
Type 275 1.1 kV Mining Shuttle Car Cable – How Does It Resist Corkscrewing in Harsh Underground Reeling Applications?
Discover the AS/NZS 1802 Type 275 1.1 kV mining shuttle car cable, engineered for high-speed reeling equipment in harsh underground environments. Learn how its heavy-duty elastomer sheath, anti-corkscrewing design, and flexible EPR insulation ensure safety, durability, and compliance for demanding mining applications.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/14/20257 min read
Underground mining operations demand cables that can withstand the most extreme conditions whilst maintaining reliable power transmission and safety standards. The Type 275 1.1 kV mining shuttle car cable represents a pinnacle of engineering excellence, specifically designed for the harsh realities of subterranean mining environments. This specialised cable type serves as the critical power link between shuttle cars and their reeling equipment, where traditional cables would fail under the intense mechanical stresses encountered during high-speed reeling operations.
Manufactured in strict compliance with the AS/NZS 1802 Australian and New Zealand standard for mining cables, the Type 275 cable ensures that mining operations meet stringent safety and performance requirements. This standard specifically addresses the unique challenges faced by cables in underground mining environments, including exposure to chemicals, water immersion, extreme temperatures, and the mechanical stresses associated with mobile mining equipment.
Introduction to Type 275 1.1 kV Cable
The significance of Type 275 cables in underground mining operations cannot be overstated. Shuttle cars, which transport materials through narrow underground passages, rely on continuous power supply through cables that must endure constant flexing, twisting, and mechanical stress. The failure of power cables in these environments can result in dangerous situations, costly downtime, and potential safety hazards for mining personnel. Therefore, the Type 275 cable's robust design and proven performance characteristics make it an indispensable component of modern mining operations.
Key Design Features
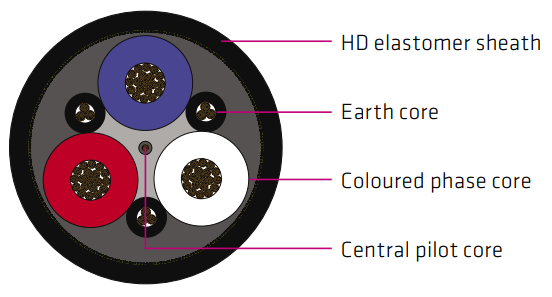
The Type 275 1.1 kV cable incorporates several innovative design elements that distinguish it from conventional power cables. At its core, the cable features non-individually screened power cores constructed from tinned copper conductors. This tinned copper construction provides superior corrosion resistance compared to bare copper, extending the cable's operational lifespan in the corrosive underground environment where moisture, chemicals, and mineral deposits are prevalent.
The cable's insulation system utilises ethylene propylene rubber (EPR) with the designation R-EP-90, indicating its suitability for continuous operation at temperatures up to 90°C. This EPR insulation system provides exceptional flexibility even at low temperatures, maintaining its electrical properties and mechanical integrity down to -25°C. This temperature range capability is crucial for mining operations in various climatic conditions and underground environments where temperature fluctuations are common.
A distinctive feature of the Type 275 design is its comprehensive earthing system, which includes three dedicated earth cores alongside the main power conductors. This multiple-earth configuration provides redundant safety pathways for fault currents, ensuring that electrical faults are quickly detected and safely conducted to earth. Additionally, the cable incorporates a central pilot core that enables monitoring and control functions, allowing operators to maintain oversight of the cable's condition and the connected equipment's status.
The cable's structure includes a semi-conductive cradle and fill arrangement that maintains consistent conductor spacing and provides additional mechanical protection. This internal structure is critical in preventing the uneven stress distribution that can lead to conductor deformation and eventual failure. The heavy-duty elastomer sheath with open weave reinforcement forms the cable's outer protective layer, providing exceptional resistance to abrasion, chemical attack, and mechanical damage whilst maintaining the flexibility required for reeling applications.


Performance in Harsh Underground Environments
The most remarkable characteristic of the Type 275 cable is its engineered resistance to corkscrewing, a phenomenon that occurs when cables are subjected to repeated twisting forces during high-speed reeling operations. Corkscrewing can cause catastrophic cable failure as internal conductors become twisted beyond their elastic limits, leading to insulation damage, conductor fracture, and potential fire hazards. The Type 275's specialised construction includes carefully calculated lay angles, balanced conductor tensions, and reinforcement elements that work together to resist these destructive torsional forces.
Underground mining environments subject cables to extraordinary mechanical stresses that would quickly destroy conventional power cables. Shuttle cars operate at high speeds through confined spaces, with their trailing cables experiencing rapid acceleration, deceleration, and directional changes. The Type 275 cable's construction accounts for these dynamic loads through its flexible core arrangement and robust outer sheath design. The cable can withstand heavy mechanical impact whilst maintaining electrical integrity, ensuring uninterrupted power supply to critical mining equipment.
The cable's fire retardant properties are essential for underground safety, where fire incidents can have catastrophic consequences due to limited evacuation routes and confined spaces. The Type 275 cable's materials and construction meet strict flame resistance requirements, helping to prevent fire propagation and providing valuable time for emergency response procedures. Additionally, the cable's resistance to UV radiation and weather exposure makes it suitable for applications that may involve surface routing or temporary outdoor installations.
Water immersion capability is another critical performance characteristic, as underground mining operations frequently encounter water ingress, flooding, and high humidity conditions. The Type 275 cable's construction ensures continued operation even when temporarily submerged, preventing electrical faults that could endanger personnel or disrupt operations. The elastomer sheath provides an effective moisture barrier whilst maintaining flexibility and mechanical protection.
Electrical & Mechanical Specifications
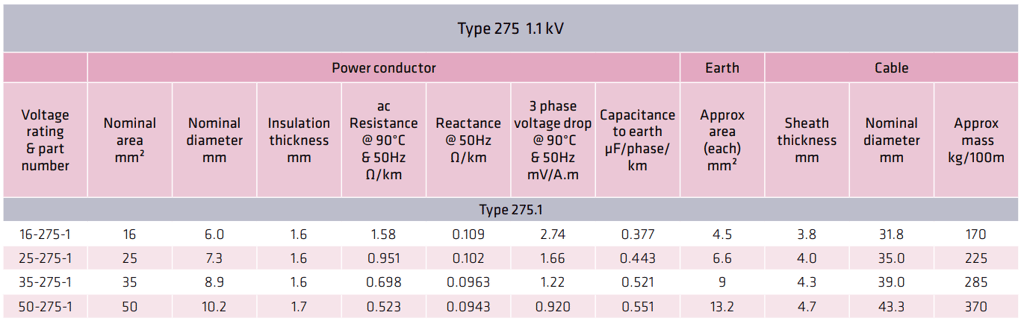
The Type 275 1.1 kV cable is available in multiple conductor sizes ranging from 16 mm² to 50 mm², accommodating various power requirements for different shuttle car configurations and applications. Each configuration maintains the same voltage rating of 1.1/1.1 kV, ensuring compatibility across different mining operations whilst providing adequate electrical insulation for safe operation.
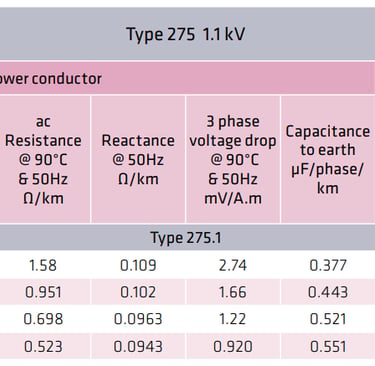
The 16 mm² variant (part number 16-275-1) features conductors with a nominal diameter of 6.0 mm and insulation thickness of 1.6 mm. Its AC resistance at 90°C and 50 Hz is 1.58 Ω/km, with a reactance of 0.109 Ω/km and three-phase voltage drop of 2.74 mV/A.m. The overall cable diameter is 31.8 mm with an approximate mass of 170 kg per 100 metres, making it suitable for applications requiring moderate power transmission whilst maintaining excellent flexibility.
For higher power applications, the 25 mm² configuration (part number 25-275-1) provides enhanced current-carrying capacity with an AC resistance of 0.951 Ω/km and voltage drop of 1.66 mV/A.m. The larger 35 mm² and 50 mm² variants further reduce electrical losses whilst maintaining the cable's mechanical properties and anti-corkscrewing characteristics.
All variants incorporate earth cores sized according to their respective power conductor ratings, ensuring adequate fault current capacity. The earth cores range from 4.5 mm² in the smallest configuration to 13.2 mm² in the largest, providing robust earthing pathways that exceed standard safety requirements.
The cables' capacitance values range from 0.377 μF/phase/km for the 16 mm² variant to 0.551 μF/phase/km for the 50 mm² configuration. These relatively low capacitance values are beneficial for motor applications commonly found in mining equipment, reducing starting currents and improving power factor characteristics.
Typical Applications
Type 275 cables are primarily deployed in shuttle car reeling systems, where their unique anti-corkscrewing properties provide critical reliability advantages. Shuttle cars in underground mines operate in continuous cycles of loading, transport, and dumping, with their power cables experiencing constant motion through complex routing systems. The cable's ability to maintain electrical integrity under these conditions makes it the preferred choice for mining operations seeking to minimise downtime and maintenance costs.
Mobile equipment applications extend beyond shuttle cars to include conveyor systems, continuous miners, and other machinery that requires flexible power connections in underground environments. The cable's resistance to chemical exposure makes it particularly suitable for mining operations involving corrosive minerals or where chemical processing occurs underground. Coal mines, hard rock mining operations, and specialist underground construction projects all benefit from the Type 275 cable's robust performance characteristics.
High mechanical stress environments represent another key application area, where conventional cables would fail due to excessive flexing, vibration, or impact loading. The Type 275's construction enables reliable operation in these demanding conditions whilst maintaining safety standards required for mining applications. Underground installations requiring temporary power routing also utilise these cables due to their durability and ability to withstand rough handling during installation and repositioning.


Safety & Compliance
Compliance with AS/NZS 1802 represents more than mere regulatory adherence; it demonstrates the Type 275 cable's suitability for the most demanding underground mining applications. This standard encompasses comprehensive testing requirements for electrical performance, mechanical durability, environmental resistance, and safety characteristics specific to mining environments. The certification process includes rigorous evaluation of flame resistance, toxicity of combustion products, and electrical integrity under fault conditions.
The cable's fire retardant performance is particularly critical in underground mining applications where fire incidents can trap personnel and cause extensive damage. The Type 275's materials and construction limit flame propagation and reduce toxic gas emission during fire exposure, providing enhanced safety for mining operations. Regular testing and certification ensure continued compliance with evolving safety standards.
Enhanced protection against electrical faults is achieved through the cable's multiple earth cores and robust insulation system. The design provides redundant safety pathways and rapid fault detection capabilities, enabling protective systems to operate effectively in the event of cable damage or electrical faults. This multi-layered approach to electrical safety reflects the critical nature of power supply reliability in underground mining operations.
Frequently Asked Questions
Q: What causes corkscrewing in mining cables, and how does the Type 275 prevent it?
A: Corkscrewing occurs when cables are subjected to repeated twisting forces during high-speed reeling operations. The asymmetric stresses can cause internal conductors to twist beyond their elastic limits. The Type 275 prevents this through carefully engineered conductor lay angles, balanced tensions, and specialised reinforcement that distributes torsional stresses evenly throughout the cable structure.
Q: Can Type 275 cables operate if temporarily submerged in mine water?
A: Yes, Type 275 cables are designed for water immersion applications. The heavy-duty elastomer sheath provides effective moisture protection whilst maintaining electrical integrity. However, prolonged submersion should be avoided, and cables should be inspected after water exposure to ensure continued safe operation.
Q: What maintenance is required for Type 275 cables in shuttle car applications?
A: Regular visual inspection for sheath damage, proper storage when not in use, and periodic electrical testing are recommended. The cable's robust construction minimises maintenance requirements, but attention to proper reeling practices and avoiding sharp edges or excessive bending radii will maximise service life.
Q: Are Type 275 cables suitable for surface mining applications?
A: While designed primarily for underground use, Type 275 cables' UV resistance and weather protection make them suitable for surface applications requiring similar mechanical durability and electrical performance characteristics.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat