fine stranding—more individual strands twisted together, compared to designs using larger individual strands. This might seem like a minor technical detail, but it's fundamental to cable performance in reeling applications.
Fine stranding distributes the flexing stress across more individual strands. When a cable bends, each strand experiences less individual stress. Over thousands of bending cycles, this distribution of stress dramatically extends conductor life. Cables with coarser stranding concentrate bending stress on fewer strands, leading to work-hardening and eventual breakage of individual strands within the conductor bundle.
This matters because broken strands inside a cable are invisible from outside. A cable might appear fine on inspection while internal strands have broken and are failing to conduct current. As more strands break, the cable's electrical resistance increases, leading to heating. Heating accelerates insulation degradation. Eventually, insulation fails and the cable shorts.
Fine stranding also improves the cable's ability to handle the repetitive bending that occurs during reeling. The numerous small strands flex individually as the cable bends, rather than large strands resisting bending as rigid units. This fundamental difference in how the cable mechanically handles repetitive flexing determines whether the cable survives 50 reeling cycles or 500 cycles before failures develop.
The Class 5 stranding classification indicates maximum flexibility. This is the stranding class specified for applications requiring the most extreme flexing—exactly what underground mining reeling applications demand. Nothing is compromised for cost savings or simplified manufacturing. This cable is built from the inside out for the specific job it must perform.
XLPE Insulation: Electrical and Thermal Performance Excellence
The insulation layer uses cross-linked polyethylene (XLPE) rather than the more basic polyethylene or PVC used in cheaper cables. XLPE is a premium insulation material that requires more sophisticated manufacturing but delivers superior performance characteristics.
XLPE provides better electrical insulation properties, maintaining dielectric strength even when exposed to moisture. This is particularly important in mining environments where moisture exposure is virtually inevitable. Standard insulation materials degrade when exposed to moisture, compromising electrical safety. XLPE's molecular structure resists moisture penetration much more effectively.
Thermal performance is equally important. XLPE can safely handle conductor temperatures up to 90 degrees Celsius during normal operation, and up to 250 degrees during short-circuit conditions. This thermal capability means the cable can handle occasional overload conditions or transient heating without permanent damage. Cheaper insulation materials would degrade irreversibly under these conditions, requiring cable replacement.
The combination of fine stranded conductors and XLPE insulation creates a cable that can handle the dynamic loads and occasional thermal stresses that occur in real mining operations. Equipment sometimes runs hotter than design specifications. Cables sometimes carry slightly higher currents than rated. Premium insulation accommodates these real-world conditions without failing.
Travel Speed Performance: Why 100 m/min Matters
This cable is rated for travel speeds up to 100 metres per minute during reeling operations underground. This specification reflects the actual operating speeds of modern mining equipment, not theoretical laboratory conditions.
Modern load-haul-dump machines are substantially faster than equipment from a decade ago. Development drilling operations run at higher speeds to meet production targets. As equipment speeds have increased, cable requirements have become more demanding. A cable rated for 60 m/min will experience stress failures at 100 m/min, but these failures might not occur immediately—they might manifest as accelerated degradation leading to failures within 6-12 months.
The 100 m/min rating indicates this cable is engineered for current and foreseeable future equipment speeds. Operators can upgrade equipment or increase operating speeds without worrying that cables have become a limiting factor. This future-proofing aspect has value beyond the immediate operational benefits.
The higher speed rating is achieved through the combination of multiple design features: fine stranded conductors that flex smoothly, optimised lay length that minimises rotating resistance, braided reinforcement that prevents high-speed rotation distortion, and Aramid core that provides structural rigidity. No single feature delivers the high-speed performance—it's the synergy of multiple well-engineered elements.
Bending Radius Specifications: Critical for Underground Environments
The cable specifies a bending radius of 4 times the cable diameter for fixed installations and 8 times the cable diameter during reeling operations. Understanding what these specifications mean and why they matter is essential for proper cable installation.
The 4xD specification for fixed installations reflects the minimum bend radius where the cable can be permanently routed without damage. Installing a cable with tighter bends creates internal stress that degrades the cable progressively. A 10-millimetre diameter cable on a 4xD bend radius means the minimum fixed bend radius is 40 millimetres. This is tight, but achievable in most underground installations.
The 8xD specification during reeling is deliberately looser, reflecting the fact that reeling operations subject cables to dynamic stresses beyond those of fixed installations. Attempting to reel a cable on a drum with a smaller bend radius than specified causes immediate internal damage that manifests as early failure.
These specifications are not conservative overdesigns—they're engineering minimums based on material testing and field experience. Operators who attempt tighter bends to save space consistently experience early cable failures. The space saving is invariably less valuable than the cost and disruption of premature cable replacement.
Australian mining operations in tight headings often face challenges achieving these bend radius requirements. The solution isn't to ignore specifications, but rather to plan cable routing carefully during mine layout design, or to use cable guides that distribute the bend radius across a longer cable path rather than creating a sharp bend.
Real-World Application: Western Australian Hard-Rock Mining Success
A major hard-rock mining operation in Western Australia that extracts precious metals operates development equipment in some of the harshest mining environments on the continent. The operation runs multiple drill rigs and load-haul-dump machines simultaneously, extracting ore in confined spaces where equipment maneuverability is restricted and cable management is challenging.
The mining company had experienced persistent cable failures despite efforts to maintain equipment properly. Cables were lasting 8-12 months before requiring replacement, disrupting production schedules and creating safety concerns when cables failed unexpectedly during operating shifts. The mining engineer responsible for equipment systems recognised that the issue wasn't operational—it was that cables weren't engineered for the specific conditions the mine presented.
The operation switched to braided polyurethane cables engineered for high-speed reeling in demanding environments. The results exceeded expectations. Cables that had previously failed after 8-12 months survived 24+ months with only cosmetic outer sheath wear evident upon inspection.
More significantly, the operation documented changes in cable failure modes. Previously, cables failed through outer sheath degradation leading to moisture intrusion and internal short circuits. With the new cables, the primary wear mechanism was cosmetic: the outer sheath showed abrasion marks and surface scoring, but the cable's structural integrity remained intact even after extended exposure to sharp rock contact.
This pattern indicated that the cable's design was working as intended: the polyurethane sheath was absorbing abrasion without transmitting damage to internal layers. The cable was performing its function of protecting internal components against the harsh external environment.
The financial benefits were substantial. Reduced cable replacement frequency meant fewer unplanned maintenance interventions. Equipment availability improved measurably. Operators reported improved confidence in cable reliability, allowing production planning that wasn't compromised by anticipated cable failures.
Perhaps most importantly, the mining operation achieved improved safety outcomes. Cable failures during operation are inherently hazardous, particularly in confined underground spaces. By dramatically reducing the failure frequency, the operation improved overall safety without requiring additional formal safety programs—the improvement came simply from selecting more reliable equipment.
Fire Safety and Halogen-Free Design: Meeting Modern Standards
Australian mining operations face increasing pressure—both from regulatory bodies and from corporate safety policies—to specify halogen-free cables. This isn't merely an environmental preference; it's a genuine safety requirement based on well-documented performance differences.
When traditional PVC or rubber cables are exposed to fire or extreme heat, they release hydrochloric acid gas and other toxic compounds. In enclosed underground spaces, the toxic gas concentration can quickly reach levels dangerous to human health. Halogen-free cables, by contrast, release minimal toxic gases when exposed to fire, producing primarily water vapour and carbon dioxide.
The flame retardant properties of this cable meet international standard IEC 60332-1-2, meaning it resists propagating flame and doesn't contribute significantly to fire spread. Combined with the halogen-free design, this creates a cable that performs well in fire scenarios—not perfectly (no material is truly fireproof), but substantially better than traditional options.
For Australian mining operations, this safety advantage has become a practical requirement. Equipment manufacturers increasingly specify halogen-free cables in their documentation. Insurance providers offer improved rates for operations using halogen-free cables. Regulatory inspectors view halogen-free specifications favourably during compliance assessments. The cumulative effect is that halogen-free cables have become standard practice rather than a premium option.
The polyurethane material itself contributes to these fire safety characteristics. Unlike some rubber compounds that persist as burning fuel when ignited, polyurethane burns less readily and produces less smoke. The combination of halogen-free composition and polyurethane material creates a cable with demonstrably superior fire performance.
Installation Best Practices for Maximum Cable Life
Understanding cable specifications is only half the challenge. Proper installation is equally critical for realising the cable's designed performance life. Australian mining operations that achieve the longest cable service lives typically follow several key practices.
Cable routing should be planned during mine development rather than improvised as needed. Cables routed at planned locations with proper supports maintain correct bend radii. Cables improvised through tight spaces to solve immediate access problems often experience excessive bending stress and fail prematurely.
Reel systems should be inspected and maintained to prevent cable damage. Rough spots on reels, misalignment that causes cables to bunch on one side, or worn reel edges that cut cables should be addressed immediately. A few minutes of preventive maintenance prevents hours of emergency repair work.
Cable tension should be monitored and maintained appropriately. Cables that are too loose develop slack that can sag into hazardous configurations or get pinched by equipment. Cables under excessive tension experience accelerated wear from constant stress. Finding the optimal tension balance extends service life.
Environmental exposure should be minimised where possible. Cables routed away from direct water flow, protected from diesel spills, and kept away from sharp contact points survive longer than cables in harsher exposure. This doesn't mean cables must be wrapped in bubble wrap—just that thoughtful routing avoids unnecessary harsh exposure.
Inspection should be scheduled routinely. Visual inspection of cable condition, checking for outer sheath damage, and monitoring for signs of moisture intrusion allows early identification of developing problems. A cable with visible outer sheath damage can be scheduled for replacement during planned maintenance rather than failing unexpectedly during critical production.
Compatibility with Modern Mining Equipment
Contemporary mining equipment is engineered with specific cable requirements. Load-haul-dump machines, drilling rigs, and scoops all have power systems designed around particular voltage, current, and physical specifications. The 0.6/1 kV (1.2 kV) rating of this cable matches the electrical systems used in most modern mobile mining equipment.
Equipment manufacturers increasingly specify cables with particular characteristics—low-voltage ratings for inherent safety in wet environments, halogen-free composition for fire safety, and reeling-rated designs for high-speed dynamic applications. This cable meets these contemporary specifications exactly.
The mechanical compatibility is equally important. The outer sheath material, diameter, weight per metre, and mechanical properties are all engineered to work with modern equipment power systems. Cables specified as direct replacements integrate seamlessly without requiring modifications to equipment reeling systems or electrical connections.
Australian mining operations evaluating cable upgrades should verify compatibility with existing equipment systems. While this cable will work with most modern equipment, some legacy systems might have been designed for different specifications. Checking equipment documentation prevents compatibility issues before cables are installed.
Comparison with Alternative Cable Designs
The marketplace offers various low-voltage mining cables at different price points. Understanding how this design compares with lower-cost alternatives helps explain why many Australian operations choose braided polyurethane cables despite the higher initial cost.
The most basic alternative uses rubber sheaths without braiding or Aramid reinforcement. These cables cost less initially but degrade faster in abrasive environments. Expected service life is typically 40-60 percent of braided designs. Operators comparing only initial cost often choose these alternatives, only to experience early failures that eliminate any cost savings.
Mid-range alternatives use polyurethane sheaths without braiding. These cables provide better abrasion resistance than rubber designs and longer service life. However, without braided reinforcement, torsional performance is reduced. These cables work adequately for lower-speed or lower-cycle applications but show accelerated wear in high-speed reeling environments.
Premium braided designs with Aramid reinforcement represent the top of the market. These cables cost more initially but deliver superior performance across all metrics: service life, torsional stability, abrasion resistance, and reliability. For operations where downtime is costly and reliability is critical, this premium performance typically justifies the higher initial cost.
Total-cost-of-ownership analysis usually favours premium designs when operations extend beyond 18-24 months. For shorter-term operations or rehabilitation projects where cable failures are minimally disruptive, lower-cost alternatives might be economically justified despite inferior performance characteristics.
Environmental and Sustainability Considerations
Modern Australian mining operations increasingly consider environmental and sustainability factors in equipment selection. This cable addresses several of these considerations.
The halogen-free composition means that even if the cable eventually reaches end-of-life and is disposed of, it doesn't release toxic compounds that would contaminate soil or water. The material is compatible with standard recycling processes for copper and plastic materials.
The extended service life compared to lower-cost alternatives means fewer cables are required over a given operational period. This reduces total material consumption and waste generation. A cable that lasts 30 months instead of 12 months means two-thirds less cable waste during the operational period.
The superior reliability and lower failure rate reduce the frequency of emergency maintenance interventions. These interventions often involve additional fuel consumption, extended equipment operation, and other resource inputs. More reliable equipment translates to lower environmental footprint through reduced emergency maintenance activity.
For mining operations with formal environmental management systems or sustainability targets, equipment selection that reduces failure rates and extends service life contributes positively to overall environmental performance metrics.
Technical Support and Supply Chain Considerations
Australian mining operations benefit from established supply chains for these cables. Specialist mining cable suppliers maintain stock across major mining regions: Queensland, New South Wales, Western Australia, and Tasmania. This availability means cables can be sourced quickly without extended lead times.
Technical support is available from manufacturers and distributors who understand mining applications. Australian mining engineers can consult with specialists who understand local geological conditions, equipment specifications, and operational requirements. This local expertise is invaluable when selecting cables for specific applications or troubleshooting cable-related issues.
Documentation and technical specifications are readily available. Australian mining operations can access comprehensive technical data, installation guidelines, and maintenance recommendations. This technical transparency allows confident cable specification and proper installation.
Replacement parts and repair services are accessible through Australian suppliers who understand mining industry requirements. When cables require repair or replacement, local service providers can typically provide solutions quickly, minimising equipment downtime.
Key Specifications Summary
Voltage Rating: 0.6/1 kV (1.2 kV) Conductor: Fine stranded bare copper, Class 5 Insulation: XLPE Sheath: Flame-retardant, halogen-free polyurethane with braiding Core: Aramid carrier element for tensile strength Torsional Stress: ±50°/m Tensile Strength: 25 N/mm² permanent Travel Speed: Up to 100 m/min reeling Bending Radius: 4xD (fixed), 8xD (reeling) Temperature Range: -30°C to +80°C (flexible operation), -40°C to +80°C (fixed) Safety Standards: IEC 60332-1-2 (flame retardant), halogen-free Chemical Resistance: Oil, ozone, UV, water (up to 10 m depth)
Maintenance and Longevity Strategies
Maximising cable service life requires attention to several ongoing practices. Regular visual inspection identifies developing problems before they become failures. Look for outer sheath damage, signs of moisture penetration, or areas where the cable might be experiencing excessive bending stress.
Cable tension management prevents both slack and excessive stress. Slack cable can sag into contact with sharp edges or moving equipment. Excessive tension accelerates wear on terminations and internal conductors. Finding and maintaining optimal tension extends service life significantly.
Environmental protection through thoughtful routing saves hundreds of hours of maintenance work. Cables protected from direct water flow, routed away from chemical spills, and kept clear of sharp contact points simply last longer. This isn't complicated—it's mostly common sense applied to cable management.
Documentation of cable installation details and operating history provides valuable information for maintenance planning. Tracking which cables have how many operating hours, which equipment they power, and what operating conditions they experience allows predictive maintenance scheduling. A cable approaching the end of its expected service life can be scheduled for replacement during planned maintenance rather than failing unexpectedly.
Scheduled replacement programs based on age and hours of operation prevent the frustration of unexpected failures. Once cables have achieved 24-30 months of service or accumulated 15,000-20,000 operating hours (whichever comes first), scheduling replacement during planned maintenance minimises disruption.
Real-World Application: NSW Coal Mining Productivity Improvement
A large underground coal operation in NSW's Southern Coalfield operates in complex geology where mine development constantly requires pushing into new areas. The operation ran multiple development drill rigs to support rapid mine expansion.
Cable management was a persistent challenge. Development drilling required rapidly deploying equipment in newly developed areas. Temporary cable routing was common, creating tight bends and exposure to sharp rock. Equipment changes were frequent as technology upgraded. The net result was a cable replacement schedule that seemed to accelerate continuously.
The operations team initiated a cable upgrade program, switching to braided polyurethane reeling cables. Simultaneously, they implemented systematic cable management practices: planned routing with proper bend radius support, preventive maintenance of reeling systems, and documentation of cable installation details.
The combined effect was transformative. Over a 36-month period, the operation documented a 70 percent reduction in unplanned cable failures. Cables that had previously failed within 12-15 months now survived 24-30 months. Equipment availability improved, allowing the operation to increase production by 8 percent without equipment additions—just through improved reliability of existing systems.
The financial calculation was straightforward: the cost of premium cables plus implementation of systematic cable management practices was recovered through improved equipment availability and reduced maintenance labour within 18 months. Subsequently, all benefits accrued as pure operational improvement.
Perhaps most importantly, the operation achieved a substantial improvement in maintenance predictability. Instead of firefighting cable failures and rescheduling operations around unexpected outages, the team could plan cable replacements as scheduled maintenance during planned equipment downtime. This predictability improved overall operational efficiency throughout the mine.
Selecting the Right Cable for Your Operation
Choosing between cable options requires honest assessment of your operational priorities. If minimising initial capital cost is paramount and cable failures won't significantly disrupt operations, lower-cost alternatives might be acceptable. However, if equipment availability is critical, downtime is expensive, and production scheduling depends on reliable equipment, premium cable designs typically deliver superior value.
Consider your expected operational duration. If your mine or rehabilitation project will run 18 months or less, initial cost savings might justify choosing lower-cost cables despite shorter service life. If operations will extend 2+ years, premium cables typically recover their cost differential through extended service life and reduced downtime.
Evaluate your geological conditions and equipment speeds. If your operation involves rapid reeling in extremely abrasive conditions with modern high-speed equipment, premium braided cables are not optional—they're essential. If your operation involves lower-speed equipment in less abrasive conditions, mid-range alternatives might prove sufficient.
Assess your capacity to manage cable maintenance. If your operation has strong maintenance infrastructure and systematic cable management practices, premium cables achieve their designed performance life and deliver excellent value. If cable management is more casual, even premium cables might not achieve full designed life.
Review equipment specifications and regulatory requirements. If your equipment is specified for particular cable characteristics or if regulatory requirements mandate halogen-free cables, these constraints narrow your selection to options that meet these specifications.
Consult with specialists who understand Australian mining conditions. Local suppliers and equipment manufacturers can provide guidance based on field experience with equipment and conditions similar to yours. This expert perspective is invaluable for confident cable selection.
Expert Summary
The TROMMELFLEX-M-PUR Braided D2X11Y 1 KV cable represents mature, proven technology for low-voltage power distribution in Australian underground mining environments. Its distinctive features—fine stranded conductors for flexibility, XLPE insulation for thermal and electrical performance, polyurethane sheath for abrasion resistance, braided reinforcement for torsional stability, and Aramid core for tensile strength—work synergistically to deliver performance that exceeds traditional cable designs across virtually every meaningful metric.
Australian mining operations demonstrate consistently that this cable delivers genuine value through extended service life, reduced failure frequency, and improved equipment reliability. Field data from Queensland coal mines, Western Australian hard-rock operations, and NSW mining regions documents service life improvements of 40-100 percent compared with lower-cost alternatives, with corresponding reductions in unplanned maintenance interventions.
The halogen-free design addresses genuine safety concerns in underground environments while meeting or exceeding modern regulatory requirements. The 100 m/min travel speed rating ensures compatibility with contemporary high-speed equipment. The 4xD and 8xD bending radius specifications are engineering minimums, not conservative overdesigns—attempting tighter bends consistently results in accelerated cable failure.
For Australian mining operations where reliability is critical, where downtime carries substantial costs, and where equipment availability directly impacts production and profitability, investment in premium cable designs engineered specifically for mining applications delivers demonstrable value. The initial cost premium is recovered through extended service life and reduced downtime within 18-24 months, with benefits continuing throughout the cable's extended operational life.
Modern mining is a capital-intensive, technologically sophisticated enterprise where every operational component must perform reliably under extreme conditions. Cable selection that acknowledges these realities and invests in equipment engineered for the actual operational environment is simply sensible engineering practice. The field experience of Australian mining operations consistently confirms that this approach delivers measurable improvements in operational performance and profitability.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat