
Type 209 Metal-Screened Cores Cable: 1.1/1.1 kV to 11/11 kV General Feeder Solution
Discover the Type 209 metal-screened cores cable—composite 1.1/1.1 kV to 11/11 kV feeder cable ideal for transformer, pump, fan, and crusher connections. Substitute for Type A/B feeder cables with superior shielding and weather resistance.
hongjing.Wang@Feichun
8/12/202511 min read
Introduction to Type 209 Cable
The Type 209 metal-screened cores cable represents a significant advancement in underground mine cable technology, specifically engineered for demanding industrial applications requiring reliable power distribution in harsh environments. This composite screened cable system delivers exceptional performance across voltage ratings from 1.1/1.1 kV to 11/11 kV, making it an versatile solution for various electrical infrastructure requirements.
Overview of Metal-Screened Cores Cable Technology
Metal-screened cores cable technology incorporates advanced shielding mechanisms that provide superior electromagnetic interference (EMI) protection and enhanced fault detection capabilities. The Type 209 cable utilises a composite screen construction featuring tinned annealed copper wire combined with polyester yarn, creating a robust earthing system that ensures reliable operation in electrically noisy environments. This innovative screening approach delivers consistent electrical performance whilst maintaining mechanical flexibility essential for underground installations.
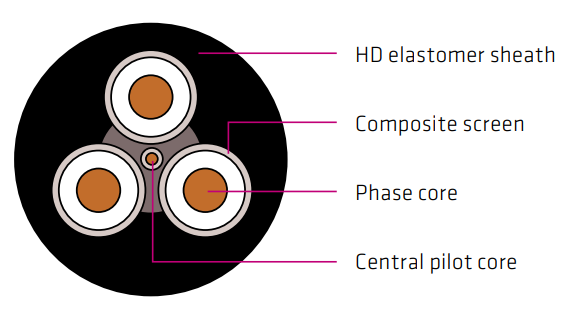
The cable's construction features three core conductors plus a central pilot core, all manufactured from high-quality tinned copper to prevent corrosion and ensure long-term conductivity. The pilot core serves as a crucial safety component, providing continuous monitoring capabilities and enabling rapid fault detection throughout the cable's operational life.
Voltage Ratings: 1.1/1.1 kV to 11/11 kV
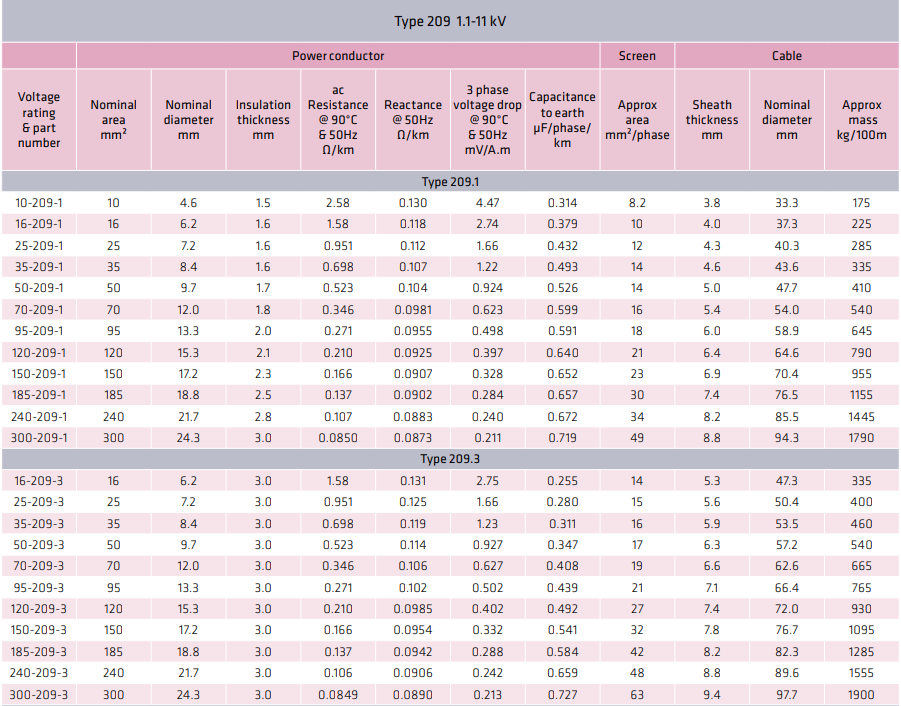
The Type 209 cable system accommodates a comprehensive range of voltage applications, with four distinct ratings available: Type 209.1 (1.1/1.1 kV), Type 209.3 (3.3 kV), Type 209.6 (6.6 kV), and Type 209.11 (11 kV). This extensive voltage range ensures compatibility with diverse electrical systems, from low-voltage distribution networks to medium-voltage transmission applications.
Each voltage rating incorporates specific insulation thickness requirements and screening configurations optimised for safe operation at the designated voltage level. The insulation system utilises EPR (Ethylene Propylene Rubber) R-EP-90 rated compound, providing excellent thermal performance and chemical resistance essential for underground mining environments.
Key Features and Specifications
Composite Screening and Textile Insulation
The Type 209 cable's composite screening system represents a sophisticated approach to electrical protection, combining the conductivity advantages of copper wire with the mechanical properties of polyester yarn. This dual-component screen provides multiple benefits including enhanced fault current carrying capacity, improved electromagnetic shielding, and superior mechanical strength during installation and operation.
The insulation system varies according to voltage rating, with 1.1/1.1 kV variants utilising polyester conductor separator tape and proofed textile insulation tape, whilst higher voltage versions (3.3 kV and above) incorporate semiconductive screening layers. This graduated approach ensures optimal electrical performance whilst maintaining cost-effectiveness across the voltage range.
Core identification employs a standard colour coding system featuring red, white, and blue braid tracers, facilitating rapid identification during installation and maintenance procedures. The central pilot core utilises distinctive marking to prevent confusion with power conductors.
AS/NZS 5000.1 Approval and Weather Resistance
The Type 209 cable holds comprehensive approvals including AS/NZS 1802, AS/NZS 1972, and AS/NZS 5000.1, ensuring compliance with Australian and New Zealand electrical safety standards. These certifications validate the cable's performance characteristics and safety credentials for industrial applications.
Weather resistance capabilities are exceptional, with the cable rated for direct solar radiation exposure and various environmental conditions. The heavy-duty HD-85-PCP sheath provides protection against mechanical damage, chemical exposure, and water immersion. Temperature performance ranges from -25°C minimum to +90°C maximum operating temperature, accommodating extreme environmental conditions commonly encountered in mining operations.
The cable demonstrates fire retardant properties, crucial for underground applications where fire safety represents a critical consideration. This characteristic, combined with excellent chemical resistance rated as "Very good/Frequent," ensures reliable performance in corrosive environments typical of mining operations.
Conductor Sizes, Resistance, and Voltage Drop Characteristics
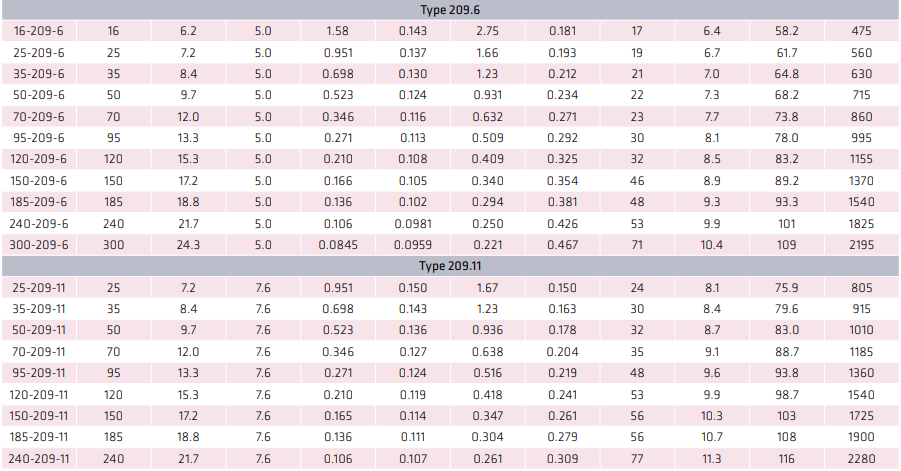
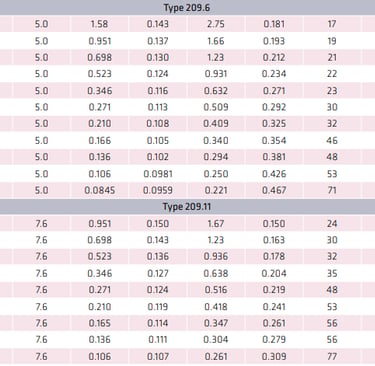
The Type 209 cable system offers conductor sizes ranging from 10 mm² to 300 mm², providing flexibility for various power requirements. AC resistance values at 90°C and 50 Hz range from 2.58 Ω/km for 10 mm² conductors down to 0.0845 Ω/km for 300 mm² conductors, ensuring efficient power transmission with minimal losses.
Voltage drop characteristics are optimised for practical applications, with three-phase voltage drop values ranging from 4.47 mV/A.m for 10 mm² conductors to 0.211 mV/A.m for 300 mm² conductors at 90°C and 50 Hz. These low voltage drop values enable extended cable runs without significant power losses, particularly beneficial for remote equipment installations.
Capacitance to earth values vary from 0.314 μF/phase/km to 0.727 μF/phase/km depending on conductor size and voltage rating, with higher voltage variants typically exhibiting reduced capacitance due to increased insulation thickness.
Primary Applications
Feeder Connection Between Transformer and Gate-End Box
The Type 209 cable excels in transformer feeder applications, providing reliable power distribution from main transformers to gate-end boxes and similar distribution points. The cable's robust construction and superior screening characteristics ensure stable power delivery with minimal electromagnetic interference, critical for sensitive electronic equipment often housed in gate-end boxes.
The composite screening system provides excellent fault protection, enabling rapid detection and isolation of electrical faults before they can propagate throughout the distribution network. This characteristic proves particularly valuable in transformer feeder applications where fault conditions can result in significant equipment damage and extended downtime.
Power Distribution to Pumps, Fans, and Crushers
Industrial equipment applications represent a core strength of the Type 209 cable system. The cable's mechanical robustness and electrical characteristics make it ideally suited for powering high-current equipment such as pumps, fans, and crushers commonly found in mining operations.
The cable's flexibility rating enables installation in confined spaces and complex routing scenarios typical of industrial equipment connections. Heavy mechanical impact resistance ensures the cable can withstand the physical demands of industrial environments, including vibration transmission from nearby equipment and potential impact from mobile machinery.
Water immersion capability proves essential for pump applications, particularly in dewatering operations where cables may be temporarily or permanently submerged. The HD elastomer sheath provides reliable protection against water ingress whilst maintaining electrical integrity.
Use as a Substitute for Type A or B Feeder Cables
The Type 209 cable serves as an excellent substitute for traditional Type A or B feeder cables, offering superior performance characteristics in many applications. Compared to Type A cables, the Type 209 provides enhanced screening capabilities and improved fault protection, whilst maintaining similar installation characteristics and cost effectiveness.
When compared to Type B cables, the Type 209 offers greater flexibility and weather resistance, making it suitable for both underground and above-ground installations. The composite screening system provides superior electromagnetic compatibility compared to traditional cable designs, reducing interference potential in sensitive electronic systems.
Performance Benefits
Improved Shielding and Fault Protection
The Type 209 cable's composite screening system delivers exceptional electromagnetic shielding performance, significantly reducing both emission and susceptibility to electromagnetic interference. This characteristic proves crucial in modern industrial environments where electronic control systems and variable frequency drives generate high levels of electromagnetic noise.
Fault protection capabilities are enhanced through the combination of the composite screen and central pilot core. The screen provides a low-resistance path for fault currents, whilst the pilot core enables continuous insulation monitoring and rapid fault detection. This dual-protection approach significantly reduces the risk of undetected cable degradation and catastrophic failures.
Consistent Electrical Parameters at 90°C and 50 Hz
All electrical characteristics of the Type 209 cable are specified at 90°C and 50 Hz, reflecting real-world operating conditions rather than laboratory test conditions. This approach ensures that published performance data accurately represents in-service characteristics, enabling precise electrical system design and load calculations.
The cable's thermal performance allows continuous operation at 90°C, providing significant safety margins for most applications whilst enabling higher current carrying capacity compared to cables rated at lower temperatures. This thermal capability proves particularly valuable in confined installation environments where heat dissipation may be limited.
Flexibility for Direct Burial and Exposed Installations
Installation versatility represents a key advantage of the Type 209 cable system. The cable's construction enables both direct burial installations and exposed above-ground routing, providing design flexibility for complex installations spanning multiple environments.
For direct burial applications, the HD-85-PCP sheath provides excellent protection against soil chemicals, groundwater, and mechanical damage from excavation activities. The sheath's resistance to root penetration and insect damage ensures long-term reliability in buried installations.
Above-ground installations benefit from the cable's excellent weather resistance and UV stability. Solar radiation resistance enables permanent outdoor exposure without degradation, whilst the cable's flexibility facilitates routing around obstacles and through cable trays or conduit systems.


Installation and Maintenance Guidelines
Recommended Pulling Tensions and Bending Radii
Proper installation techniques are essential for achieving optimal performance from Type 209 cables. Pulling tensions should be calculated based on cable weight, installation length, and route complexity, with maximum tensions not exceeding manufacturer specifications to prevent conductor damage or sheath cracking.
Bending radius requirements vary according to cable diameter, with minimum bend radii typically specified as 6-8 times the cable's overall diameter during installation and 4-6 times diameter for permanent installations. Adherence to these requirements prevents internal damage and ensures long-term mechanical integrity.
Installation should utilise appropriate pulling lubricants compatible with the HD-85-PCP sheath material. Care must be taken to avoid contamination of cable ends during installation to prevent subsequent termination problems.
Routine Inspection and Testing Procedures
Regular inspection programmes should encompass both visual examinations and electrical testing to ensure continued cable reliability. Visual inspections should focus on sheath condition, mechanical damage, and environmental degradation indicators such as cracking, discolouration, or deformation.
Electrical testing protocols should include insulation resistance measurements, pilot core continuity testing, and screen integrity verification. Testing frequencies depend on installation environment and criticality, with annual testing recommended for critical applications and biennial testing sufficient for standard installations.
Pilot core monitoring enables continuous assessment of cable condition, with resistance measurements providing early warning of insulation degradation or moisture ingress. Trending of pilot core parameters over time enables predictive maintenance strategies and optimal replacement scheduling.
Long-term Reliability in Harsh Environments
The Type 209 cable's design specifically addresses the challenges of harsh environmental conditions typical of mining and industrial applications. Chemical resistance characteristics enable operation in environments contaminated with acids, alkalis, oils, and solvents commonly encountered in industrial processes.
Thermal cycling resistance ensures reliable performance despite daily temperature variations and seasonal changes. The EPR insulation system maintains flexibility and electrical properties throughout extended thermal cycling, preventing premature failure due to thermal stress.
Moisture resistance capabilities extend beyond simple water immersion to include resistance to high humidity environments and condensation conditions. The composite screening system provides multiple moisture barriers whilst maintaining electrical continuity even under adverse conditions.


Comparison with Alternative Feeder Cables
Type 209 vs. Type A Feeder Cables
When comparing Type 209 cables with traditional Type A feeder cables, several key advantages emerge. The Type 209's composite screening system provides superior electromagnetic shielding compared to Type A cables, which typically utilise simpler earthing arrangements. This enhanced shielding translates to improved performance in electrically noisy environments and reduced interference with sensitive electronic equipment.
Mechanical properties favour the Type 209 cable, with enhanced flexibility and impact resistance compared to Type A alternatives. The heavy-duty sheath construction provides superior protection against mechanical damage during installation and service, reducing maintenance requirements and extending service life.
Environmental resistance capabilities are significantly enhanced in Type 209 cables, with improved weather resistance and chemical compatibility compared to standard Type A designs. This enhanced environmental performance enables Type 209 cables to be utilised in applications where Type A cables would require additional protection systems.
Type 209 vs. Type B Feeder Cables
Type B feeder cables typically offer enhanced mechanical protection compared to Type A designs, but the Type 209 cable provides several additional advantages. The composite screening system in Type 209 cables delivers superior electromagnetic performance compared to Type B alternatives, whilst maintaining similar mechanical robustness.
Installation characteristics generally favour the Type 209 cable, with improved flexibility enabling easier routing through complex paths and reduced installation labour requirements. The standardised construction and comprehensive size range provide greater design flexibility compared to Type B alternatives.
Cost considerations typically favour Type 209 cables for applications requiring high electromagnetic compatibility or extended environmental exposure, where the enhanced performance characteristics justify any premium over standard Type B designs.
Cost and Performance Trade-offs
Economic evaluation of Type 209 cables must consider both initial capital costs and long-term operational expenses. Whilst initial cable costs may exceed those of simpler alternatives, the enhanced reliability and reduced maintenance requirements often provide superior life-cycle economics.
Performance advantages including improved electromagnetic compatibility, enhanced fault protection, and superior environmental resistance translate to reduced system downtime and maintenance costs. These operational benefits often justify higher initial investment, particularly for critical applications where failure costs are significant.
The availability of optional sheath reinforcement enables customisation for specific applications, allowing performance optimisation whilst controlling costs. This flexibility enables engineers to specify precisely the performance level required without over-engineering for standard applications.


Conclusion and Ordering Information
Summary of Advantages and Use Cases
The Type 209 metal-screened cores cable represents a comprehensive solution for demanding electrical distribution applications requiring reliable performance in harsh environments. Key advantages include superior electromagnetic shielding, enhanced fault protection, excellent environmental resistance, and flexible installation characteristics suitable for diverse applications.
Primary use cases encompass transformer feeder connections, industrial equipment power distribution, and applications requiring Type A or B cable substitution with enhanced performance. The cable's comprehensive voltage rating range from 1.1/1.1 kV to 11/11 kV ensures compatibility with most industrial electrical systems.
The combination of robust construction, comprehensive approvals, and proven performance in challenging environments makes the Type 209 cable an excellent choice for mining operations, industrial facilities, and infrastructure projects requiring reliable long-term performance.
Ordering Options and Customisation
Standard Type 209 cables are available in conductor sizes from 10 mm² to 300 mm² across four voltage ratings. Custom configurations can be manufactured to meet specific application requirements, including non-standard conductor sizes, specialised sheath compounds, or alternative core arrangements.
Sheath reinforcement options are available upon request for applications requiring enhanced mechanical protection or specific environmental resistance characteristics. This customisation capability enables optimisation for unique installation environments or performance requirements.
Delivery schedules vary according to conductor size and quantity requirements, with standard configurations typically available from stock whilst custom specifications may require extended manufacturing lead times. Early consultation with technical representatives enables optimal specification development and delivery planning.
Technical Support and Applications Engineering
Comprehensive technical support is available throughout the specification, installation, and operational phases of Type 209 cable projects. Applications engineering services include cable selection optimisation, installation procedure development, and performance verification testing.
For specific technical enquiries, detailed quotations, or custom specification development, consult with qualified electrical cable specialists who can provide expert guidance based on your particular application requirements and environmental conditions.


Frequently Asked Questions
Q: What are the main differences between Type 209.1 and Type 209.11 cables? A: The primary differences relate to voltage rating and insulation thickness. Type 209.1 operates at 1.1/1.1 kV with thinner insulation (1.5-2.1mm), whilst Type 209.11 handles 11 kV with much thicker insulation (7.6mm). Higher voltage variants also incorporate semiconductive screening layers for enhanced performance.
Q: Can Type 209 cables be used for direct burial applications? A: Yes, Type 209 cables are specifically designed for direct burial installations. The HD-85-PCP sheath provides excellent protection against soil chemicals, moisture, and mechanical damage. The cable's water immersion rating ensures reliable performance even in waterlogged conditions.
Q: What is the purpose of the central pilot core? A: The central pilot core serves as a monitoring conductor, enabling continuous assessment of cable condition during operation. It provides early warning of insulation degradation, moisture ingress, or mechanical damage through resistance measurements, supporting predictive maintenance strategies.
Q: How does the composite screening compare to traditional cable screens? A: The composite screen combines tinned copper wire with polyester yarn, providing superior electromagnetic shielding, enhanced mechanical strength, and improved fault current handling compared to traditional single-material screens. This design delivers better overall protection and longer service life.
Q: What installation precautions are necessary for Type 209 cables? A: Key precautions include observing minimum bend radius requirements (6-8 times cable diameter during pulling), using appropriate pulling lubricants, avoiding excessive pulling tensions, and protecting cable ends from contamination. Proper installation techniques ensure optimal performance and service life.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat