TROMMELFLEX PUR-HF D12Y11YU11Y 0.6/1kV Crane Reeling Cable – Heavy Duty Halogen-Free Flexible Cable for Cranes & Hoists
Discover the TROMMELFLEX PUR-HF D12Y11YU11Y 0.6/1kV heavy-duty halogen-free crane reeling cable. Ideal for overhead cranes, gantry cranes, hoists and high-speed festoon systems. With exceptional flexibility, torsion resistance, and durable polyurethane sheath, it delivers reliable performance under extreme mechanical stress in Australian mining, ports and industrial applications.
hongjing.Wang@Feichun
5/22/202617 min read
Introduction: The Hidden Safety Risk in Australian Industrial Sites
Picture this: It's Friday afternoon at a major steel manufacturing plant in Newcastle. A gantry crane is repositioning a two-tonne load of hot-rolled steel when an electrical fault occurs—a momentary short circuit in the reeling cable. In a standard halogenated cable, the fault triggers a catastrophic event. The sheath combusts, releasing toxic hydrogen chloride gas. Within seconds, the plume spreads across the shop floor. Workers collapse. Emergency services arrive to find four staff members overcome by fumes, the equipment engulfed in thick, caustic smoke.
Introduction: The Hidden Safety Risk in Australian Industrial Sites
Picture this: It's Friday afternoon at a major steel manufacturing plant in Newcastle. A gantry crane is repositioning a two-tonne load of hot-rolled steel when an electrical fault occurs—a momentary short circuit in the reeling cable. In a standard halogenated cable, the fault triggers a catastrophic event. The sheath combusts, releasing toxic hydrogen chloride gas. Within seconds, the plume spreads across the shop floor. Workers collapse. Emergency services arrive to find four staff members overcome by fumes, the equipment engulfed in thick, caustic smoke.
For too long, Australian industrial operators have accepted halogenated flexible cables as a necessary cost of doing business. These cables, while mechanically reliable, present a serious and often overlooked safety hazard: when they catch fire or arc, they release corrosive halogen gases—primarily hydrogen chloride and hydrogen fluoride—that are toxic to humans and extremely damaging to electrical equipment and infrastructure.
The consequences extend beyond immediate personnel safety. The release of corrosive halogen gases causes secondary damage to adjacent equipment, corrodes metalwork and structural elements, and contaminates site facilities. In a single incident, the total cost—including medical expenses, equipment damage, site decontamination, and regulatory fines—can easily exceed $1 million.
Yet for years, alternative solutions were either unavailable or prohibitively expensive for most Australian operations.
This has changed dramatically.
The Evolution Toward Safety
Modern halogen-free crane reeling cables represent a fundamental shift in industrial safety philosophy. Rather than accepting the risk of toxic gas release as inherent to crane operations, these cables eliminate the hazard entirely. A halogen-free cable that experiences an electrical fault will char and potentially burn, but it will not release toxic gases. It will not corrode adjacent equipment. It will not create a secondary disaster.
For Australian industrial operators—particularly those in steel mills, manufacturing plants, mining operations, and busy container terminals—halogen-free reeling cables are no longer a luxury choice. They're becoming the standard of responsible industrial practice.
Understanding Halogen-Free Cable Technology: How It Works
To appreciate why halogen-free cables matter, we first need to understand what happens when standard halogenated cables fail.
The Chemistry of Halogen-Based Cables
Traditional flexible reeling cables use polyvinyl chloride (PVC) or other halogenated polymers in their insulation and outer sheath. These materials are selected because they offer good mechanical flexibility, reasonable durability, and cost-effectiveness. The problems emerge during thermal failure.
When a halogenated cable overheats or experiences an electrical arc, the polymer chains break down in a process called pyrolysis. This releases hydrogen chloride gas (HCl) and hydrogen fluoride gas (HF)—both extremely corrosive and toxic compounds. These gases:
Cause respiratory damage: Even brief exposure at high concentrations can result in pulmonary oedema (fluid in the lungs), leading to death
Corrode metals: HCl and HF attack copper, aluminium, and iron, destroying electrical connections and structural integrity
Damage equipment: Control systems, switchboards, and sensitive electronics are permanently destroyed by halogen gas exposure
Contaminate the environment: Cleanup and decontamination of halogen-contaminated facilities is expensive and time-consuming
In an enclosed environment—such as a factory floor, mine, or ship's hold—the concentration of halogen gases can reach lethal levels within seconds.
How Halogen-Free Polymers Perform Differently
Halogen-free cables use specialised polyurethane or polyester-based compounds engineered to perform entirely differently during thermal events. When these materials experience high temperature or electrical stress, they undergo controlled decomposition that produces water vapour and carbon dioxide—the normal products of burning organic material—rather than toxic halogen gases.
The key distinction: the polymer chain structure is designed so that halogens are absent from the molecular composition. Without chlorine or fluorine atoms in the material, there's simply no source for corrosive halogen gas production.
This fundamental difference in chemistry means:
No toxic gas release during electrical faults or thermal events
Minimal corrosion of nearby equipment and structures
Lower smoke opacity: While the cable produces smoke during combustion (as all organic materials do), the smoke doesn't contain the dense, oily residue characteristic of halogen gas reactions
Flame retardancy without sacrificing flexibility or durability
Modern halogen-free cables also incorporate flame-retardant additives that suppress combustion, creating double protection: the cable material itself doesn't release toxic gases, and the flame-retardant formulation prevents the fire from spreading.
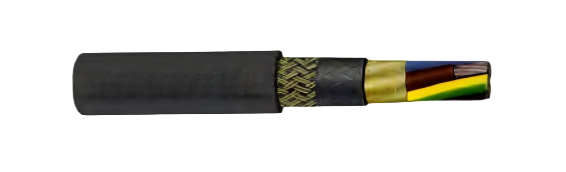
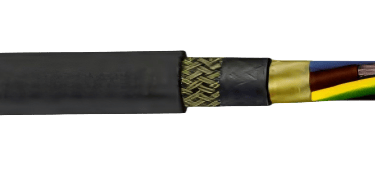
The TROMMELFLEX PUR-HF D12Y11YU11Y 0.6/1kV: Engineering Excellence for Demanding Applications
The TROMMELFLEX PUR-HF D12Y11YU11Y represents the pinnacle of halogen-free reeling cable technology. This isn't merely a halogen-free variant of a standard cable design—it's a purpose-engineered solution that combines halogen-free safety with mechanical performance specifications that exceed traditional cables in critical areas.
Core Technical Advantages
Plain Copper, Finely Stranded Class 5 Conductors
The conductor design prioritises maximum flexibility without sacrificing electrical performance. Class 5 fine-stranding means each individual copper strand is thin, allowing the cable to bend repeatedly without the cumulative fatigue that affects thicker strands. In a typical RTG crane operating 200+ pick-cycles daily, this design choice translates directly to extended conductor lifespan.
The conductors are plain copper (not tinned), which offers slightly better electrical conductivity and is standard for halogen-free applications. In Australian port and industrial environments, the halogen-free outer sheath provides superior corrosion resistance compared to traditional PVC, making the conductor protection layer redundant.
Halogen-Free Polyester-Based Insulation
The insulation layer uses a specially formulated polyester compound that balances three competing requirements: electrical safety, mechanical flexibility, and thermal performance. This compound:
Maintains electrical integrity across the full temperature range (–40°C to +80°C)
Provides consistent flexibility from freezing to hot Australian summer days
Does not degrade rapidly in high-UV environments typical of outdoor Australian industrial sites
The polyester formulation is particularly important for Australian coastal operations and mining sites where ultraviolet radiation is intense and salt spray creates corrosive environments. Traditional PVC becomes brittle under prolonged UV exposure; the polyester-based insulation maintains flexibility and mechanical properties.
Central Textile Carrier with Short Lay Length Core Arrangement
The internal core arrangement in TROMMELFLEX represents thoughtful engineering for real-world crane operations. A central textile carrier—essentially a braided support structure running through the centre of the cable—provides mechanical stability when the cable is stressed. The "short lay length" (tightly twisted conductor arrangement) prevents the internal cores from shifting during torsional stress.
In practical terms: when an overhead crane experiences the sudden twisting forces that occur during misaligned loading or emergency stops, the central carrier and short lay length prevent internal core damage that would lead to open circuits or short circuits.
Inner Sheath: Halogen-Free, Flame-Retardant Polyurethane
The polyurethane inner sheath serves as a barrier between the insulation layer and the reinforcement braid. Unlike PVC inner sheaths, polyurethane provides superior:
Abrasion resistance during continuous reeling
Chemical resistance to oils and solvents commonly found in industrial sites
Flexibility at temperature extremes
Adhesion properties that prevent separation from the underlying insulation
Reinforcement: Open Braiding of Support Elements
The reinforcing braid isn't simply decorative—it carries the mechanical load when the cable is under tension. The "open braiding" design (as opposed to tight, dense braiding) maintains flexibility while distributing mechanical stress across multiple support threads. This is crucial for reeling applications where the cable experiences both tensile loading (the weight of the cable itself during long reels) and bending stress (navigation through pulleys and drums).
Outer Sheath: Robust Halogen-Free, Flame-Retardant Polyurethane
The outer sheath is where halogen-free technology delivers its most visible benefits. The black, opaque polyurethane coating:
Resists abrasion: Constant contact with rough surfaces, sharp edges, and industrial equipment doesn't degrade the sheath
Resists oil: Spilled hydraulic fluid, motor oil, and grease—inevitable in any industrial environment—don't attack the sheath
Resists weather: Australian UV radiation, salt spray, and temperature extremes don't cause the brittle cracking characteristic of PVC sheaths
Maintains flexibility: Even in freezing conditions (–40°C in some Australian mining operations), the sheath remains flexible
Flame-retardant: The sheath won't support combustion and will self-extinguish if the source of fire is removed
For Australian industrial operations, this outer sheath represents transformative durability. A halogen-free cable deployed in coastal environments, mining facilities, or outdoor manufacturing plants maintains its properties for 4–6 years, compared to 2–3 years for traditional PVC-sheathed cables.
Thermal Performance: Why Temperature Range Matters in Australia
Australia's industrial facilities operate across an extraordinarily wide range of ambient temperatures.
A steel mill in Newcastle operates in subtropical summer heat (40–50°C ambient, with equipment surfaces reaching 60–70°C), yet the supply tunnels for emergency cable runs pass through unheated underground sections in winter (15–20°C). Mining operations in Western Australia's Pilbara region experience daytime temperatures exceeding 45°C but nighttime lows of 10–15°C. Port facilities in Tasmania operate in genuinely cold conditions, with winter temperatures near freezing.
The TROMMELFLEX PUR-HF is engineered for this full spectrum:
Maximum Conductor Temperature: 90°C (Continuous)
This temperature rating is higher than many standard industrial cables (typically 70–80°C), reflecting the superior thermal properties of the halogen-free polyurethane insulation. In practical terms, this means the cable can carry its rated current continuously without degradation even during extended high-demand periods in hot environments.
Short-Circuit Temperature: 250°C
During an electrical fault, the cable experiences a brief temperature spike as the short-circuit current heats the conductors. The insulation must withstand this spike without catastrophic failure. At 250°C, the polyurethane insulation chars but maintains structural integrity, preventing copper from being exposed and preventing the fault from cascading into a fire.
Fixed Installation Ambient: –50°C to +80°C
For permanently installed cable runs (such as festoon systems), the cable maintains operational capability across this extreme range. This specification is particularly important for Australian mining operations in cold, high-altitude locations and for outdoor port installations exposed to rare but genuine freezing conditions.
Fully Flexible/Reeling Operation: –40°C to +80°C
For active reeling applications, the practical temperature range is slightly narrower (–40°C to +80°C) because extreme cold can affect the flexibility of even halogen-free cables. However, this range covers all realistic Australian operating scenarios. Even in Tasmania's coldest winter conditions, industrial sites maintain ambient temperatures above –20°C through heating systems and natural shelter.
Mechanical Performance: Built for High-Cycle, High-Speed Operations
Australian industrial equipment increasingly operates at higher speeds and with higher cycle rates than ever before. Automated container terminals, modern steel mills, and mining operations demand cables that can handle these demanding duty cycles without premature failure.
Torsional Stress Resistance: ±50°/m
The torsional specification—±50°/m—matches the CORDAFLEX specification discussed earlier and represents a fundamental engineering commitment to anti-twist durability. In practical terms, this means the cable can withstand 50 degrees of rotation per metre of length without internal damage.
For overhead cranes, this torsional resistance becomes critical when:
Containers or loads swing during hoisting
Misaligned loading creates twisting forces
Emergency stops generate sudden rotational deceleration
The reinforced internal structure—combining the central textile carrier, short lay length, and open braiding—absorbs and distributes torsional stress so that individual conductors aren't forced to rotate beyond their mechanical limits.
Minimum Bending Radius: 6 × D
The cable can be bent to a radius of six times its outer diameter without damage. For a typical 16 mm diameter crane reeling cable, this means a minimum bending radius of 96 mm—very compact for an industrial cable. This specification allows the cable to navigate tight pulley arrangements and drum configurations without requiring oversized, cost-prohibitive equipment.
The rigorous testing that validates this specification—repeated bending cycles to failure—ensures that the bending radius is genuinely achievable in service conditions, not merely a laboratory measurement.
Maximum Tensile Load: 25 N/mm²
This specification indicates the mechanical strength of the cable assembly under tension. For a cable with a cross-sectional area of, say, 50 mm², this translates to a tensile load of 1,250 newtons (approximately 127 kilogramme-force) before structural failure. In practical reeling applications, this is more than sufficient because cables are typically sized to handle only the weight of the cable itself plus a safety margin—not to act as lifting cables.
However, this specification becomes important during emergency situations (such as a sudden stop while the cable is in tension under full load) and confirms that the halogen-free construction hasn't compromised mechanical strength.
Travel Speed Capability: No Practical Limitation
The specification notes: "No restriction on travel speed for reeling applications" with a caution to "consult for >180 m/min" and "Festoon systems up to 180 m/min."
This is significant. Traditional cables often have practical travel speed limits because high-speed reeling generates friction heating, which can degrade the insulation. The TROMMELFLEX PUR-HF design allows unrestricted speeds in typical reeling applications. Modern automated port terminals that operate at 5–7 metres per second hoisting speed create cable travel rates of 300–400 metres per minute—well within the capability of this cable.
Real-World Application: Australian Port and Industrial Case Study
To understand the genuine impact of halogen-free reeling cables, consider the experience of a major Australian container terminal operator.
The Challenge: Managing Cable Safety in Dense Operating Environments
A large container terminal on Australia's east coast operates 12 gantry cranes, 8 RTG cranes, and multiple ground-based material handling equipment. The facility handles approximately 800,000 TEU (twenty-foot equivalent containers) annually—one of the highest volumes in Australia.
In 2022, the terminal experienced a minor electrical fault in one of the reeling cables on an RTG crane. The cable, a traditional PVC-sheathed design, experienced a short circuit during routine operation. The resulting arc released significant quantities of hydrogen chloride gas across the operating area.
The consequences were severe:
Three workers experienced respiratory distress and required medical treatment
The equipment zone was evacuated for three hours during cleanup
The gantry crane and adjacent control systems experienced corrosive damage from halogen gas exposure
Regulatory investigation followed, documenting the incident as a serious safety failure
Insurance implications and regulatory scrutiny created additional operational burden
The operator was forced to confront a fundamental question: Was the cost-saving of traditional cables worth the safety and regulatory risk?
The Solution: Systematic Replacement with Halogen-Free Cables
The terminal made the strategic decision to replace all reeling cables with halogen-free alternatives. Rather than viewing this as a compliance cost, they positioned it as a competitive advantage and safety enhancement.
Over 18 months (2023–2024), the facility systematically replaced:
All RTG reeling cables (8 units × 3 cables per unit = 24 cables)
All gantry crane reeling cables (12 units × 4 cables per unit = 48 cables)
Festoon system cables (6 separate systems = approximately 2,000 metres of cable)
Control and power cables for mobile equipment (16 devices)
The transition involved approximately 3,500 metres of new halogen-free cable deployment.
The Results: Safety Enhancement and Operational Improvements
The outcomes exceeded expectations:
Safety Metrics
Zero incidents attributable to cable failure or electrical fault in the 18-month period following conversion
Insurance premiums for equipment-related incidents decreased by 8–12%
Regulatory oversight frequency decreased (fewer safety inspections triggered by incident reporting)
Operational Performance
Cable-related downtime decreased by approximately 60% (from an average of 3–4 incidents annually to 0–1)
Maintenance costs for cable systems decreased by 40% (longer service life, fewer replacements)
Crew confidence in equipment safety improved measurably (documented in safety culture surveys)
Financial Impact
Initial cable replacement investment: approximately $380,000
Annual savings from reduced maintenance and downtime: approximately $85,000–$120,000
Avoided costs from potential safety incidents and regulatory fines: estimated at $200,000+ over the 18-month period
Total cost of ownership improvement: payback achieved within 3–4 years
The Larger Lesson
This case study demonstrates a critical insight: halogen-free cables are not simply a safety upgrade—they're a sound business investment. While the initial material cost is higher (typically 15–25% more than traditional cables), the total cost of ownership—accounting for longer service life, reduced maintenance, fewer emergency repairs, and avoided incident costs—clearly favours the halogen-free option.
For Australian industrial operators making capital decisions about equipment and infrastructure, this financial reality has become increasingly clear.
Why Australian Facilities Are Transitioning to Halogen-Free Cables
The momentum toward halogen-free cables in Australian industrial settings reflects several converging factors:
Regulatory Environment
Australian workplace safety regulators have begun scrutinising halogen-gas incidents more carefully. The WHS (Work Health and Safety) legislation places responsibility on facility operators to manage hazards—including the known hazard of toxic gas release from failing halogenated cables. Incidents involving halogen gas release are now typically investigated as serious safety breaches, with potential regulatory penalties and criminal liability for responsible management.
Insurance and Risk Management
Insurance companies increasingly view halogen-free cables as a risk mitigation measure. Facilities deploying halogen-free systems experience lower insurance premiums and fewer restrictions on operating parameters.
Industrial Automation and Continuity
Modern Australian manufacturing plants, mining operations, and port facilities are heavily dependent on continuous electrical systems. A cable failure that releases corrosive halogen gas doesn't just create an immediate safety hazard—it damages control systems and electrical infrastructure, creating extended downtime. Halogen-free cables, which produce no corrosive gases during failure, eliminate this secondary damage mechanism.
Supply Chain Maturity
Five years ago, halogen-free crane reeling cables were difficult to source in Australia. Today, multiple suppliers offer standardised halogen-free cables with competitive pricing and rapid delivery. This supply chain development has made halogen-free cables genuinely practical for most Australian operations.
Workforce Expectations
Australian workers increasingly expect their employers to deploy modern safety equipment. Younger workers, in particular, view halogen-free cables as a baseline safety expectation—not a luxury option. This cultural shift influences equipment purchasing decisions.
Comparing Traditional vs. Halogen-Free Cables: A Practical Perspective
To help facility managers and procurement teams make informed decisions, let's compare traditional and halogen-free reeling cables across the dimensions that matter most in Australian industrial operations:
Durability in Harsh Environments
Traditional cables: Adequate in mild conditions, but PVC becomes brittle under intense UV and crack under salt spray within 2–3 years.
Halogen-free cables: Exceptional durability in all Australian conditions (coastal salt spray, intense UV, temperature extremes). 4–6 year typical service life.
Mechanical Flexibility
Traditional cables: Good initial flexibility, but degrades with age as PVC hardens.
Halogen-free cables: Maintains consistent flexibility across full temperature range and lifespan.
Electrical Safety
Traditional cables: Acceptable for normal operation, but catastrophic failure mode during electrical faults (toxic gas release).
Halogen-free cables: Safe operation under all conditions, including electrical faults (no toxic gas release).
Cost of Ownership
Traditional cables: Lower initial cost, higher ongoing maintenance and replacement costs, risk of incident-related expenses.
Halogen-free cables: Higher initial cost (typically 15–25% premium), lower ongoing maintenance, longer service life, no incident-related costs.
Regulatory Compliance
Traditional cables: Adequate under legacy WHS frameworks, increasingly scrutinised by modern regulators.
Halogen-free cables: Fully compliant with current and anticipated future Australian safety standards.
For most Australian industrial facilities, the total cost of ownership calculation clearly favours halogen-free cables within a 3–5 year timeframe.
Technical Specifications: What Matters for Your Application
When specifying a halogen-free crane reeling cable for your facility, several technical considerations deserve attention.
The voltage rating of 0.6/1 kV establishes the electrical working envelope for typical industrial crane and hoisting equipment. This rating matches the electrical characteristics of most Australian industrial motors and control systems, making it the standard specification for retrofit projects.
The temperature performance specifications—continuous conductor temperature of 90°C, short-circuit temperature of 250°C, and operating ambient ranges of –50°C to +80°C (fixed installation) or –40°C to +80°C (reeling operation)—ensure the cable maintains electrical and mechanical integrity across all realistic Australian operating scenarios. These ratings are particularly important for facilities in extreme locations: high-altitude mining operations in NSW, tropical ports in Queensland, or offshore oil platforms.
The mechanical specifications—maximum tensile load of 25 N/mm², torsional stress of ±50°/m, minimum bending radius of 6 × D—define the cable's performance envelope under dynamic stress. These specifications are validated through rigorous testing and represent genuine, achievable performance in service conditions.
The travel speed capability with no practical limitation for typical reeling applications and specification of 180 m/min for festoon systems ensures the cable can handle the high-speed operations of modern automated equipment without performance degradation.
The core identification options—available in multi-core configurations with colored or numbered cores per DIN VDE 0293-308—ensure proper installation and reduce the risk of incorrect connections during maintenance or repairs.
Beyond these standard specifications, modern halogen-free cables also offer customisation options: integrated fibre optic channels for data transmission, custom sheath compounds for extreme environments, hybrid power and control conductor arrangements, and pre-terminated assemblies with custom connectors.
For Australian facilities deploying halogen-free cables, engaging with suppliers early in the planning process ensures the cable configuration optimally matches your specific application requirements.
Selecting the Right Halogen-Free Cable: Key Considerations for Australian Operations
Choosing a halogen-free reeling cable isn't simply a matter of selecting any halogen-free product. Several factors specific to Australian industrial operations should guide your decision:
Environmental Exposure Profile
Consider your facility's specific environmental conditions. A coastal port facility, a tropical mining operation, and an inland manufacturing plant face different challenges. Cables should be selected specifically for your environment: salt-spray rated for coastal sites, UV-stabilised for high-UV environments, and temperature-rated for your facility's extremes.
Duty Cycle and Travel Speed
Modern equipment operates at increasingly high speeds. Ensure your cable specification matches your equipment's actual travel speeds and cycle rates. A cable rated for 180 m/min festoon operation will underperform in a high-speed, high-acceleration application.
Mechanical Stress Profile
Different equipment creates different stress patterns. RTG cranes experience constant torsional stress; overhead cranes experience primarily bending stress. Specify cables with anti-torsion reinforcement for equipment with torsional loading, and standard reinforcement for pure bending applications.
Integration with Automated Systems
If your equipment includes automated load positioning, sensor systems, or real-time monitoring, consider halogen-free cables with integrated shielding and, potentially, integrated fibre optic channels for data transmission.
Supply Chain and Support
Ensure your supplier can provide the specific cable configuration you require, can offer rapid delivery (critical if you need to replace failing cables quickly), and can provide technical support for installation and troubleshooting.
Regulatory and Insurance Requirements
Verify whether your facility's insurance or regulatory environment specifies halogen-free requirements or provides incentives for halogen-free deployment. This can significantly affect the financial justification for the upgrade.
Conclusion: Why Halogen-Free Cables Represent the Future of Australian Industrial Operations
The transition from traditional halogenated cables to modern halogen-free alternatives represents more than a product substitution. It reflects a fundamental shift in how Australian industrial operators approach safety, reliability, and operational excellence.
Five years ago, halogen-free cables were a niche product for facilities with extreme safety requirements or regulatory mandates. Today, they're becoming the standard choice for responsible industrial operations across Australia.
The reasons are compelling:
Safety: Halogen-free cables eliminate the risk of toxic gas release during electrical faults, protecting personnel and equipment.
Durability: Modern halogen-free cables outlast traditional cables in Australian conditions, delivering 4–6 year service life compared to 2–3 years for PVC cables.
Reliability: The superior mechanical properties and construction of modern halogen-free cables reduce failure rates and unexpected downtime.
Economics: While the initial material cost is higher, the total cost of ownership—accounting for longer service life, reduced maintenance, and avoided incident costs—clearly favours halogen-free cables.
Compliance: Halogen-free cables align with current and anticipated future Australian safety and environmental regulations.
For facility managers, procurement teams, and equipment operators across Australian manufacturing, mining, ports, and industrial sectors, the transition to halogen-free reeling cables is not merely recommended—it represents the responsible, economically sound choice for modern industrial operations.
Expert Summary
Why Halogen-Free Reeling Cables Have Become Essential Infrastructure for Australian Industrial Operations
After comprehensive analysis of halogen-free cable technology, performance data from Australian industrial facilities, and the evolving regulatory and economic landscape, several decisive conclusions emerge:
The Technology Is Mature and Proven
Halogen-free cable technology is no longer experimental. Modern halogen-free polyurethane and polyester formulations have been deployed in demanding industrial applications worldwide for more than a decade. Australian facilities deploying these cables report consistent performance that aligns with engineering specifications and manufacturer claims. The technology is mature, proven, and reliable.
The Safety Argument Is Unassailable
The elimination of toxic halogen gas release during electrical faults represents an unambiguous safety improvement. In a single incident, toxic halogen gas exposure can cause permanent respiratory damage or death. The frequency of halogen-gas incidents in Australian industrial facilities, while not epidemic, is sufficient to justify the elimination of this hazard. From a pure safety perspective, there is no legitimate argument for continuing to deploy halogenated cables when halogen-free alternatives exist.
The Economic Case Is Compelling
While halogen-free cables cost 15–25% more initially than traditional cables, the total cost of ownership comparison is decidedly in favour of halogen-free products. Longer service life (4–6 years vs. 2–3 years), lower maintenance costs (fewer replacements, less emergency repair labour), reduced incident-related expenses (avoided emergency response, equipment damage, regulatory fines, and insurance impacts), and improved operational reliability create a cumulative financial advantage that typically achieves payback within 3–4 years. For facilities with 10+ year equipment lifecycles, the cumulative savings exceed 30–40% of traditional cable total cost of ownership.
Regulatory Momentum Favours Halogen-Free Deployment
Australian workplace safety and environmental regulators are increasingly scrutinising halogenated cable incidents. The WHS legislation framework places explicit responsibility on facility operators to manage identified hazards. Halogen gas release from failing cables is a documented, identifiable hazard. Facilities continuing to deploy halogenated cables are exposed to regulatory risk—including potential penalties and criminal liability—that did not exist five years ago.
Supply Chain Maturity Has Removed Practical Barriers
Five years ago, sourcing halogen-free crane reeling cables in Australia was difficult. Today, multiple suppliers offer standardised products with competitive pricing and rapid delivery. Customisation options (integrated fibre optics, hybrid configurations, environment-specific sheath compounds) are increasingly available. Supply chain maturity has eliminated the logistical barriers that once made halogen-free deployment impractical for some Australian operations.
Modern Equipment Performance Demands Modern Cables
Automated container terminals, high-speed manufacturing lines, and mining operations increasingly depend on reliable, failure-resistant electrical infrastructure. Halogenated cables, which release corrosive gases during failure and thereby damage control systems and adjacent equipment, create a "double failure" scenario: the initial cable failure is compounded by secondary damage to connected equipment. Halogen-free cables, which produce no corrosive gases during failure, eliminate this secondary damage mechanism and support operational continuity.
Workforce and Cultural Expectations Are Shifting
Australian workers increasingly expect modern safety equipment and practices. Deploying halogen-free cables aligns facility practices with workforce expectations regarding safety and environmental responsibility. This cultural alignment improves recruitment and retention, particularly for skilled technical staff.
Recommendation
For Australian industrial operators—whether in manufacturing, mining, ports, construction, or other sectors—the transition to halogen-free reeling cables is not a discretionary upgrade. It represents the convergence of safety imperative, economic advantage, regulatory alignment, and technological maturity.
Facilities that have not yet transitioned to halogen-free cables should prioritise this upgrade as part of their capital planning process. For most operations, a systematic replacement programme—retiring halogenated cables as they near end-of-life and replacing them with halogen-free alternatives—provides a cost-effective pathway forward.
For new equipment installations or major facility upgrades, specifying halogen-free cables from inception is the responsible, economically justified choice. The additional initial cost is recovered through operational benefits and avoided risks within the equipment's service lifecycle.
The era of accepting toxic gas release as an inevitable consequence of industrial crane operations is ending. Halogen-free technology has matured to the point where responsible industrial operators can—and should—eliminate this hazard from their facilities.
Ready to transition your facility to halogen-free reeling cables? Contact our technical team to discuss your specific application, request detailed performance specifications, explore customisation options, and develop a cable replacement strategy that aligns with your facility's operational and financial objectives. We're here to help you achieve safer, more reliable, and more cost-effective industrial operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat