Type 240 Mining Cable: High-Performance Feeder Cable Solution for Longwall Mining in Australia
Type 240 composite screened feeder cable delivers reliable 1.1-11kV power for longwall mining, continuous miners & pumps. Heavy-duty HD-85 sheath, 3 pilot cores, AS/NZS 1802 approved. Essential for Australian underground mining operations.
hongjing.Wang@Feichun
4/30/202614 min read


Introduction
Power failure in underground mining isn't just an inconvenience—it's a catastrophe waiting to happen. When a continuous miner stalls deep underground, every minute of downtime translates into thousands of dollars in lost production. When a pump fails in a flooded section, safety becomes compromised. This is why mining operations across Australia's coal belt depend on feeder cables engineered to handle the harshest underground conditions without compromise.
The Type 240 cable has become the backbone of power distribution in Australia's underground mining sector. Whether you're running longwall operations in New South Wales, managing pump systems in Queensland collieries, or powering continuous miners in Victoria's coal mines, this heavy-duty feeder cable delivers the reliability that underground mining demands.
What Is Type 240 Cable? Understanding the Fundamentals
Design & Purpose
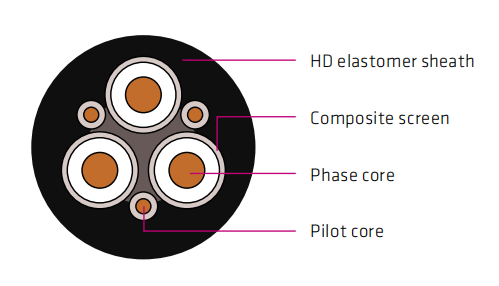
The Type 240 is a composite screened power cable specifically engineered for feeder connections between substations and gate-end boxes, continuous mining equipment, or auxiliary systems like pump stations. Manufactured in compliance with AS/NZS 1802 (the Australian and New Zealand standard for mining cables), it bridges the gap between transformer output and mining equipment power consumption.
What makes Type 240 different from standard industrial cables? The answer lies in its three integrated pilot conductors—a feature rarely found in conventional mining cables. These pilots run through the cable's interstitial cavities and provide continuous monitoring of earthing integrity and circuit protection status throughout the cable's entire length. This is critical because pilot resistance limitations are a non-negotiable safety requirement in underground mining.
Voltage Rating Options
Type 240 cables are available in four voltage configurations, allowing operators to select the right cable for their specific application:
1.1/1.1 kV configuration - suitable for lower power auxiliary systems and pump installations
3.3/3.3 kV configuration - mid-range power distribution for secondary feeder runs
6.6/6.6 kV configuration - standard choice for primary feeder connections in most Australian collieries
11/11 kV configuration - maximum power capacity for large-scale longwall operations requiring extended cable runs
Each configuration maintains consistent design principles while scaling conductor sizes to match power requirements. Nominal conductor areas range from 6 mm² for auxiliary circuits up to 300 mm² for major feeder applications.
Core Technical Specifications: What Makes Type 240 Reliable
Conductor Composition & Insulation
The power cores consist of tinned copper conductors—chosen specifically because tinning provides superior corrosion resistance in the damp, chemically active underground environment. The tinning process creates a protective oxide layer that prevents degradation even when exposed to moisture, mineral dust, and acidic mine water.
Insulation material is EPR (ethylene propylene rubber), rated for continuous operation at 90°C. This relatively high temperature rating means the cable can sustain emergency overload conditions without immediate failure, providing critical seconds for protection systems to operate.
The conductor separator design varies by voltage rating:
1.1 kV cables employ polyester separators between phase conductors
Cables rated 3.3 kV and above utilise semiconductive screen separators—a premium design that distributes electrical stress evenly and prevents ionisation at conductor surfaces
This voltage-dependent separator specification reflects industry best practice: lower voltages can tolerate basic insulation, but higher voltages require active stress management.
The Composite Screen: Earth's Critical Link
The earthing system is perhaps the most critical component for mining safety. Type 240 employs a composite screen consisting of tinned annealed copper wire interwoven with polyester yarn. This design serves dual purposes:
Electrical earthing - provides a low-resistance return path for fault currents, ensuring protection systems operate reliably
Mechanical protection - the interwoven yarn structure prevents copper strand separation and maintains flexibility during installation and repeated flexing in mobile equipment applications
Tinned annealed copper is specified (rather than bare copper) because the annealing process creates a softer, more flexible conductor while the tinning prevents oxidation. In underground mining, where cables are regularly repositioned and subjected to crushing loads from roof movement and equipment passage, this combination of flexibility and corrosion resistance is essential.
Pilot Conductor System
Three independent pilot conductors are embedded in elastomer-covered cavities distributed around the cable's circumference. Each pilot is individually proofed (wrapped with protective material) and taped. This redundancy is deliberate—if one pilot becomes damaged during installation or operation, two remain functional for circuit protection monitoring.
The three pilots allow independent monitoring of:
Earthing continuity throughout the cable length
Circuit protection system effectiveness
Remote signalling for fault detection in long cable runs (which can extend several kilometres in large mining operations)
Pilot resistance characteristics are critical. The cable's resistance per kilometre determines acceptable cable length before pilot resistance exceeds protection system limits. Type 240's design allows extended runs—particularly valuable when gate-end boxes are positioned far from main substations.
Sheath & Outer Protection
The outer sheath is heavy-duty HD-85-PCP (a specialist elastomer formulation rated to remain flexible at -25°C—critical for Australian high-altitude mine sites). The sheath thickness ranges from 3.8 mm for small cables up to 11.3 mm for large conductor sizes, providing mechanical protection against:
Dragging across rough mine floors
Crush damage from mobile equipment running over cables
Puncture from sharp rock edges
Chemical exposure from diesel fuel, cutting fluid, and hydraulic fluid spills
Water immersion in flooded sections (temporary coverage rated; permanent immersion not recommended)
Optional sheath reinforcement is available for applications with extreme mechanical stress—such as cable runs crossing active mining faces or positioned in high-traffic areas.
Performance Characteristics Across Voltage Ratings
Electrical Performance at Standard Operating Temperature (90°C)
Resistance and reactance values are critical for calculating voltage drop over cable runs and ensuring protection system coordination.
6.6 kV cables (most commonly specified in Australian mining) show resistance characteristics that enable practical cable runs of 500 metres without excessive voltage drop at full load current. A 70 mm² cable rated at this voltage exhibits approximately 0.346 Ω/km resistance, meaning a 500-metre run accumulates just 0.173 Ω—negligible for most applications.
Reactance remains relatively consistent across conductor sizes (approximately 0.1 Ω/km for standard installations), determined by cable geometry rather than conductor material. This consistency simplifies voltage drop calculations.
Three-phase voltage drop (the most relevant figure for three-phase mining equipment) ranges from 0.627 mV/A·m for 70 mm² conductors up to 0.221 mV/A·m for 300 mm² conductors. This characteristic allows engineers to specify conductor size based on acceptable voltage drop at maximum load current.
Capacitance Characteristics
Capacitance to earth values range from approximately 0.15 μF/phase/km for 11 kV cables up to 0.73 μF/phase/km for 6.6 kV variants. This matters because high capacitance affects transient overvoltage performance during switching operations and determines maximum acceptable cable length before capacitive charging currents become problematic.
Australian mining installations typically operate below 1,000 metres per circuit, well within safe limits for all Type 240 variants.
Australian Mining Applications: Where Type 240 Cables Deliver
Longwall Mining Operations (Primary Application)
Modern longwall mining is continuous operation—literally 24/7 in many Australian collieries. The longwall face can extend over 300 metres, and power must be delivered reliably to multiple powered roof support systems, shearer coal cutting equipment, and associated machinery. Type 240 feeder cables form the backbone of this power distribution, typically routed through the gate-end box (a critical junction box positioned at the perimeter of the mining area).
The 3-pilot system is particularly valuable here because it allows operators to verify circuit integrity before energising equipment—preventing catastrophic failures when roof conditions are unstable.
Continuous Miner Applications
Continuous miners used for roadway development demand flexible, portable power cables. While trailing cables handle the immediate power connection to the miner itself, Type 240 feeders deliver power to junction boxes that supply multiple continuous miners in parallel. The cable's flexibility rating (explicitly stated in specifications) allows for routing through tight mine roadways without kinking or insulation damage.
Auxiliary Power Systems
Pump systems removing water from mine workings, ventilation fan installations, and conveyor systems all require reliable feeder power. Type 240's availability in lower voltage ratings (1.1 kV and 3.3 kV) makes it ideal for these secondary power applications, where full 11 kV capacity isn't required but heavy-duty construction is still essential.
Extended Cable Run Applications
Some Australian mining operations position main substations at significant distances from mining areas. Type 240's design accommodates extended runs—the 3-pilot system allows pilot resistance to remain within protection system limits for runs exceeding 2 km, impossible with single-pilot designs.
Type 240 vs. Alternative Feeder Cable Designs: A Practical Comparison
For Australian mining engineers selecting feeder cables, several alternatives exist. Understanding how Type 240 compares provides clarity on when this cable is the optimal choice.
Performance Factor Comparison
Type 240 Feeder Cable serves as the primary feeder distribution solution across voltage ratings from 1.1 to 11 kV. It features three integrated pilot cores, standard bending flexibility suitable for fixed installations, heavy-duty mechanical protection prioritising durability, and accommodates maximum cable runs exceeding 2,000 metres. Resistance ratings remain acceptable even for extended mining operations.
Type 241 Trailing Cable is designed for direct mobile equipment connection, offering extreme flexibility for equipment trailing power supply. It typically operates up to 11 kV but with single or dual pilot systems. The outer sheath emphasises extreme flexibility and impact resistance. Cable runs are limited to approximately 500 metres due to pilot resistance constraints, and it commands a premium cost due to specialised flexibility construction. This cable is purpose-built for equipment movement, not feeder distribution.
Type 209 Colliery Cable functions as a coal cutting equipment connection with voltage ratings typically up to 3.3 kV. It features one to two integrated pilots with standard mechanical stress rating and durable elastomer sheath. Maximum cable run capability reaches approximately 800 metres, and it offers mid-range cost positioning. This cable specialises in direct equipment connection rather than feeder distribution.
Selection Clarity
Type 240 emerges as the feeder specialist. While Type 241 offers superior flexibility for mobile equipment and Type 209 provides cost-effective equipment connections, neither matches Type 240's combination of extended cable run capability, integrated monitoring system, and mechanical durability for fixed feeder installations.
Installation & Environmental Considerations
Installation Configurations
Type 240 cables are suitable for installation in multiple configurations, each reflecting the demanding Australian underground mining environment:
In free air - cables suspended through mine roadways on cable supports or conduit, exposed to dust, moisture, and temperature variations
In duct - cables installed through protective plastic or metal conduit, offering enhanced mechanical protection in high-traffic areas or areas prone to dragging damage
Mobile equipment - a unique capability reflecting the coal mining industry's need for flexible feeder cables to gate-end boxes that must be repositioned as the mining face advances
Fixed machinery applications - cables installed to pump stations, ventilation equipment, and fixed electrical infrastructure
Temperature Operating Range
The cable's operating temperature span deserves particular attention for Australian deep mining operations:
Maximum continuous rating: 90°C - appropriate for underground environments where ambient temperature is typically 20–25°C, allowing substantial thermal margin before reaching maximum rated temperature
Minimum operating temperature: -25°C - critical for high-altitude Australian mining regions or winter conditions in Tasmania, ensuring the elastomer sheath remains flexible even in cold conditions
This wide temperature range (115°C span) is notably broader than many standard industrial cables, reflecting mining industry-specific requirements.
Resistance to Environmental Factors
The underground mining environment presents multiple chemical and physical stresses:
Chemical exposure - rated "very good/frequent," meaning the cable withstands regular contact with diesel fuel spills, cutting fluids, hydraulic fluid leakage, and mine water containing dissolved minerals and acids. The tinned copper conductors and elastomer sheath are specifically formulated for this environment.
Mechanical impact - rated "heavy," appropriate for environments where cables cross active mining areas, are dragged during repositioning, and face crushing loads from equipment passage. The composite sheath design distributes impact forces rather than allowing concentration at weak points.
Water exposure - rated for "immersion/temporary coverage," suitable for cables in sections prone to temporary flooding but not appropriate for permanently submerged applications. Australian coal mining operations, particularly in Queensland and NSW, regularly experience water ingress; Type 240's water resistance is essential.
Solar radiation and weather exposure - suitable for direct exposure, important for surface cable runs between surface infrastructure and shaft collar installations. The UV-stabilised elastomer sheath maintains integrity even under extended outdoor exposure.
Fire Behaviour
Type 240 cables are fire retardant to AS/NZS 1802 requirements. This classification indicates the cable will not sustain combustion if an external fire source is removed—a critical safety requirement in underground mining where ventilation systems could potentially spread flames.
Selecting the Right Type 240 Variant: A Practical Guide
Step 1: Determine Required Voltage Rating
Begin with the voltage of your main distribution system:
1.1 kV - selected when surface power distribution is 1.1 kV, typically for smaller collieries or auxiliary systems
3.3 kV - common selection for medium-sized mining operations with 3.3 kV distribution networks
6.6 kV - the most popular choice across Australian mining regions, offering good power capacity without requiring extremely large cable conductors
11 kV - selected when maximum power is required or when long cable runs necessitate lower current to minimize voltage drop
Step 2: Calculate Required Conductor Size
Two factors determine conductor size:
Load current calculation - multiply connected equipment rating (in kW) by appropriate power factor (typically 0.85 for AC mining equipment) and three-phase current formula to determine maximum expected current.
Voltage drop tolerance - mining operations typically accept 3–5% maximum voltage drop at full load. Use the "3 phase voltage drop" figure from specifications, multiply by maximum current and cable length, and verify the result is acceptable.
For example, a 500-metre 6.6 kV feeder supplying 400 A would require approximately 120 mm² conductor to maintain under 5% voltage drop.
Step 3: Consider Cable Run Length
Extended cable runs increase both resistance losses and pilot resistance. The 3-pilot system in Type 240 allows runs exceeding 2,000 metres while maintaining protection system effectiveness—impossible with competing designs.
Step 4: Evaluate Installation Environment
Mobile equipment applications benefit from the cable's flexibility rating; fixed installations prioritise mechanical protection. Environmental factors (water exposure, chemical exposure, temperature extremes) all favour Type 240 in Australian mining conditions.
Step 5: Budget for Sheath Reinforcement if Required
Standard construction is suitable for most Australian mining applications. Sheath reinforcement is warranted only in exceptional circumstances where cables cross particularly rough terrain or face repeated crushing loads.
Technical Performance Data: Real-World Reference Points
Understanding actual performance data helps engineers make informed decisions. Here are reference points for common Australian mining applications:
A typical longwall feeder circuit: 70 mm² conductor, 6.6 kV rating, 1,200-metre cable run supplying 200 A continuous load.
Resistance loss: 0.346 Ω/km × 1.2 km = 0.415 Ω
Voltage drop: (200 A × 0.623 mV/A·m × 1.2 km) = 149.5 mV = 2.26% voltage drop—excellent performance
Cable mass: approximately 565 kg per 100 metres, so full 1,200-metre circuit weighs approximately 6,780 kg
A pump power feeder: 35 mm² conductor, 3.3 kV rating, 800-metre cable run supplying 120 A
Resistance loss: 0.698 Ω/km × 0.8 km = 0.558 Ω
Voltage drop: (120 A × 1.23 mV/A·m × 0.8 km) = 118 mV = 3.57% voltage drop—acceptable for pump applications
Cable mass: approximately 475 kg per 100 metres, so 800-metre circuit weighs 3,800 kg
These examples demonstrate why proper sizing is critical—undersizing creates unacceptable voltage drop and overheating; oversizing adds unnecessary weight and cost.
Certification & Standards: Why AS/NZS 1802 Matters
Type 240 cables are manufactured to AS/NZS 1802, the Australian and New Zealand standard specifically for mining cables. This standard is more demanding than general industrial cable standards (such as AS/NZS 1125) because mining applications face unique hazards:
Underground environment with limited ventilation and inability to rapidly extract personnel from fire conditions
Extended cable runs where pilot resistance becomes a critical design factor
High reliability demands where cable failure equals production loss and potential safety consequences
Mobile equipment applications requiring flexibility unavailable in standard industrial designs
Compliance with AS/NZS 1802 means Type 240 cables have undergone rigorous testing for:
Insulation breakdown voltage under transient conditions
Pilot resistance limits at temperature extremes
Mechanical durability under mining-specific stress conditions
Fire behaviour under underground ventilation conditions
Water absorption and ageing characteristics
For mining operations, AS/NZS 1802 certification is non-negotiable—it's not simply a quality marker but a legal requirement under mining legislation in all Australian states.
Cost-Benefit Analysis: The Real Return on Investment
Mining operations sometimes view cable selection as a straightforward cost decision. This perspective misses critical reality: cable failure creates consequences far exceeding the cable's purchase price.
Consider a hypothetical scenario: a feeder cable failure during longwall operations.
Direct costs:
Cable replacement: $15,000–$30,000 (depending on size and length)
Installation labour: $8,000–$15,000
Temporary power arrangement: $5,000–$10,000
Indirect costs:
Longwall production loss: $200,000–$500,000 per day (depending on coal price and production rate)
Staff idle time: $10,000–$20,000
Equipment damage from sudden shutdown: $20,000–$100,000
Regulatory incident reporting and investigation: $10,000–$50,000
Total potential cost: $268,000–$725,000
In this context, selecting a premium feeder cable offering superior reliability becomes an investment in operational continuity rather than a cost centre. Type 240's proven track record in Australian mining operations supports this perspective.
Maintenance & Monitoring: Extending Cable Life
Type 240 cables, once installed, require minimal active maintenance. However, several proactive steps extend operational life:
Visual inspection - annually inspect visible cable sections for abrasion, water ingress, or damage to the outer sheath. Early identification of damage allows planned replacement rather than emergency repair.
Pilot monitoring - the integrated 3-pilot system provides continuous real-time monitoring of earthing integrity. Modern mining installations use automated systems to verify pilot continuity at defined intervals, immediately alerting operators to developing faults before failure occurs.
Load monitoring - tracking actual load current throughout the year identifies cables operating consistently near or above rated capacity. Upgrading undersized cables prevents accelerated ageing and failure.
Water ingress prevention - in flood-prone sections, regularly inspect cable terminations and junction boxes, ensuring water cannot enter through poorly sealed connection points. Type 240 can temporarily withstand immersion but isn't designed for permanent submersion.
Termination inspection - cable terminations (where the cable connects to equipment or switchgear) are the most common failure points. Regular inspection of termination condition, particularly lug tightness and corrosion around tinned copper components, prevents catastrophic failures.
Proper maintenance doesn't require specialist equipment or expertise—it's primarily discipline in regular visual inspection combined with prompt action when developing problems are identified.
Regulatory Compliance: The Legal Framework
Australian mining operations are governed by state-based mining legislation (Coal Mining Safety and Health Act in Queensland, Coal Mines Regulation in NSW, equivalent statutes in other states). Electrical safety requirements in these statutes typically mandate:
Cable certification to AS/NZS standards - Type 240's AS/NZS 1802 compliance satisfies this requirement
Competent person installation - cables must be installed by qualified electrical personnel under mining licence conditions
Regular electrical inspection - annual inspection by licensed electrical contractors verifies ongoing compliance
Documentation - operators must maintain records of cable type, size, installation location, and inspection results
Type 240's design, manufacturing, and certification all support straightforward regulatory compliance. Operators selecting alternative cables must verify equivalent compliance, which sometimes proves problematic with imported or non-certified products.
Common Questions: Practical Guidance
Why Are Three Pilot Cores Necessary?
Single-pilot designs (found in some competing cables) experience pilot resistance limits that restrict cable run length to approximately 800 metres. Three pilots distribute current, allowing individual pilot resistance limits to be exceeded safely because total three-pilot resistance remains acceptable. For Australian mining operations with cable runs commonly exceeding 1,200 metres, three pilots are essential, not optional.
What's the Difference Between Tinned and Bare Copper?
Bare copper oxidises when exposed to moisture and oxygen, increasing resistance and creating corrosion. Tinning creates a protective barrier, particularly important in the damp, chemically active underground environment. Over cable lifetime (typically 15–20 years for feeder cables), tinning provides superior long-term reliability.
Can Type 240 Cables Be Submerged?
Temporarily, yes—the elastomer sheath is impermeable to water for periods of hours to days. Permanently submerged cables (in mine water sumps) will eventually experience water ingress at terminations and develop insulation degradation. Type 209 colliery cables and specialist submarine cables handle permanent submersion better; Type 240 is designed for temporary flooding typical of working mining sections.
How Should Type 240 Cables Be Stored?
Proper storage extends cable life. Cables should be stored in cool, dry conditions, protected from direct sunlight (UV degradation), and kept away from chemical exposure. Temperature range should remain between 0°C and 25°C during storage. Cables should not be stored vertically (weight of conductor can cause strand separation) but rather horizontally on cable drums or reels.
What's the Acceptable Bending Radius for Installation?
While Type 240 is rated "flexible," excessive bending during installation can damage insulation. A minimum bending radius of approximately 10 times the cable diameter is recommended—for a 70 mm diameter cable, this means avoiding bends tighter than 700 mm radius.
Expert Summary
The Type 240 composite screened feeder cable represents the culmination of decades of Australian mining industry experience. Its design addresses every critical requirement of underground coal mining operations: extended cable run capability through the innovative 3-pilot integrated monitoring system, mechanical durability sufficient for the physically demanding underground environment, and chemical resistance appropriate for the aggressive underground atmosphere.
For mining engineers and operations managers, Type 240 selection for feeder applications is less a choice between competing options and more a recognition of industry best practice. The cable's proven reliability in thousands of Australian mining installations, its full compliance with applicable safety standards, and its cost-effectiveness (when life-cycle costs are properly calculated) make it the default specification for new installations and the natural upgrade path when replacing aged cable infrastructure.
The investment in premium feeder cable technology yields returns measured not just in extended cable life but in the reliability and safety of the mining operations they serve. In an industry where operational continuity directly translates to economic performance and worker safety, Type 240 cables justify their position as the standard choice across Australia's coal mining sector.
For mining operations planning feeder cable installation or replacement, Type 240 warrants serious consideration. Engage with experienced cable suppliers, conduct proper load and voltage drop calculations, and invest in professional installation. The result will be feeder infrastructure that operates reliably for 15–20 years with minimal maintenance, providing the continuous power supply that modern mining demands.
Keywords for Australian Mining Search: mining feeder cable Australia, longwall mining power cable, Type 240 cable specifications, underground mining cable installation NSW, mining electrical safety Australia, coal mine feeder cable, 6.6kV mining cable, Type 240 vs Type 209 cable, Australian mining cable standards AS/NZS 1802
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat