📞+86 153 7530 2641 📧 hongjing.Wang@feichuncables.com

TUNNELFLEX-R-PUR HF 1 kV Antitwisting Protection Cable for High-Speed Mining & Tunneling Equipment
Discover the TUNNELFLEX-R-PUR HF 1 kV cable with antitwisting protection—designed for mobile mining and tunneling equipment at speeds up to 120 m/min. Learn about its rugged construction, mechanical-damage resistance, and ideal applications in harsh underground environments.
hongjing.Wang@Feichun
10/9/202517 min read

Introduction
Underground mining and tunneling operations demand power cables that can withstand extreme mechanical stress, rapid movement, and harsh environmental conditions. The TUNNELFLEX-R-PUR HF cable family represents a specialized solution engineered specifically for mobile equipment in these challenging applications. Unlike standard industrial cables, this halogen-free low voltage power cable incorporates integrated antitwisting protection, making it uniquely suited for high-speed reeling operations where torsional stress is a constant concern.
The importance of antitwisting protection in mobile mining and tunneling cannot be overstated. As equipment such as shuttle cars, roadheaders, and drilling rigs move through confined spaces, their power cables experience not only linear tension but also rotational forces that can damage conductors, compromise insulation, and lead to catastrophic failures. Traditional cables without antitwist features may perform adequately at low speeds or in single-plane applications, but the demands of modern mining—where equipment operates at speeds up to 120 meters per minute—require a more sophisticated approach. The TUNNELFLEX-R-PUR HF cable with antitwisting protection addresses this critical need, providing reliable power transmission while maintaining structural integrity under continuous torsional loading.
Key Features
1 kV Voltage Rating and HF (Halogen-Free) Compound
The TUNNELFLEX-R-PUR HF cable operates at a rated voltage of 0.6/1 kV (Um 1.2 kV), making it suitable for standard underground mining power distribution systems. The voltage rating allows for safe operation in both 600V and 1000V nominal systems, with the maximum operating voltage of 1.2 kV providing adequate safety margin. This voltage class is ideal for powering mobile equipment motors, hydraulic pump drives, and auxiliary systems commonly found in underground operations.
The HF designation signifies the cable's halogen-free construction, a critical safety feature in confined underground environments. The cable complies with IEC 60754-1 requirements, ensuring that in the event of fire, toxic halogen gases are not released. This characteristic is particularly important in mining and tunneling where evacuation routes may be limited and ventilation systems can quickly become overwhelmed. The flame-retardant properties meet EN/IEC 60332-1-2 standards, providing an additional layer of fire safety. The halogen-free thermoplastic polyurethane compound used throughout the cable construction maintains excellent electrical properties while eliminating environmental and health hazards associated with halogenated materials.
Robust PUR Outer Sheath for Extreme Mechanical Damage Resistance
The outer sheath of the TUNNELFLEX-R-PUR HF cable utilizes a specially formulated halogen-free thermoplastic polyurethane compound engineered for maximum resistance to abrasion, tearing, oil, and chemical exposure. This PUR material significantly outperforms conventional rubber or PVC sheaths in mining applications where cables are dragged across rough rock surfaces, exposed to hydraulic fluids, diesel fuel, and various mining chemicals.
The abrasion resistance of the PUR sheath is particularly valuable in applications where cables must withstand continuous contact with conveyor frames, equipment chassis, or tunnel walls. Laboratory testing and field experience demonstrate that this material can endure thousands of cycles of mechanical stress without significant degradation. The tear resistance prevents propagation of damage from sharp rock edges or equipment contact points, while the oil and chemical resistance ensures the sheath maintains its protective properties even when continuously exposed to contaminants common in underground operations.
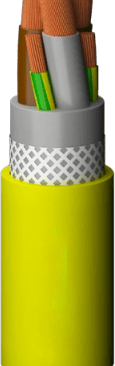
The outer sheath works in conjunction with an inner HFFR (halogen-free flame retardant) thermoplastic polyurethane compound layer that provides additional mechanical protection to the core assembly. This dual-layer approach creates a robust barrier against the harsh underground environment while maintaining the cable's flexibility for reeling operations.
Integrated Antitwisting Protection System
The defining feature of the TUNNELFLEX-R-PUR HF cable with antitwisting protection is its synthetic mesh layer positioned between the inner sheath and outer jacket. This synthetic mesh serves as a structural element that resists torsional deformation while allowing the cable to flex freely in bending applications. Unlike cables without antitwist protection, which are limited to single-plane deflection applications, this design enables the cable to handle multi-directional movement and rotational forces without conductor damage or premature failure.
The antitwisting protection system allows the cable to operate at maximum speeds of 120 meters per minute—double the 60 m/min limit of standard TUNNELFLEX-PUR HF cables without this feature. This performance enhancement directly translates to increased productivity in mining operations, as equipment can move more rapidly without compromising cable safety or longevity. The mesh construction distributes torsional stress evenly across the cable cross-section, preventing localized stress concentrations that could lead to conductor strand breakage or insulation failure.
Performance Specifications
Maximum Operating Speed: 120 m/min
The TUNNELFLEX-R-PUR HF cable with antitwisting protection is engineered to support travel speeds up to 120 meters per minute in reeling operations. This high-speed capability is essential for modern mining equipment such as continuous miners, shuttle cars, and load-haul-dump (LHD) vehicles that must operate efficiently to meet production targets. The 120 m/min rating applies to drum-based reeling systems commonly used on mobile mining equipment.
This speed rating is achieved through the combination of the antitwisting mesh, optimized conductor construction using plain copper flexible class 5 stranding, and the dynamic properties of the polyurethane sheath materials. The cable maintains its electrical and mechanical properties throughout the speed range, ensuring consistent power delivery to equipment motors and controls even during rapid acceleration and deceleration cycles.
Temperature Range, Bending Radius, and Tensile Strength
The cable operates reliably across a wide temperature range essential for global mining operations. The maximum conductor temperature is 90°C during normal operation, with a short-circuit rating of 250°C, providing adequate thermal margin for transient overload conditions. For fixed installations, the cable functions in ambient temperatures from -40°C to +80°C, accommodating both extreme cold in deep mines and heat from equipment and geothermal sources. For flexible operation, the range is -30°C to +80°C, with the lower limit reflecting the PUR material's properties at extreme cold temperatures.
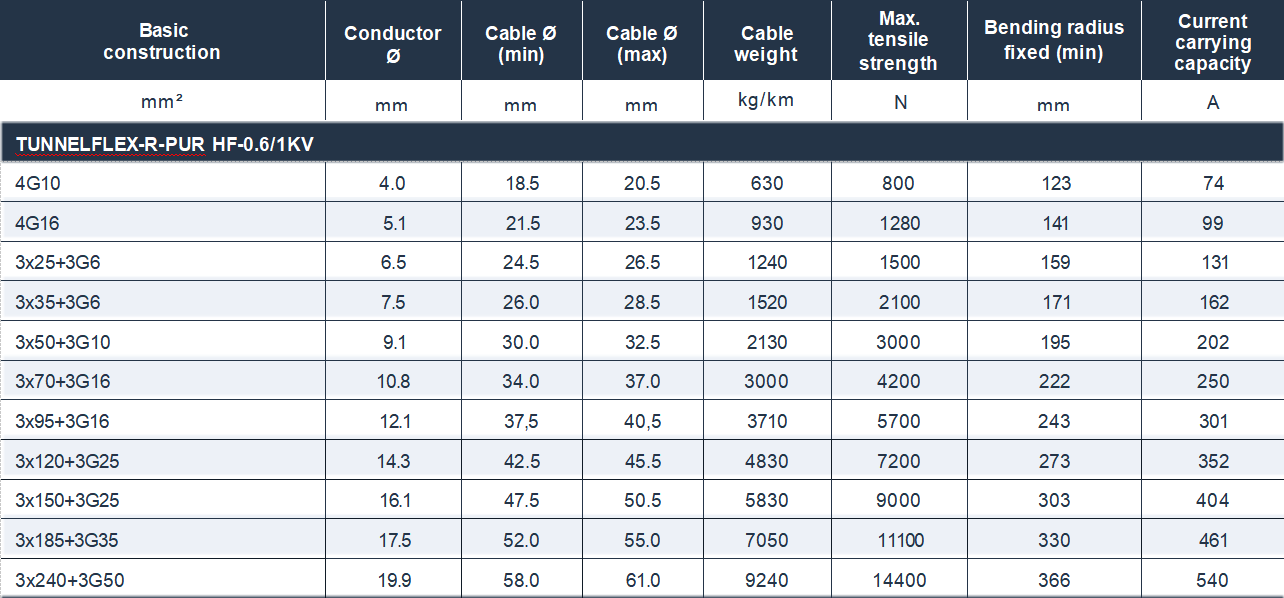
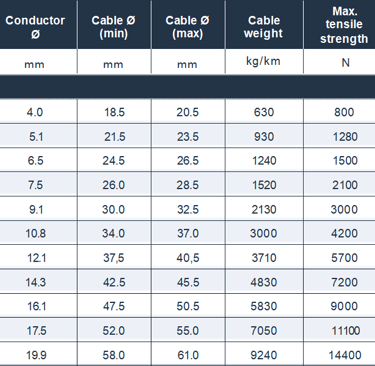
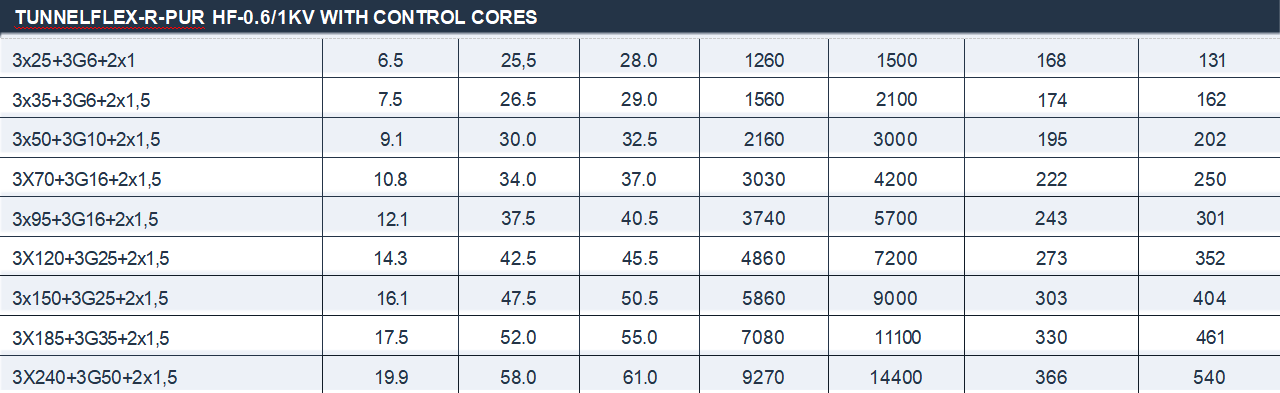
Bending radius specifications follow VDE 0298-3 standards, with a minimum of 6 times the cable diameter for fixed installations and 10 times the diameter for drum mounting. These relatively generous bending radii help prevent conductor damage and extend cable service life. For example, a typical 3x50+3G10+2x1.5 configuration with a cable diameter of approximately 30-32.5 mm requires a minimum bending radius of 195 mm for drum operation.
The cable construction does not rely on steel reinforcement for tensile strength, instead using the inherent strength of the copper conductors and the supporting core structure. While specific tensile strength values vary by cable size, the mechanical parameters specify that the cable can withstand the dynamic loads associated with high-speed reeling and trailing operations.
Compliance with Mining Safety Standards (EN / IEC)
The TUNNELFLEX-R-PUR HF cable meets multiple international standards critical for underground mining approval. Key compliance includes:
DIN EN 60228 / IEC 60228 / VDE 0295: Conductor construction requirements ensuring proper electrical performance
DIN VDE 0298-300: Core identification standards for safe installation and maintenance
IEC 60754-1: Halogen-free verification
DIN EN 60332-1-2 / IEC 60332-1-2: Flame retardant performance, critical for fire safety in confined spaces
These certifications enable the cable to be specified for projects requiring compliance with European mining regulations and provide a framework for acceptance in other regulatory jurisdictions. The standards compliance also ensures compatibility with existing mine electrical systems and adherence to best practices in cable design and manufacturing.

Applications in Mining
Power Supply for Shuttle Cars, Shearers, and Conveyor Drives
The TUNNELFLEX-R-PUR HF cable for mobile mining equipment serves as the critical power link between mine power distribution systems and mobile equipment. Shuttle cars, which transport coal or ore from the mining face to conveyor systems or loading points, require flexible power cables that can accommodate frequent movement, rapid direction changes, and continuous reeling operations. The 1 kV antitwisting protection cable excels in this application, providing reliable power to traction motors, hydraulic systems, and control circuits while withstanding the torsional stress of cable reel rotation during vehicle movement.
Coal shearers and continuous miners represent some of the most demanding applications for mining power cables. These machines operate at the working face, where conditions are most severe—high dust levels, water spray for dust suppression, impact from falling rock, and continuous mechanical stress. The mechanical damage resistant mining power cable construction, with its robust PUR sheath and antitwist mesh, maintains power delivery integrity even when subjected to the extreme conditions of face operations. The halogen-free construction is particularly important in these applications, as any cable fire would occur in the area with the highest concentration of workers and the most limited escape routes.
Conveyor drive systems, whether fixed or mobile, benefit from the cable's combination of flexibility and durability. Belt conveyor systems may extend for hundreds of meters underground, with drive motors positioned at strategic intervals. The TUNNELFLEX-R-PUR HF cable can be used both in fixed installations along the conveyor structure and in festoon systems that supply power to indexing or portable conveyor sections. The cable's resistance to oil and chemicals is valuable here, as conveyor maintenance often involves lubricants and cleaning agents that would degrade lesser cables.
Cable Management in High-Abrasion and Impact Zones
High-abrasion zones in underground mines occur wherever cables contact moving equipment, conveyor structures, or rough rock surfaces. The TUNNELFLEX-R-PUR HF cable's outer sheath is specifically formulated to resist this constant wearing action. In practice, this means cables can be routed along equipment frames, suspended from chain or trolley systems, or even dragged across the mine floor for limited distances without rapid degradation.
Impact protection is equally critical in mining environments where roof falls, equipment collisions, and material handling accidents are ever-present risks. While no cable can survive a direct high-energy impact, the PUR sheath's tear resistance helps prevent minor impacts from propagating into major damage. If a cable is struck by falling rock or contacted by equipment, the tough outer layer often prevents penetration to the inner cores, allowing the cable to remain in service until the next scheduled maintenance inspection.
Cable management systems used with this cable type include:
Drum reels on shuttle cars and LHD vehicles, where the antitwisting protection is essential
Festoon systems along mine roadways for mobile equipment power supply
Cable trays and hangers in more permanent installations
Protective sleeving or chain in extremely harsh areas where additional mechanical protection is warranted
Case Study: Longwall Mining Operation
A longwall coal mine in Eastern Europe faced recurring cable failures on its shearer machine power supply. The existing cable, while meeting basic electrical specifications, could not withstand the combination of high reeling speeds, torsional stress from the cable handler system, and mechanical abuse from contact with roof support equipment. Failures occurred approximately every 6-8 weeks, requiring costly production downtime for cable replacement and repair.
After analysis of the failure modes—primarily conductor strand breakage from torsional fatigue and sheath damage from abrasion—the mine engineering team specified the TUNNELFLEX-R-PUR HF cable with antitwisting protection. The 3x70+3G16+2x1.5 mm² configuration was selected to provide adequate power for the shearer's 600 kW cutting motors while maintaining flexibility for the cable handler system.
Implementation results demonstrated the value of proper cable selection for demanding applications. The TUNNELFLEX-R-PUR HF cable operated for over 18 months without failure—more than three times the service life of the previous cable. The antitwisting mesh effectively distributed torsional stress during the frequent direction changes required in longwall mining, while the PUR sheath resisted the severe abrasion from contact with armored face conveyor sections and shield supports. The halogen-free construction provided additional safety benefits, earning positive feedback from mine safety officials during regulatory inspections.
The extended cable life reduced maintenance costs significantly. Beyond the direct savings in cable purchase and installation labor, the mine benefited from increased production time, reduced spare parts inventory requirements, and improved worker safety by eliminating the need for frequent cable replacement operations in active mining areas.


Applications in Tunneling
Use on Roadheaders, Tunneling Boring Machines (TBMs), and Muck Cars
Roadheader machines, used for excavating tunnels in rock too hard for conventional mining methods, present unique challenges for power cables. These machines operate continuously at the tunnel face, with their cutting booms executing complex three-dimensional movements while the machine itself advances into the rock. The high-speed 1 kV cable for tunneling machinery must accommodate this multi-axis movement while delivering reliable power to cutting motors, hydraulic systems, and dust suppression equipment.
The TUNNELFLEX-R-PUR HF cable's antitwisting protection is particularly valuable in roadheader applications because the cutting boom rotation and machine tramming action create significant torsional loads on the power cable. A typical roadheader might advance 3-5 meters per shift, requiring continuous cable deployment from a reel system. The 120 m/min speed rating ensures the cable can keep pace with rapid machine repositioning without limiting productivity.
Tunnel boring machines (TBMs), while generally operating on more linear trajectories than roadheaders, require equally robust cable solutions. TBMs for metro, railway, and utility tunnels often operate in water-bearing ground, exposing cables to continuous moisture and, in some cases, corrosive groundwater chemistry. The TUNNELFLEX-R-PUR HF cable's construction, while not specifically designed for continuous submersion like specialized submersible cables, provides good moisture resistance and can handle the wet conditions typical of TBM operations.
Muck cars and tunnel locomotives used for material transport benefit from the cable's durability and flexibility. These vehicles may operate over several kilometers of tunnel, requiring trailing cable systems that can handle frequent coiling and uncoiling cycles. The antitwisting protection prevents the common problem of cable "corkscrew" deformation that occurs with standard cables in long-distance trailing applications.
Benefits During High-Speed Reel Cableing and Festoon Systems
High-speed reel cableing systems, where cable is stored on a drum and deployed/retracted as equipment moves, place severe demands on cable construction. The TUNNELFLEX-R-PUR HF cable's 10x diameter bending radius for drum mounting (compared to 6x for fixed installation) is specifically designed for reel applications. This specification ensures that repeated spooling onto the drum does not create stress concentrations that could lead to conductor damage.
The antitwisting mesh is critical in reel applications because the cable must transition from the helical path on the drum to a linear path extending to the equipment. This transition creates torsional stress that accumulates with each reeling cycle. Without antitwist protection, this stress can cause conductor strand breakage, insulation damage, and eventual cable failure. The synthetic mesh distributes this stress evenly, allowing the cable to complete hundreds of thousands of reeling cycles over its service life.
Festoon systems, which use trolleys or carriers to support cable along an overhead or side-wall track, benefit from the cable's excellent flexibility and abrasion resistance. As equipment moves along the tunnel, the festoon system expands or compresses like an accordion, with individual cable sections dragging across support hardware. The PUR sheath resists wear at these contact points, while the cable's flexibility allows smooth operation of the festoon mechanism. The halogen-free construction is particularly valuable in festoon systems used in railway tunnels, where fire safety regulations are stringent and evacuation times must be minimized.
Case Study: Metro Tunnel Project
A major European metro tunnel project utilizing tunnel boring machines for excavation required a reliable power cable solution for multiple applications. The project specifications called for halogen-free cables throughout to meet stringent fire safety requirements, with particular emphasis on cables serving mobile equipment during the construction phase.
The contractor selected TUNNELFLEX-R-PUR HF cables with antitwisting protection for three critical applications: TBM main power supply, roadheader cables for cross-passage excavation, and muck train power distribution. The cable configuration 3x95+3G16+2x1.5 mm² was specified for TBM power, providing capacity for the 400 kW main drive motors while the 2x1.5 mm² control cores enabled integration with the machine's PLC systems.
During the two-year tunneling program, the cables performed exceptionally well. The TBM advanced approximately 12 meters per day on average, requiring continuous cable deployment from trailing reels. The antitwisting protection prevented the torsional fatigue failures that had plagued earlier phases of the project using conventional cables. Inspection records showed that cables remained in service for the entire length of each tunnel drive (typically 800-1000 meters) without requiring replacement.
The roadheader cables serving cross-passage excavation also demonstrated superior performance. Cross-passages, which connect the main tunnel bores for emergency egress, are excavated using smaller roadheader machines operating in highly constrained spaces. The cable's flexibility allowed routing through the tight working area, while the abrasion resistance withstood contact with temporary support steel and rough excavation surfaces.
Project management cited the TUNNELFLEX-R-PUR HF cable as a key factor in maintaining the construction schedule. The elimination of cable-related delays, combined with the reduced maintenance burden compared to earlier cable types, contributed significantly to the project's on-time completion.


Installation & Maintenance Best Practices
Guidance on Cable Routing and Support Systems
Proper cable routing is essential to maximize the service life of the TUNNELFLEX-R-PUR HF cable. In fixed installations, cables should be supported at intervals not exceeding 1 meter to prevent sagging and mechanical stress. Support clamps should use smooth, rounded contact surfaces rather than sharp edges that could damage the outer sheath over time. In areas where cable passes through bulkheads or equipment mounting points, protective bushings should be installed to prevent abrasion from sharp metal edges.
For mobile applications using drum reels, the drum diameter should be at least 20 times the cable diameter to prevent excessive bending stress during spooling. The drum flanges must be adequately sized to prevent cable from falling off during operation, with a minimum clearance of at least two cable diameters between the fully loaded cable stack and the drum flange edge. The cable entry point to the drum should include a strain relief device that prevents sharp bending at the transition point.
Festoon systems require careful attention to trolley spacing and cable loop configuration. Each festoon loop should have adequate slack to prevent cable tensioning when the system is in its most extended position, but not so much slack that cables drag on the ground or interfere with equipment movement. Trolley wheels should rotate freely and be regularly inspected for wear, as binding trolleys create localized cable abrasion points.
In all applications, cable should be routed to avoid potential impact zones, sharp edges, and areas where hot work (welding or cutting) is regularly performed. Where these hazards cannot be avoided, additional mechanical protection such as split loom conduit or rubber protective sleeving should be installed.
Inspection Intervals and Troubleshooting Antitwist Components
Regular inspection is critical for maintaining cable reliability in mining and tunneling applications. A comprehensive inspection program should include:
Daily visual inspections by equipment operators before each shift, checking for obvious damage, unusual cable positions, or equipment malfunctions that might affect cable integrity. Operators should be trained to recognize warning signs such as cable "spiraling" (indication of antitwist failure), visible sheath damage, or unusual cable stiffness.
Weekly detailed inspections by maintenance personnel, including examination of cable at drum entry points, festoon contact areas, and equipment connection points. These inspections should specifically assess antitwist component condition by checking for cable twisting, conductor damage visible through sheath abrasions, and proper operation of reel and festoon systems.
Monthly comprehensive inspections should include cable measurement to detect any elongation that might indicate conductor damage, thermal imaging of connection points to identify developing electrical faults, and rotation of cable on drum reels to expose different cable sections to wear patterns.
Quarterly preventive maintenance should include megohm testing of insulation resistance, verification of earth conductor continuity, and detailed documentation of cable condition for trending analysis. Any cable sections showing degradation should be marked for monitoring or replacement during the next maintenance window.
Troubleshooting antitwist components begins with understanding failure modes. If cable exhibits twisting or "corkscrewing," the antitwist mesh may have failed due to overloading, excessive speed operation, or damage from external forces. This condition requires immediate cable replacement, as continued operation will rapidly damage the conductors. If cable shows unusual stiffness or resistance to reeling, internal conductor damage may have occurred despite intact antitwist protection, requiring electrical testing to confirm conductor integrity.
Repair Procedures and Spare Parts Recommendations
The TUNNELFLEX-R-PUR HF cable can be repaired in the field for minor sheath damage that has not penetrated to the core assembly. Repair procedures should use materials compatible with the halogen-free construction to maintain fire safety properties. Qualified technicians can apply cold-shrink or heat-shrink repair sleeves over damaged areas, ensuring adequate overlap beyond the damaged zone.
For more extensive damage involving conductor cores, cable sections must be replaced rather than repaired. Connection methods suitable for this cable include:
Cast-resin joints for semi-permanent installations where mechanical strength and environmental sealing are priorities
Compression or bolted connections using appropriately rated connectors for temporary repairs or applications requiring future disconnection
Plug-and-socket assemblies for equipment connection points where frequent coupling/uncoupling is required
Spare parts inventory should include cable sections in commonly used lengths (50m, 100m) for the specific configurations serving critical equipment. Connection hardware, including appropriate lugs, connectors, and sealing components, should be stocked based on the connection methods used in the facility. For operations using drum reel systems, spare drums should be maintained with cable pre-wound to minimize equipment downtime during cable replacement.
Repair and connection work must be performed by qualified electricians familiar with mining cable systems. All repairs should be tested for insulation resistance and earth continuity before returning to service, with test results documented in the cable maintenance records.
Conclusion
The TUNNELFLEX-R-PUR HF 1 kV cable with antitwisting protection represents a specialized solution for the demanding power requirements of mobile mining and tunneling equipment. Its key benefits include:
High-speed capability up to 120 m/min, enabling productive operation of shuttle cars, roadheaders, TBMs, and other mobile equipment
Integrated antitwisting protection through synthetic mesh construction, preventing torsional fatigue and extending cable service life in reeling applications
Mechanical damage resistance from robust halogen-free PUR outer sheath, suitable for high-abrasion and impact-prone underground environments
Fire safety compliance with halogen-free materials and flame-retardant properties meeting EN/IEC 60332-1-2 standards
Wide operating temperature range from -30°C to +80°C for flexible operation, accommodating diverse global mining conditions
Comprehensive standards compliance including DIN/VDE and IEC requirements, facilitating regulatory approval and system integration
The cable's proven performance in demanding longwall mining and tunnel boring applications demonstrates its value as a reliable power transmission solution. When properly specified, installed, and maintained, it delivers extended service life compared to conventional mining cables, reducing operational costs while improving safety.
For detailed technical specifications, application guidance, or assistance in cable selection for specific mining or tunneling projects, technical datasheets are available with comprehensive electrical and mechanical parameters. Engineering support can provide cable sizing calculations, installation recommendations, and compatibility verification with existing equipment and power systems to ensure optimal performance in your application.
Q&A: Common Cable Issues in Mining and Tunneling Applications
Q: What causes cable twisting in reel applications, and how does antitwisting protection address this problem?
A: Cable twisting in reel applications occurs when the cable must transition from the helical winding on a drum to a straight linear path. Each time the cable is deployed or retracted, this transition creates torsional stress that accumulates over repeated cycles. Without antitwisting protection, this stress concentrates in the conductor strands, causing them to deform, break, and eventually fail. The synthetic mesh layer in the TUNNELFLEX-R-PUR HF cable distributes this torsional stress evenly across the cable cross-section, preventing localized damage. The mesh acts as a structural reinforcement that resists twisting while still allowing the cable to flex normally in bending applications, enabling speeds up to 120 m/min without torsional fatigue.
Q: How do I determine the correct cable size for my mobile mining equipment?
A: Cable sizing for mobile mining equipment requires consideration of several factors: motor power rating, voltage drop over cable length, duty cycle, and mechanical requirements. Start by calculating the full-load current of all equipment motors and add appropriate safety factors for starting current and future expansion. Then calculate voltage drop based on maximum cable length—typically 3-5% is acceptable for mining applications. The conductor size must provide adequate ampacity while maintaining mechanical flexibility for reeling. For example, a 200 kW continuous miner at 1000V would draw approximately 200A, suggesting a minimum conductor size of 50 mm² for lengths under 100 meters. However, mechanical considerations in high-flex applications often require larger conductors than pure electrical calculations would indicate. Always consult detailed cable ampacity tables that account for installation method, grouping, and ambient temperature.
Q: What maintenance indicators suggest a cable should be replaced before complete failure occurs?
A: Several warning signs indicate developing cable problems before catastrophic failure: visible sheath damage with conductor exposure, unusual cable stiffness or resistance to flexing (suggesting internal conductor damage), cable elongation beyond original length (indicating conductor strand breakage), discoloration or heat damage at connection points, insulation resistance measurements below acceptable thresholds (typically <1 MΩ for 1 kV cables), and recurring nuisance trips of protective relays. In reeling applications, visible cable twisting or "corkscrewing" indicates antitwist component failure. Any of these conditions warrant immediate investigation and probable cable replacement during the next maintenance window, as continued operation risks unexpected failure and potential safety hazards.
Q: Can this cable be used in applications with continuous submersion in water?
A: The TUNNELFLEX-R-PUR HF cable is not specifically designed for continuous submersion applications like submersible pump cables. However, it can tolerate occasional water exposure and wet conditions typical of mining and tunneling environments. The polyurethane sheath provides good moisture resistance, and the XLPE core insulation is inherently water-resistant. For applications with continuous water exposure or operation in flooded areas, specialized submersible cables with additional moisture barriers should be specified. If your application involves regular water contact but not continuous submersion, the TUNNELFLEX-R-PUR HF cable will likely perform adequately, but consideration should be given to enhanced connection sealing and more frequent insulation resistance testing.
Q: What are the key differences between cables with and without antitwisting protection, and when is each type appropriate?
A: Cables without antitwisting protection (standard TUNNELFLEX-PUR HF) are suitable for applications where the cable is deflected in one plane only, such as simple overhead festoon systems or fixed installations. They have a maximum speed rating of 60 m/min and a lower cost. Cables with antitwisting protection include the synthetic mesh layer and are essential for drum reel applications where torsional stress is unavoidable, enabling operation at speeds up to 120 m/min. The antitwist version is appropriate for shuttle cars, LHD vehicles, roadheaders, TBMs, and any application where the cable experiences multi-directional movement or rotation. While the antitwist version has a higher initial cost, it provides significantly longer service life in demanding applications, making it more economical over the cable's operational lifetime. Choose the standard version only if you can confirm that your application involves single-plane deflection and speeds below 60 m/min.
Retry
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Reeling Cable
Festoon Cable
Shore Power Cable


Scan to add us on WeChat