
TUNNELFLEX-PUR HF 0.6/1 kV: Halogen-Free Low Voltage Mobile Cable for Mining & Tunneling Power Supply
Discover the TUNNELFLEX-PUR HF 0.6/1 kV halogen-free low voltage cable designed for mobile mining and tunneling equipment. Learn about its mechanical durability, chemical resistance, 60 m/min speed rating, and ideal applications for high-risk, single-plane deflection environments.
hongjing.Wang@Feichun
9/3/20259 min read


Introduction
Overview of Halogen-Free Low Voltage Mobile Cables
The mining and tunneling industries present some of the most demanding operating conditions for electrical equipment, requiring specialized cables that can withstand extreme mechanical stress, chemical exposure, and environmental hazards. Halogen-free low voltage mobile cables have emerged as a critical solution for these challenging applications, offering enhanced safety profiles while maintaining the robust performance characteristics essential for continuous operation in harsh underground environments.
The evolution toward halogen-free cable solutions represents a significant advancement in mining safety protocols. Traditional cable materials, when exposed to fire or extreme heat, can release toxic halogenated gases that pose severe health risks to personnel working in confined underground spaces. Modern halogen-free formulations eliminate this hazard while providing superior flame retardancy, making them indispensable for applications where worker safety and environmental compliance are paramount.
Importance in Mining and Tunneling Applications
Mining and tunneling operations rely heavily on mobile equipment that requires flexible, durable power supply solutions. From load-haul-dump (LHD) vehicles to drilling equipment and conveyor systems, these machines demand cables capable of withstanding continuous flexing, abrasion, chemical exposure, and temperature extremes. The failure of a single cable can result in costly downtime, production delays, and potentially dangerous situations for workers operating in underground environments.
The selection of appropriate mobile mining power cables directly impacts operational efficiency, safety standards, and long-term maintenance costs. Equipment operators need reliable power transmission solutions that can maintain electrical integrity under constant mechanical stress while providing the flexibility necessary for dynamic mining operations. This requirement becomes even more critical in tunneling applications where space constraints and specialized equipment configurations demand cables with specific performance characteristics.
Product Spotlight: TUNNELFLEX-PUR HF 0.6/1 kV
Model Specifications
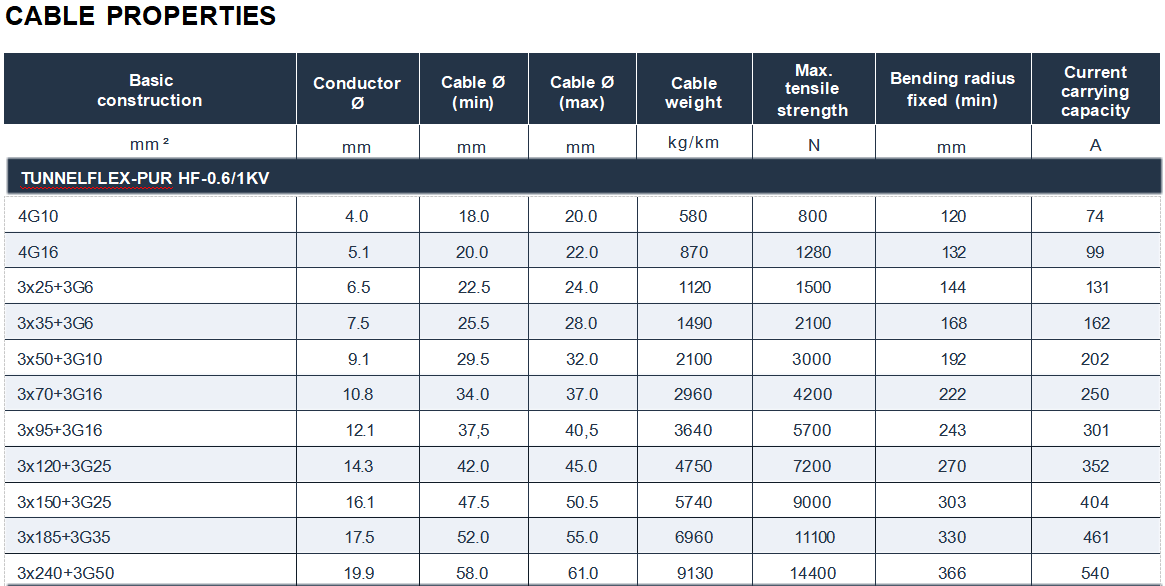
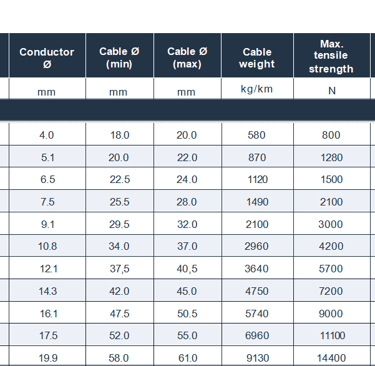
The TUNNELFLEX-PUR HF 0.6/1 kV represents a specialized solution engineered specifically for mobile equipment power supply in mining and tunneling environments with high risk of mechanical damage. This halogen-free low voltage power cable for tunneling equipment delivers reliable performance through its carefully engineered specifications designed to meet the demanding requirements of underground operations.
The cable operates at a rated voltage of 0.6/1 (1.2) kV with a maximum operating voltage of 1.2 kV, positioning it ideally for low voltage applications requiring robust mechanical properties. The test voltage of 3.5 kV ensures reliable insulation performance under challenging field conditions, while the nominal voltage of 1,000 V makes it suitable for a wide range of mining equipment power requirements.
Key electrical parameters include flame retardant properties in accordance with EN/IEC 60332-1-2 standards, ensuring fire safety compliance in underground applications. The cable maintains its electrical integrity across a broad operating temperature range, with conductor temperatures reaching up to 90°C during normal operation and 250°C during short circuit conditions.
Construction and Materials
The TUNNELFLEX-PUR HF cable construction incorporates advanced materials specifically selected for their performance characteristics in demanding mining environments. The conductor utilizes plain copper with flexible Class 5 construction, providing the flexibility necessary for continuous reeling operations while maintaining excellent electrical conductivity and mechanical durability.
The insulation system employs XLPE special compound technology, offering superior electrical properties and resistance to environmental stress. This cross-linked polyethylene formulation provides enhanced thermal stability and electrical performance compared to conventional insulation materials, ensuring reliable operation under the temperature variations commonly encountered in mining applications.
The outer sheath features halogen-free thermoplastic polyurethane compounds specifically engineered for abrasion, tear, oil, and chemical resistance. This advanced PUR formulation delivers exceptional mechanical protection while maintaining the halogen-free characteristics essential for safe operation in confined spaces. The thermoplastic nature of the compound allows for excellent low-temperature flexibility while providing robust protection against the harsh conditions typically encountered in mining and tunneling operations.
Performance Characteristics
Mechanical Durability
The TUNNELFLEX-PUR HF 0.6/1 kV demonstrates exceptional mechanical performance characteristics that make it ideal for demanding mobile applications. The cable supports a maximum travel speed of 60 m/min, making it suitable for high-speed reeling operations commonly required in modern mining equipment. This speed capability enables efficient equipment operation while maintaining cable integrity under dynamic loading conditions.
Bending radius specifications follow VDE 0298-3 standards, with requirements of 6 × D for fixed installation and 10 × D when used on drums. These specifications ensure that the cable can accommodate the tight bend radii often required in mobile equipment applications while preventing damage to the conductor or insulation system. The cable's construction allows for repeated flexing cycles without degradation of electrical or mechanical properties.
The cable's design specifically addresses the mechanical stresses encountered in single-plane deflection applications. However, it's important to note that the TUNNELFLEX-PUR HF cable without antitwisting protection is suitable for applications where deflection occurs in one plane only. This limitation must be carefully considered during system design to ensure proper cable selection for specific equipment configurations.
Tensile strength and abrasion resistance properties enable the cable to withstand the harsh handling conditions typical of mining operations. The robust construction resists damage from dragging across rough surfaces, contact with mining equipment, and exposure to the abrasive materials commonly present in underground environments.
Chemical and Environmental Resistance
The halogen-free formulation of the TUNNELFLEX-PUR HF cable provides comprehensive chemical resistance essential for mining and tunneling applications. The cable demonstrates excellent resistance to oils, fuels, acids, bases, and various chemicals commonly encountered in industrial mining operations. This chemical resistance extends the cable's operational life and reduces maintenance requirements in chemically aggressive environments.
Environmental resistance capabilities include superior performance under extreme temperature conditions. The cable operates reliably in ambient temperatures ranging from -40°C to 80°C for fixed installations and -30°C to 80°C for flexible installations. This broad temperature range ensures consistent performance across diverse mining environments and seasonal variations.
UV and ozone resistance properties protect the cable during surface handling and storage operations. While primarily designed for underground use, these characteristics ensure that temporary surface exposure doesn't compromise cable integrity. The flame retardant properties in accordance with EN/IEC 60332-1-2 standards provide crucial fire safety protection in underground environments where fire suppression can be challenging.
The halogen-free characteristic eliminates the generation of toxic gases during fire conditions, significantly improving personnel safety in confined underground spaces. This feature has become increasingly important as mining operations implement stricter safety protocols and environmental compliance requirements.
Application Scenarios
Power Supply for Mobile Mining Machinery
The TUNNELFLEX-PUR HF 0.6/1 kV excels in providing reliable power transmission to various mobile mining equipment types. Load-haul-dump vehicles, which form the backbone of many underground mining operations, benefit from the cable's ability to withstand continuous flexing during loading, hauling, and dumping cycles. The cable's robust construction maintains electrical integrity despite the severe mechanical stresses imposed by these demanding duty cycles.
Drilling equipment applications represent another critical use case where the TUNNELFLEX-PUR HF cable 60 m/min speed capability proves essential. Modern drilling rigs require high-speed cable deployment and retraction to maintain operational efficiency. The cable's ability to operate at 60 m/min enables these machines to achieve optimal drilling rates while ensuring reliable power delivery throughout the operation.
Conveyor systems and material handling equipment also benefit from the cable's mechanical durability and chemical resistance. These applications often involve exposure to abrasive materials, chemical spillage, and continuous operational cycles that would quickly degrade inferior cable designs. The TUNNELFLEX-PUR HF construction provides the longevity necessary for cost-effective operation in these demanding applications.
Tunneling Equipment with Single-Plane Deflection
Tunneling operations present unique challenges that the TUNNELFLEX-PUR HF cable is specifically designed to address. The single-plane deflection mining cable solution proves ideal for equipment that moves primarily in one direction or plane, such as tunnel boring machines operating along predetermined paths or shuttle cars moving along defined routes.
The cable's construction optimizes performance for applications where deflection patterns are predictable and controlled. This characteristic makes it particularly suitable for automated or semi-automated tunneling equipment where cable routing can be engineered to minimize multi-directional stress. The 60 m/min operating speed capability enables rapid equipment positioning while maintaining reliable power transmission.
Ventilation systems in tunneling operations also benefit from the cable's halogen-free characteristics. In environments where air circulation is critical, the elimination of potentially toxic gas generation during fire conditions represents a significant safety advantage. The cable's flame retardant properties provide additional protection in confined spaces where fire suppression options may be limited.
Limitations: Unsuitable for Multi-Plane Twisting Applications
While the TUNNELFLEX-PUR HF cable excels in many mining and tunneling applications, it's crucial to understand its limitations. The cable design without antitwisting protection makes it unsuitable for applications involving multi-directional movement or significant twisting forces. Equipment that requires rotation or complex movement patterns may cause premature cable failure if TUNNELFLEX-PUR HF is improperly applied.
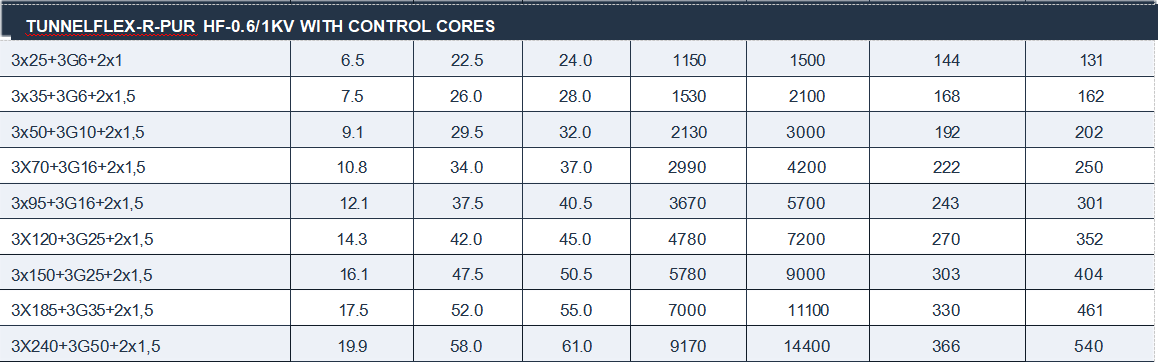
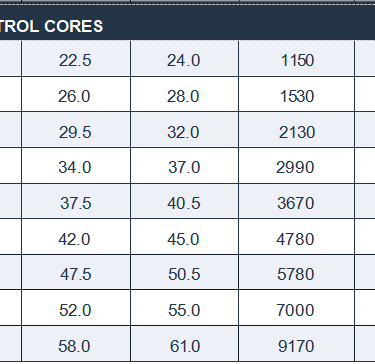
Applications involving cranes, rotating drilling equipment, or machinery with complex movement patterns require alternative cable solutions with antitwisting protection. The TUNNELFLEX-R-PUR HF variant, which includes antitwisting protection and supports speeds up to 120 m/min, would be more appropriate for such applications.
Understanding these limitations is essential for proper cable selection and system design. Misapplication of the TUNNELFLEX-PUR HF in unsuitable applications can result in premature failure, increased maintenance costs, and potential safety hazards. Proper application assessment ensures optimal performance and cost-effectiveness in mining and tunneling operations.


Benefits and Advantages
Enhanced Safety and Environmental Compliance
The halogen-free formulation of the TUNNELFLEX-PUR HF cable provides significant safety advantages in underground mining and tunneling environments. The elimination of halogenated compounds ensures that no toxic gases are generated during fire conditions, protecting personnel working in confined spaces where evacuation options may be limited. This safety feature has become increasingly important as mining operations implement comprehensive safety management systems.
Flame retardant properties in accordance with EN/IEC 60332-1-2 standards provide additional fire protection while maintaining the environmental benefits of halogen-free construction. The combination of flame retardancy and non-toxic gas generation creates a superior safety profile compared to traditional cable formulations.
Environmental compliance benefits extend beyond immediate safety considerations. Many mining operations now require halogen-free cable solutions to meet corporate environmental standards and regulatory requirements. The TUNNELFLEX-PUR HF cable enables operators to achieve compliance while maintaining the performance characteristics necessary for efficient operations.
Reduced Maintenance and Downtime
The robust construction of the TUNNELFLEX-PUR HF cable significantly reduces maintenance requirements and associated downtime costs. The abrasion-resistant outer sheath withstands the harsh handling conditions typical of mining operations, extending cable life and reducing replacement frequency.
Chemical resistance properties minimize degradation from exposure to oils, fuels, and other substances commonly present in mining environments. This resistance translates to longer cable life and fewer unexpected failures that can disrupt operations. The cable's ability to maintain electrical integrity despite chemical exposure reduces the need for frequent inspection and replacement.
Temperature stability across the broad operating range eliminates performance degradation due to environmental variations. Equipment operates reliably regardless of seasonal temperature changes or variations in underground conditions, reducing maintenance interventions and improving operational predictability.
Optimized for High-Speed Reeling Operations
The 60 m/min speed capability of the TUNNELFLEX-PUR HF cable enables efficient equipment operation while maintaining cable integrity. This speed rating allows modern mining equipment to operate at optimal rates without cable-imposed limitations, improving overall productivity and operational efficiency.
The cable's construction maintains electrical and mechanical properties throughout repeated high-speed reeling cycles. This durability ensures consistent performance over the cable's operational life, reducing performance degradation that could impact equipment efficiency or reliability.
Bending radius specifications optimize the cable for use with standard mining equipment cable reels and handling systems. The compatibility with existing equipment infrastructure minimizes installation complexity and enables straightforward integration into current operations.


Conclusion
Summary of Key Features
The TUNNELFLEX-PUR HF 0.6/1 kV represents a specialized solution engineered for the demanding requirements of mobile mining and tunneling equipment. The cable's halogen-free construction provides superior safety characteristics while maintaining the robust performance necessary for reliable operation in harsh underground environments. Key technical specifications include a 0.6/1 kV voltage rating, 60 m/min operational speed capability, and construction materials specifically selected for chemical and abrasion resistance.
The cable's mechanical durability, evidenced by its ability to withstand continuous flexing and exposure to abrasive conditions, makes it ideal for equipment subject to demanding duty cycles. The halogen-free thermoplastic polyurethane outer sheath provides comprehensive protection against environmental hazards while ensuring compliance with modern safety and environmental standards.
Ideal Use Cases and ROI Considerations
The TUNNELFLEX-PUR HF cable proves most cost-effective in applications requiring reliable power transmission to mobile equipment operating primarily in single-plane deflection patterns. Load-haul-dump vehicles, linear conveyor systems, and drilling equipment represent optimal applications where the cable's characteristics align with operational requirements.
Return on investment considerations include reduced maintenance costs, improved equipment uptime, and enhanced safety compliance. The cable's extended operational life and reduced failure rates translate to lower total cost of ownership compared to inferior alternatives. Additionally, the safety benefits of halogen-free construction provide intangible value through improved personnel protection and regulatory compliance.
How to Specify and Order TUNNELFLEX-PUR HF 0.6/1 kV
Proper specification of the TUNNELFLEX-PUR HF cable requires careful consideration of operational parameters including conductor size, cable length, and specific construction requirements. Available configurations range from 4G10 to 3x240+3G50 with optional control cores for monitoring and control applications.
Installation requirements should be evaluated to ensure compatibility with existing equipment and handling systems. The cable's bending radius specifications and mechanical properties must align with equipment design parameters to ensure optimal performance and longevity.
Procurement considerations should include availability of technical support, installation guidance, and maintenance recommendations from qualified cable specialists. Proper installation and handling procedures are essential for achieving the full performance potential of this specialized cable solution.
The TUNNELFLEX-PUR HF 0.6/1 kV cable represents a significant advancement in mobile mining cable technology, providing the safety, performance, and reliability characteristics essential for modern mining and tunneling operations. Its specialized design makes it an ideal choice for operations requiring dependable power transmission in demanding underground environments while maintaining compliance with contemporary safety and environmental standards.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat