TUNNELFLEX-PUR HF Without Anti-Twisting Protection 1 kV Halogen-Free Cable for Mobile Mining & Tunneling Equipment | Power Supply Cable Solutions
Discover the TUNNELFLEX-PUR HF Without Anti-Twisting Protection 1 kV halogen-free low-voltage power cable—engineered for mobile mining and tunneling equipment with one-plane deflection and speeds up to 60 m/min.
hongjing.Wang@Feichun
9/30/202514 min read


1. Introduction
1.1. Overview of TUNNELFLEX-PUR HF I 1 kV Cable
The TUNNELFLEX-PUR HF without anti-twisting protection represents a specialized halogen-free low voltage power cable engineered specifically for mobile equipment applications in underground mining and tunneling environments. This 1 kV cable delivers reliable power transmission in challenging conditions where mechanical stress, chemical exposure, and extreme temperatures converge. The cable's design philosophy centers on providing robust performance for applications involving single-plane deflection, making it particularly suitable for equipment that follows predictable movement patterns on reels or drums.
Unlike cables equipped with anti-twisting protection layers, this variant optimizes weight and flexibility for scenarios where torsional stress occurs primarily in one directional plane. The halogen-free polyurethane construction ensures both environmental compliance and enhanced safety characteristics, critical factors in confined underground spaces where toxic fume generation during fire events poses severe risks to personnel.
1.2. Target Applications in Mining and Tunneling
The primary applications for this cable encompass mobile mining equipment power supply cable systems, including drilling rigs, loader machines, pumping stations, and distribution boards operating in underground mines and tunnel construction sites. The cable serves as the critical link between power sources and mobile machinery that requires frequent repositioning within mining chambers or tunnel advancement zones.
Tunneling machinery cable solutions demand cables capable of withstanding high mechanical damage risks while maintaining electrical integrity. The TUNNELFLEX-PUR HF addresses these requirements through its specialized construction, supporting equipment operations at speeds up to 60 meters per minute. This performance envelope covers most standard mobile equipment velocities in underground operations, from slow-moving drilling platforms to moderately fast shuttle systems.
2. Key Features
2.1. Halogen-Free, Flame-Retardant Polyurethane Sheath
The outer sheath utilizes a halogen-free thermoplastic polyurethane compound engineered for exceptional resistance to abrasion, tearing, oil, and chemical exposure. This material selection addresses multiple operational hazards simultaneously—the halogen-free composition eliminates toxic halogen gas emissions during combustion events, protecting workers in poorly ventilated underground environments where smoke accumulation occurs rapidly.
The flame-retardant properties comply with EN/IEC 60332-1-2 standards, preventing fire propagation along cable runs. The polyurethane formulation provides superior mechanical durability compared to conventional rubber compounds while maintaining flexibility across temperature extremes from -30°C to +80°C during operation.
2.2. Absence of Anti-Twisting Protection (One-Plane Deflection)
This cable's distinguishing characteristic lies in its omission of anti-twisting protection layers, resulting in a one-plane deflection cable for mining machinery specifically optimized for applications where cable movement occurs along a single geometric plane. When mobile equipment travels along fixed rails, operates on level-wind reeling systems, or moves through predictable linear paths, the cable experiences primarily vertical or horizontal bending without significant rotational stress.
Eliminating the anti-twisting protection reduces overall cable diameter and weight while lowering cost, making it an economical choice for appropriate applications. However, this design requires careful application assessment—equipment involving compound movements, rotational operation, or multi-directional stress patterns requires cables with integrated anti-twisting protection to prevent premature failure from torsional fatigue.
2.3. High Mechanical Resistance (Oil, Abrasion, Chemicals)
The cable construction incorporates multiple resistance characteristics essential for harsh mining environments. The polyurethane outer sheath demonstrates excellent oil resistance, critical for equipment operating near hydraulic systems, diesel-powered machinery, and lubrication points. Abrasion resistance ensures longevity when cables drag across rough rock surfaces, metal grating, or mine car edges during equipment movement.
Chemical resistance extends to exposure from acidic mine water, alkaline dust suppressants, and various industrial fluids encountered in mining operations. The cross-linked polyethylene (XLPE) insulation on individual conductors provides additional protection layers, creating a comprehensive barrier system that maintains electrical integrity despite aggressive environmental conditions.
2.4. Temperature and Voltage Ratings
The cable operates reliably across a broad temperature spectrum, accommodating fixed installations in ambient temperatures from -40°C to +80°C, with flexible operation ratings spanning -30°C to +80°C. The conductor itself tolerates continuous operation at 90°C, with short-circuit temperature ratings reaching 250°C. This thermal performance envelope covers virtually all underground mining temperature conditions, from frigid permafrost operations to hot, deep mines with elevated geothermal gradients.
The rated voltage specification of 0.6/1 kV (U0/U) with a maximum operating voltage (Um) of 1.2 kV supports standard low-voltage mining distribution systems. The 3.5 kV test voltage provides substantial safety margin, ensuring insulation integrity under transient overvoltage conditions commonly encountered during motor starting, switching operations, or lightning-induced surges transmitted through grounding systems.
3. Technical Specifications
3.1. Electrical Parameters
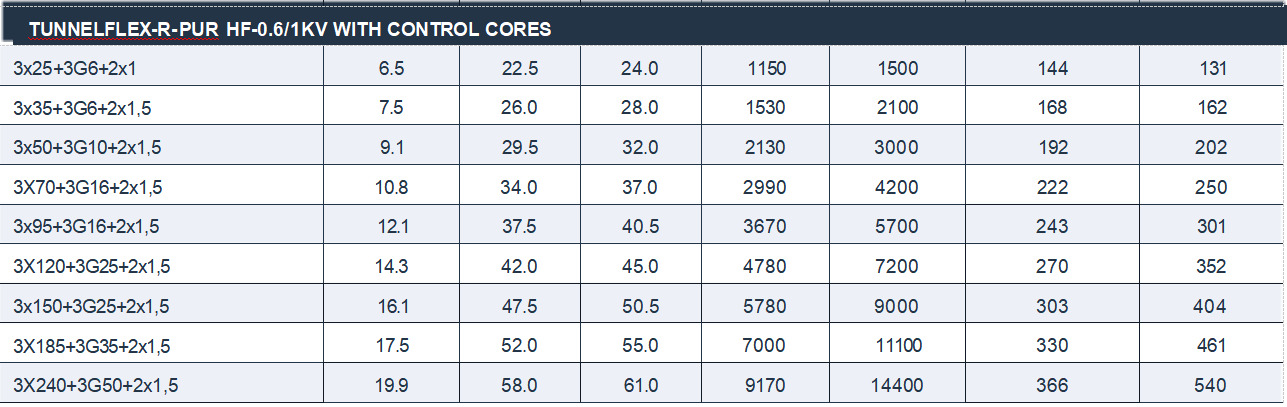
The cable employs plain copper conductors manufactured to class 5 flexibility standards, ensuring excellent fatigue resistance during repeated bending cycles. Available configurations include three-phase power conductors with integrated ground conductors, designated as 4G (four conductors including ground) or 3x+3G formats (three power conductors plus three ground conductors). Optional control cores in 2x1 or 2x1.5 mm² cross-sections enable integrated signaling or monitoring functions.
Conductor sizes range from 10 mm² to 240 mm², accommodating current carrying capacities from 74 amperes to 540 amperes. The XLPE insulation system provides low capacitance values ranging from 210 nF/km to 790 nF/km depending on conductor size, minimizing reactive power losses. Operation self-inductance values between 0.22 mH/km and 0.33 mH/km ensure predictable voltage drop characteristics for motor loads.
3.2. Mechanical Parameters
The cable demonstrates a maximum travel speed capability of 60 meters per minute for mobile applications, suitable for most underground equipment velocities. Bending radius requirements specify a minimum of 6 times the cable outer diameter for fixed installations and 10 times the diameter for drum mounting applications. These relatively generous bending radii extend cable service life by preventing insulation compression and conductor strand breakage.
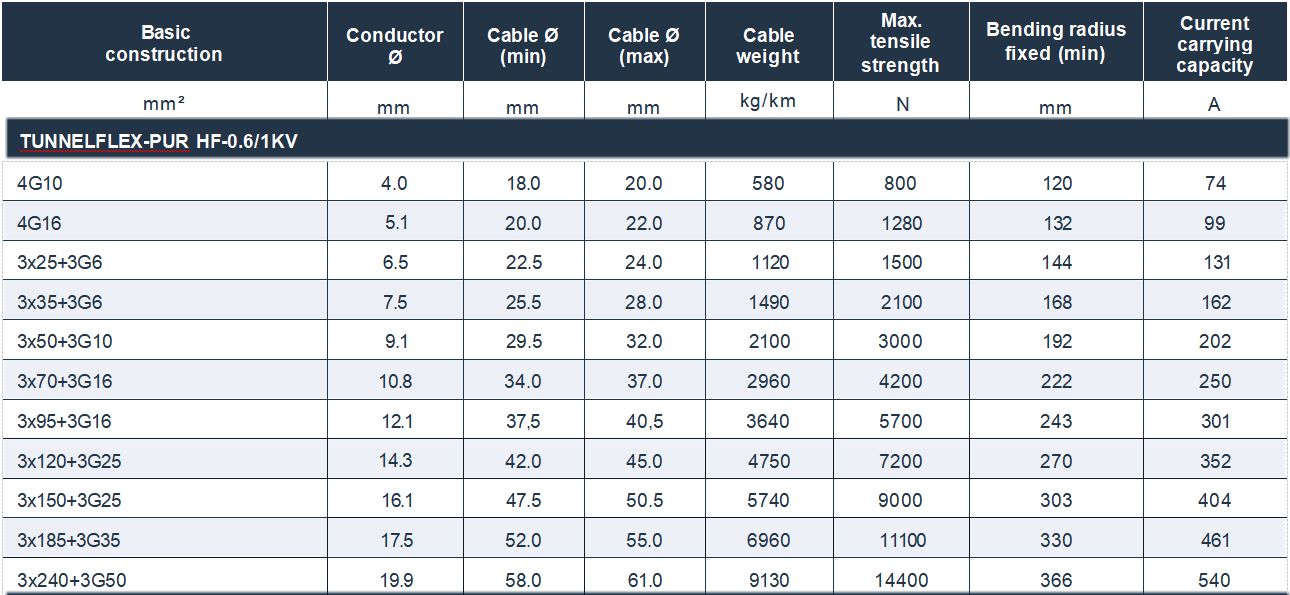
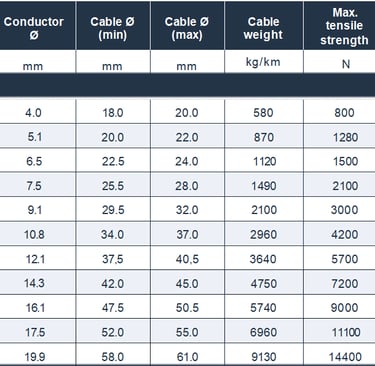
Cable outer diameters range from approximately 18 mm for 4G10 configurations to 61 mm for 3x240+3G50+2x1.5 variants. Cable weights span from 580 kg/km for smallest sizes to 9,270 kg/km for largest configurations. The maximum tensile strength varies from 800 N for smaller cables to 14,400 N for heavy-duty variants, reflecting the integrated tensile elements and conductor cross-sections.
3.3. Thermal and Chemical Resistance
The halogen-free thermoplastic polyurethane compounds used in both inner and outer sheaths provide exceptional chemical stability. The material resists degradation from diesel fuel, hydraulic oil, cutting fluids, and the acidic conditions prevalent in many mining water sources. UV resistance enables occasional surface routing during mine development phases, though underground installation remains the primary application.
Fire behavior testing confirms the cable's flame-retardant properties, preventing fire propagation along cable routes. The halogen-free composition produces minimal smoke and no corrosive gases during combustion, critical characteristics for underground personnel safety. The cable maintains functional integrity across its full temperature range without insulation softening or embrittlement at temperature extremes.
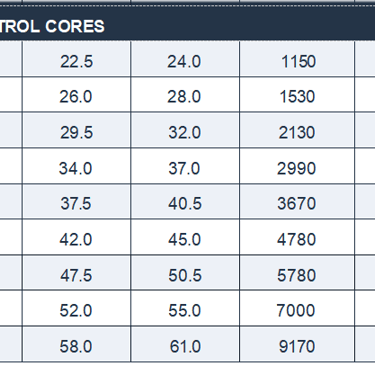
3.4. Dimensional and Performance Data
Specific cable configurations illustrate the performance parameters: a 3x50+3G10+2x1.5 mm² cable exhibits an outer diameter of 29.5-32 mm, weighs 2,130 kg/km, and carries 202 amperes continuously. The conductor resistance at 20°C measures 0.386 ohms per kilometer, enabling precise voltage drop calculations for system design.
Larger configurations like 3x185+3G35+2x1.5 mm² reach 52-55 mm diameter, weigh 7,000 kg/km, and deliver 461 amperes. The maximum tensile strength of 11,100 N accommodates substantial mechanical loads during reeling operations. These specifications enable engineers to select optimal cable sizes based on electrical load requirements, mechanical stress profiles, and installation constraints.

4. Application Scenarios
4.1. Mobile Mining Equipment Power Supply Cable
Underground mining operations employ diverse mobile equipment requiring flexible power connections. Load-haul-dump (LHD) vehicles, commonly called scoops or loaders, transport ore from extraction points to crushing stations or ore passes. These machines operate along relatively fixed routes within mining drifts, making them ideal candidates for TUNNELFLEX-PUR HF cables deployed on trailing reels.
Drilling equipment for production holes, long-hole drilling, and roof bolting represents another major application category. Mobile drill rigs must reposition frequently as mining faces advance, necessitating cable systems that withstand repeated coiling, uncoiling, and dragging across rough mine floors. The cable's abrasion-resistant sheath and flexible conductor construction ensure reliable operation despite harsh handling.
Submersible pumps for mine dewatering require power cables capable of partial water immersion. While this cable variant supports up to 10 meters water depth, its primary value lies in handling the wet, corrosive environments surrounding pumping stations rather than full submersion applications. The moisture-resistant construction prevents insulation degradation from constant exposure to mine water spray and condensation.
4.2. Tunneling Machinery Cable Solutions
Tunnel boring machines (TBMs) and roadheaders represent the most demanding tunneling applications. These massive machines advance through rock faces while simultaneously installing ground support, requiring substantial electrical power delivered through flexible cable systems. The TUNNELFLEX-PUR HF serves trailing cable functions, connecting TBMs to temporary power distribution points that follow the advancing tunnel face.
Tunnel construction involves extensive use of mobile concrete pumps, shotcrete equipment, and ventilation fans, all requiring flexible power connections that tolerate the dusty, wet, and mechanically aggressive tunnel environment. The cable's chemical resistance proves particularly valuable against exposure to cement slurries, chemical admixtures, and the alkaline conditions created by shotcrete application.
Rail-mounted equipment in tunnel construction, including muck cars, supply trains, and mobile transformer units, benefit from the cable's suitability for festoon systems and trailing applications. The predictable, single-plane movement of rail-guided equipment aligns perfectly with the cable's design characteristics, eliminating unnecessary anti-twisting protection while maintaining robust mechanical performance.
4.3. One-Plane Deflection Use Cases
Understanding appropriate applications for one-plane deflection cables prevents premature failures and optimizes system economics. Conveyor belt drive systems exemplify ideal scenarios—as the belt advances, the power cable feeding the drive motor experiences primarily vertical deflection as it pays off a storage reel. The absence of rotational movement eliminates torsional stress, making anti-twisting protection unnecessary.
Level-wind reeling systems that guide cable storage through synchronized lateral traversing mechanisms create predominantly planar cable deflection. These systems ensure even cable winding on drums while preventing cable twist accumulation, allowing the use of cables without integrated anti-twisting protection. Proper level-wind system design and maintenance remain critical to preventing unexpected torsional loads.
Conversely, applications inappropriate for this cable include equipment with rotational components connected directly to power cables, such as turntables, swivel joints, or rotating drill heads. These applications generate continuous torsional stress requiring cables with synthetic mesh anti-twisting protection layers to prevent conductor deformation and eventual failure. Careful application analysis ensures proper cable specification for each specific equipment installation.


5. Benefits and Advantages
5.1. Enhanced Safety and Compliance
The halogen-free construction fundamentally improves underground safety by eliminating toxic gas generation during fire events. Traditional PVC-insulated cables release hydrochloric acid gas when burning, creating corrosive smoke that damages equipment and poses severe respiratory hazards to personnel. In confined underground spaces with limited ventilation, even small cable fires can generate lethal atmospheric conditions within minutes.
The flame-retardant properties prevent fire propagation along cable routes, containing thermal events to localized areas. This characteristic proves critical in underground mining where cable routes often extend for kilometers through interconnected workings. Preventing fire spread allows evacuation and fire suppression efforts to succeed before catastrophic conditions develop.
Compliance with international standards including DIN VDE 0250-812, IEC 60228, and EN 60332-1-2 ensures the cable meets rigorous safety and performance criteria. These certifications provide confidence to mining operators, regulators, and insurance providers that electrical installations meet accepted industry best practices for hazardous environments.
5.2. Reduced Downtime and Maintenance Costs
The robust construction directly translates to extended service life and reduced maintenance requirements. Cable failures in underground mining represent particularly costly events—production equipment sits idle during repair operations, while technicians and replacement materials must be transported to remote underground locations. The logistical challenges of underground cable replacement make reliability improvements highly valuable.
The abrasion-resistant polyurethane sheath significantly outlasts conventional rubber compounds in trailing and reeling applications. Field experience demonstrates sheath life extensions of 50-100% compared to standard rubber-sheathed cables in severe mining environments. This durability reduces replacement frequency and associated costs while improving operational availability.
Chemical resistance prevents insulation degradation that causes gradual electrical leakage and eventual breakdown. Many underground cable failures result from slow chemical attack rather than sudden mechanical damage. The XLPE insulation and polyurethane sheaths resist these degradation mechanisms, maintaining electrical integrity throughout extended service periods.
5.3. Optimized Cable Handling at Speeds up to 60 m/min
The 60 meters per minute speed rating accommodates most mobile equipment velocities encountered in underground mining and tunneling. This capability enables responsive equipment positioning without cable speed limitations constraining operational efficiency. Equipment operators can move machinery at natural work rhythms rather than creeping at reduced speeds to protect cable systems.
The flexible conductor construction and optimized insulation thicknesses minimize the bending stiffness that resists reeling operations. Lower bending forces reduce wear on cable reel mechanisms and support equipment, extending mechanical component service lives. The reduced torque requirements also enable smaller, lighter reeling machinery, valuable considerations in space-constrained underground environments.
Proper bending radius management remains essential even with flexible cables. The specified minimum bending radii of 6-10 times cable diameter represent genuine engineering requirements, not arbitrary safety factors. Violating these limits through undersized reel diameters or sharp cable deflections causes internal conductor damage that accumulates over repeated cycles, ultimately resulting in premature failure despite the cable's robust construction.
5.4. Compact, Lightweight Design
Eliminating anti-twisting protection layers reduces cable diameter by approximately 10-15% compared to equivalent protected cables. This dimensional reduction delivers multiple advantages: smaller diameter enables use of compact cable reels, reducing equipment footprint in space-limited underground areas. The reduced cross-section also lowers cable weight per unit length, decreasing loads on reeling mechanisms and support structures.
Weight reduction becomes increasingly significant for long cable runs. A 500-meter installation of 3x95+3G16+2x1.5 mm² cable weighs approximately 1,850 kilograms without anti-twisting protection versus roughly 2,100 kilograms for the protected variant. This 250-kilogram difference impacts handling equipment requirements, installation labor, and structural loads on cable support systems.
The compact design also improves storage and transportation efficiency. Underground mines rely on hoisting systems with limited capacity to move materials and equipment. Lighter, more compact cables reduce hoist cycles required for installation projects, lowering project costs and minimizing interference with production operations that share the same hoisting infrastructure.
6. Installation and Handling Guidelines
6.1. Bending Radius and Reel Requirements
Proper cable handling begins with selecting appropriate reel diameters. For fixed installations, the minimum bending radius equals 6 times the cable outer diameter. A 50 mm diameter cable requires reels of at least 600 mm diameter (300 mm radius measured to the cable centerline). For drum reeling applications involving repeated cycling, the minimum increases to 10 times cable diameter, requiring 1,000 mm diameter reels for the same cable.
These requirements reflect the physical behavior of stranded conductors and insulation materials under bending stress. Excessive bending compresses insulation on the inner radius while stretching it on the outer radius, creating stress concentrations. Individual conductor strands experience similar compression and tension forces. Repeated cycling below minimum radius limits causes cumulative damage—conductor strand breakage, insulation cracking, and eventual electrical failure.
Level-wind mechanisms must provide smooth, controlled cable guidance without introducing sharp bends or twist. Proper fleet angle design (typically 1.5-2 degrees) ensures even cable winding without edge climbing or crow's nesting. Regular inspection of level-wind systems prevents degraded performance that could introduce unexpected cable stress patterns.
6.2. Ambient Temperature Ranges
The cable's operational temperature specifications require consideration during installation planning and equipment selection. The -30°C to +80°C flexible operation range covers most underground mining conditions, but extreme environments demand specific attention. Deep mines with elevated geothermal temperatures may approach the upper limit in poorly ventilated areas, requiring careful routing away from heat sources and provision of adequate ventilation.
Cold-weather surface installations during winter months can expose cables to temperatures below the flexible operation minimum. In such cases, cables should remain energized to generate conductor warming, or installation should be delayed until temperatures rise. Attempting to coil, uncoil, or bend cables at extremely cold temperatures risks insulation cracking and conductor damage.
The 90°C maximum conductor temperature relates to current loading rather than ambient conditions. Proper cable sizing ensures conductor heating from electrical current flow remains within thermal limits. Undersized cables operating above rated current develop excessive temperatures that accelerate insulation aging and eventually cause breakdown. Thermal modeling during system design prevents these issues by matching cable sizes to actual load profiles.
6.3. Recommended Practices for Mobile Applications
Successful mobile cable applications require attention to installation details beyond basic electrical sizing. Cable entry points into mobile equipment should incorporate strain relief that prevents concentrated bending at the connection point. Flexible conduit or reinforced cable glands distribute bending loads over several cable diameters, preventing the sharp transition that causes premature failures.
Trailing cable systems benefit from periodic position rotation to distribute wear evenly around the cable circumference. Equipment that consistently pays cable off one side of the reel develops accelerated wear on that surface. Periodic reel repositioning equalizes wear patterns and extends overall cable life. Similarly, stored cable should be periodically shifted on reels to prevent set deformation from extended storage under tension.
Regular visual inspections identify developing issues before catastrophic failures occur. Inspectors should examine cables for cuts, abrasions, crushing damage, and signs of chemical attack. Particular attention should focus on areas subject to repeated bending—reel terminations, guide points, and equipment entry locations. Early detection and repair of minor damage prevents progression to major failures requiring complete cable replacement.
7. Conclusion
7.1. Summary of Cable Capabilities
The TUNNELFLEX-PUR HF without anti-twisting protection delivers robust, reliable power transmission for mobile underground mining and tunneling equipment operating with predominantly single-plane cable deflection. The halogen-free polyurethane construction combines exceptional mechanical durability with critical safety characteristics, providing flame retardancy without toxic gas generation. The 1 kV voltage rating and current carrying capacities up to 540 amperes support diverse equipment power requirements.
Technical specifications including conductor resistances, capacitance values, and mechanical strength parameters enable precise system engineering for demanding applications. The cable withstands extreme temperatures, chemical exposure, abrasion, and oil contamination while maintaining electrical integrity over extended service periods. Compliance with international standards ensures reliable performance and regulatory acceptance across global mining operations.
7.2. Why Choose TUNNELFLEX-PUR HF for Mining and Tunneling
Selecting the TUNNELFLEX-PUR HF for appropriate applications delivers substantial operational and economic advantages. The halogen-free low voltage power cable for tunneling equipment provides enhanced safety in confined underground spaces where fire risks carry severe consequences. The robust construction reduces maintenance requirements and extends service intervals, lowering lifecycle costs while improving equipment availability.
The cable's suitability for mobile mining equipment power supply cable applications stems from careful engineering that balances flexibility, durability, and cost-effectiveness. Understanding the cable's design characteristics—particularly the implications of omitting anti-twisting protection—enables proper application specification. When deployed in appropriate one-plane deflection scenarios, the TUNNELFLEX-PUR HF represents an optimal solution that meets technical requirements while providing economic value.
Mining and tunneling operations demand cable systems capable of reliable performance under extreme conditions. The TUNNELFLEX-PUR HF delivers this performance through proven materials, thoughtful construction, and comprehensive testing against rigorous international standards. For operations seeking dependable power distribution to mobile equipment in underground environments, this cable provides a technically sound solution backed by extensive field experience across global mining and tunneling projects.
Common Questions and Answers
Q: What happens if I use this cable in applications involving rotational equipment movement?
A: Using TUNNELFLEX-PUR HF cables without anti-twisting protection on equipment with rotational movement or multi-plane deflection patterns will cause premature failure. The cable experiences torsional stress that gradually deforms conductors and insulation layers, leading to electrical shorts or open circuits. Equipment involving turntables, swivel connections, or compound movements requires cables with integrated anti-twisting protection layers that resist torsional deformation.
Q: Can this cable replace damaged sections of existing installations with anti-twisting protection?
A: Mixing cable types with and without anti-twisting protection in a single installation creates mechanical compatibility issues. The different construction types exhibit varying stiffness and torsional resistance characteristics, potentially causing stress concentrations at transition points. Replacement sections should match the original cable construction specifications to maintain consistent mechanical behavior throughout the entire cable length.
Q: How do I determine if my application truly involves single-plane deflection?
A: Careful observation of cable movement patterns during equipment operation reveals deflection characteristics. Single-plane deflection means the cable bends primarily in one geometric plane—either vertically or horizontally—without significant twisting or rotation. Equipment following fixed rails, guided by linear tracks, or operating with properly designed level-wind reeling systems typically creates single-plane deflection. Equipment with rotating components, compound movements, or unguided trailing arrangements likely generates multi-plane deflection requiring anti-twisting protection. When uncertain, selecting cables with anti-twisting protection provides additional security against unexpected torsional loads.
Q: What maintenance practices extend cable service life in harsh mining environments?
A: Regular visual inspections identifying early damage allow targeted repairs before minor issues become major failures. Maintaining proper bending radii through appropriate reel sizing and level-wind operation prevents mechanical fatigue. Cleaning accumulated mud, chemical residues, and debris from cable surfaces reduces abrasion during coiling operations and prevents chemical attack on sheath materials. Periodic electrical testing including insulation resistance measurements and visual inspections of terminations identifies developing problems before operational failures occur. Proper storage of spare cable on reels protected from direct sunlight, extreme temperatures, and chemical exposure maintains material properties until installation.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat