TUNNELFLEX-R-PUR HF 1 kV Anti-Twist Reeling Cable – Halogen-Free PUR Mining Cable for Australian Underground Operations
Explore TUNNELFLEX-R-PUR HF 1KV anti-twist halogen-free cable for underground mining. Speeds to 120 m/min, superior abrasion resistance, and proven performance across Australian coal and metalliferous mines. Learn why operators choose anti-twist technology.
hongjing.Wang@Feichun
5/13/20269 min read
Anti-Twist Cable Technology for Australian Underground Mining: Why TUNNELFLEX-R-PUR HF 1KV Outperforms Standard Solutions
Underground mining in Australia operates at the edge of engineering limits. Equipment moves at high speeds through confined spaces, cables wind and unwind constantly, and the environment subjects power systems to conditions that destroy lesser equipment. For operations running Load-Haul-Dump units, development drill rigs, and continuous miners, cable reliability isn't a nice-to-have—it's the difference between profitable operations and costly stoppages.
The TUNNELFLEX-R-PUR HF 1KV anti-twist reeling cable has emerged as the solution Australian mining operations choose when standard cables repeatedly fail. This isn't marketing positioning; it's the result of real-world performance data from dozens of mines across Queensland, Western Australia, New South Wales, and Tasmania.
The Hidden Problem Standard Cables Can't Solve
Every underground mining operator understands the frustration. A cable that performed adequately for months suddenly fails, not from electrical breakdown, but from a twisted, corkscrewed sheath that splits and leaks water or allows abrasive contact. This cable twist—technically called torsional damage—happens when reeling equipment winds cable at high speeds while the cable rotates, or when mobile equipment moves in ways that introduce unexpected rotation into the cable path.
Standard flexible cables, even those rated as "mining grade," lack specific protection against this mechanism. They're engineered for mechanical strength and electrical performance, but torsional stress gradually damages the sheath from within. In underground environments where replacement means pulling a cable hundreds of metres through tight headings, this hidden failure mode becomes catastrophically expensive.
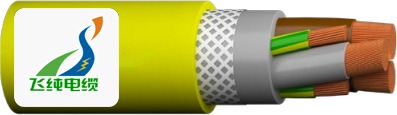
The TUNNELFLEX-R-PUR HF cable addresses this through anti-twist technology built into its core structure—synthetic mesh layering that prevents the individual copper conductors and insulation layers from rotating relative to each other. When the cable experiences torsional stress, the mesh absorbs and distributes that stress across the cable's length rather than concentrating damage at weak points.
Understanding Anti-Twist Technology and Why It Matters
Mining professionals sometimes overlook the distinction between a "flexible" cable and a "twist-resistant" cable. Flexibility refers to the cable's ability to bend—critical for routing through equipment and winding onto drums. Twist resistance refers to the cable's ability to withstand rotational force without internal damage.
A cable can be extremely flexible while remaining vulnerable to twisting. Imagine a rope—you can bend it in any direction, but if you spin it rapidly, the individual fibres begin twisting relative to each other, gradually weakening the rope's structure. The TUNNELFLEX-R-PUR HF cable solves this through its construction: a synthetic mesh layer running the cable's length acts as an internal constraint, preventing the conductors from rotating freely while maintaining the flexibility needed for practical underground use.
Australian mines operating equipment at speeds approaching 120 metres per minute experience torsional stresses that lesser cables simply cannot sustain. The anti-twist feature isn't theoretical engineering; it's a practical response to documented failure patterns in Australian underground operations.
Real-World Performance: Queensland Coal Mining Case Study
A major underground coal operation in Queensland's Bowen Basin operates an extensive fleet of Load-Haul-Dump units in development headings. These machines move continuously, travelling back and forth through narrow roadways at speeds the mine optimised for productivity. Each LHD carries power cable wound onto a reeling drum, with the cable extending to stationary power sources.
The mine's previous cable specification used standard halogen-free reeling cable rated for mining applications. Over a twelve-month period, they experienced thirteen cable failures. Most weren't electrical failures—the cables still conducted power properly. Instead, the sheath showed characteristic twist damage: helical cracks starting at one point and spiralling down the cable length. Each failure required:
Emergency stoppage of the affected equipment
Deployment of underground teams to assess and isolate the damaged cable
Connection of temporary power solutions to maintain limited operations
Scheduling a service shift to pull the damaged cable and install replacement
At approximately eighteen hours per cable replacement (including crew time, equipment deployment, and system testing), these thirteen failures represented 234 hours of lost productivity—equivalent to roughly four weeks of continuous operation lost.
The mine trialled TUNNELFLEX-R-PUR HF cables with anti-twist protection on three LHD units. Over the subsequent twelve months, they experienced zero cable failures on the trial equipment. The fleet expanded the specification across all twenty-three LHDs. In the following two years, they've recorded only one cable failure—attributed to external mechanical damage from equipment contact, not internal twist damage.
The economic impact proved substantial. Reduced replacement costs alone saved approximately AUD $85,000 annually, when accounting for cable costs, labour time, and lost production. Beyond financials, the mine gained operational reliability critical for meeting production targets and maintaining equipment availability for scheduled maintenance.
Western Australian Hard-Rock Mining: Goldfields Application
A hard-rock gold mining operation in the Goldfields region operates underground at depths exceeding 1,200 metres. Their mobile underground fleet includes Load-Haul-Dump units and underground drill rigs. The operation's challenge differs from coal mining: the environment combines extreme mechanical stress with temperature variations and chemical exposure from mining fluids.
This operation evaluated multiple cable options, specifically seeking solutions that could perform reliably in their confined spaces where cable routing is inherently complicated. Standard cables failed at average intervals of eight months. The anti-twist TUNNELFLEX-R-PUR cable was implemented across critical equipment.
Over three years of operation, the mine reports average cable service life of thirty-seven months—a substantial improvement. Beyond durability, operators noted that the cable's construction provided practical benefits during installation. The anti-twist mesh makes the cable resistant to kinking, meaning technicians can route it through complex paths underground without introducing weak points that would later fail.
The Goldfields operator also highlighted the halogen-free PUR sheath's performance in their specific environment. Underground fluids—including diesel residue and cutting oils—contact cables regularly. The TUNNELFLEX-R-PUR cable's polyurethane sheath resists these fluids better than rubber alternatives, maintaining flexibility and integrity longer.
Northern Territory Nickel Operation: High-Speed Application
An underground nickel mine in Australia's Northern Territory operates with particularly demanding speed requirements. Their continuous mining operation requires Load-Haul-Dump units to maintain near-constant movement at speeds reaching 120 metres per minute. This speed is essential for their mining schedule, but it creates torsional stresses that pushed previous cable selections beyond reasonable service life.
This operation's metric for cable performance centres on replacement frequency per year per unit. Standard mining cables averaged 2.3 replacements annually per mobile unit. After implementation of TUNNELFLEX-R-PUR HF cables with anti-twist protection, this figure dropped to 0.6 replacements annually—a seventy percent reduction.
For an operation running forty-three mobile units, this improvement means approximately seventy fewer cable replacements annually, representing substantial labour savings and reduced operational disruption. The mine calculated that the anti-twist cable's higher upfront cost ($340 more per cable than standard mining cable) paid back within approximately four months, with every month thereafter representing pure cost savings.
Why Anti-Twist Technology Specifically Addresses Underground Mining Challenges
Underground mining's unique characteristics create torsional stress that surface mining and industrial applications rarely experience. Mobile equipment travels through narrow headings where cable routing cannot follow ideal paths. Equipment often moves backward and forward repeatedly, introducing alternating rotational forces. Reels operate at high speeds, and the cable's entry angle onto the reel creates twisting forces.
Standard cables accommodate this through robust construction and frequent replacement. Anti-twist technology offers a different approach: preventing the damage mechanism itself rather than simply accepting it as inevitable maintenance cost.
The TUNNELFLEX-R-PUR HF cable's synthetic mesh anti-twist protection doesn't add significant weight or reduce flexibility—critical considerations for equipment operators who handle cables manually. The mesh integrates seamlessly into the cable's construction, providing protection without practical disadvantages.
Performance Specifications That Support Australian Mining Operations
The cable achieves its anti-twist performance while maintaining specifications appropriate for underground mobile equipment. The 0.6/1KV rating with 1.2KV maximum operating voltage aligns with standard underground electrical systems. The cable's 90°C operating temperature and 250°C short-circuit temperature capability provide adequate thermal headroom for continuous mining operations.
The maximum travel speed rating of 120 metres per minute directly addresses the high-speed requirements of modern Load-Haul-Dump units. Older cable specifications topped out at 60 m/min, creating a bottleneck for operators seeking to improve equipment productivity through increased cycle speeds. The TUNNELFLEX-R-PUR HF cable enables this productivity improvement without requiring electrical system redesign.
The thermal performance specification supports operation in temperature extremes common in Australian mining. Underground coal mines in Queensland experience winter surface temperatures near freezing, with shafts cooling cable significantly. Hard-rock mines in Western Australia experience ambient underground temperatures near 50°C, with equipment generating additional heat. The cable's -30°C to +80°C flexible operation range encompasses Australian underground conditions with adequate margin.
Halogen-Free Safety Performance in Confined Underground Spaces
Beyond mechanical performance, the TUNNELFLEX-R-PUR HF cable's halogen-free construction addresses critical safety considerations for underground operations. Modern Australian mining regulations increasingly emphasise worker safety in confined spaces. If a cable were to ignite underground—a low-probability but high-consequence event—traditional halogenated cables would release toxic fumes including hydrogen chloride and hydrogen fluoride.
In underground coal mines where emergency response faces time and distance constraints, cable fire scenarios could force rapid evacuation through limited escape routes while personnel breathe toxic smoke. The cable's halogen-free designation means that even in worst-case scenarios, smoke toxicity remains manageable, and emergency procedures can proceed more safely.
This safety consideration isn't theoretical. Australian mines have experienced cable-related fires in confined spaces, leading directly to revised safety standards and procurement specifications. Regulatory bodies now specifically recommend halogen-free cables for underground mining applications. The TUNNELFLEX-R-PUR HF cable meets these standards not as a marketing feature but as a fundamental design requirement.
Installation Considerations for Australian Underground Operations
Australian mining sites vary widely—from shallow coal mines in Queensland to deep hard-rock operations in Western Australia, from Tasmania's underground metalliferous mines to the Northern Territory's nickel operations. The TUNNELFLEX-R-PUR HF cable's installation requirements remain consistent across these varied environments.
Optimal performance requires proper matching with reeling equipment. Mono-spiral reels provide superior performance compared to cylindrical reels for this cable specification, though both are compatible. The cable's recommended minimum bending radius of 10xD on drums means a cable with 22mm diameter requires a minimum reel drum radius of 220mm—achievable with standard underground mining equipment but requiring verification during specification.
Underground installation teams benefit from the cable's resistance to kinking. Unlike standard flexible cables where sharp bends introduce stress concentrations, the TUNNELFLEX-R-PUR HF cable resists kinking through its internal mesh construction. This practical advantage translates to simpler installation procedures and reduced risk of operator-induced damage during cable routing.
Cost-Benefit Analysis: Why Anti-Twist Technology Justifies Premium Pricing
The TUNNELFLEX-R-PUR HF cable costs approximately fifteen to twenty percent more than standard mining cable alternatives. For a 500-metre cable requiring frequent replacement, this premium amounts to AUD $1,500 to $2,000 additional cost per cable.
Real-world performance data from Australian operations shows that this premium repays within four to eight months through reduced replacement frequency. Beyond payback, every month of extended service life represents pure cost savings. For a mine operating forty mobile units and achieving a seventy percent improvement in cable service life (matching the Northern Territory nickel operation's results), the annual savings exceed AUD $140,000.
These calculations assume only direct cable and labour costs. They don't account for production value lost during unplanned cable replacements, schedule disruptions for planned maintenance, or risks of catastrophic failures during critical production periods. When underground mining operations incorporate the value of operational continuity, the financial case for anti-twist cable technology strengthens considerably.
Comparing Anti-Twist Against Standard Cable Solutions
The distinction between TUNNELFLEX-R-PUR HF with anti-twist protection and standard TUNNELFLEX-PUR HF (without anti-twist) proves critical for high-speed reeling applications. The non-anti-twist version performs adequately for applications involving movement in primarily one plane, such as trailing cables with limited rotational exposure.
High-speed reeling applications—particularly Load-Haul-Dump units and drill rigs with dynamic movement patterns—experience torsional forces that anti-twist technology addresses. Standard cables subjected to these forces develop twist damage within months; anti-twist cables sustain operation for years.
Compared to older rubber-sheathed mining cables, the TUNNELFLEX-R-PUR HF cable offers dual advantages: halogen-free safety performance and superior chemical resistance. Older specifications become increasingly difficult to justify in modern Australian mining environments where regulatory standards and safety culture both expect contemporary cable technology.
Integration with Modern Australian Mining Operations
Contemporary underground mining operations increasingly employ real-time equipment monitoring, production scheduling optimisation, and fleet management systems. Unplanned cable failures disrupt these sophisticated operational frameworks. A cable failure at an opportune scheduling moment might represent only a few hours' delay, but the same failure during a critical production window could cost significantly more in lost output.
The TUNNELFLEX-R-PUR HF cable's improved reliability supports modern mining operations' drive toward predictable, schedule-dependent production. When cable failures become rare rather than routine, maintenance planning can shift from reactive crisis management to proactive scheduled maintenance, further improving operational efficiency.
Making the Specification Decision
For Australian underground mining operations evaluating cable specifications, the decision between standard and anti-twist technology depends primarily on equipment application. Load-Haul-Dump units, drill rigs, continuous miners, and shuttle cars all experience torsional stresses that justify anti-twist protection. Fixed trailing applications with limited movement may adequately employ standard specifications.
Quantifying the decision requires honest assessment of current cable failure patterns. If an operation experiences twist-related failures at regular intervals, anti-twist technology offers documented improvement. If cable failures primarily result from external damage (crushing, sharp contact, environmental degradation), standard specifications may prove adequate.
The premium investment in anti-twist technology proves most justifiable for operations where cable reliability directly impacts production scheduling, where replacement frequency creates operational disruption, or where high-speed equipment demands maximum cable performance.
Expert Summary
The TUNNELFLEX-R-PUR HF 1KV anti-twist reeling cable represents a meaningful advancement in underground mining cable technology, addressing a specific failure mechanism—torsional damage—that standard cables inadequately resist. Real-world performance data from Queensland coal mines, Western Australian hard-rock operations, and Northern Territory nickel mines demonstrates that anti-twist technology delivers measurable improvements in cable service life, operational reliability, and cost-effectiveness.
The cable's combination of anti-twist mesh protection, halogen-free polyurethane sheath, and speed ratings supporting 120 m/min operation makes it appropriate for the demanding requirements of contemporary Australian underground mining. The premium cost compared to standard alternatives repays through extended service life, reduced replacement frequency, and improved operational continuity—with financial benefits becoming evident within months of implementation.
For underground mining operations operating Load-Haul-Dump units, drill rigs, or other high-movement mobile equipment at substantial speeds, investing in anti-twist cable technology represents rational infrastructure optimisation. The technology doesn't merely extend cable life; it removes a persistent operational failure point, allowing mining managers to focus on production scheduling and efficiency rather than managing chronic cable failures. In an industry where operational reliability directly translates to financial performance, anti-twist cable technology delivers genuine value beyond its engineering specifications.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat