
Type 2S and Type 2S.3 Mining Cables – AS/NZS 1972 Machine Cables for Shuttle Cars, Continuous Miners, and Longwall Lighting Systems
Discover Type 2S and Type 2S.3 mining machine cables designed to AS/NZS 1972 standards. These 0.6/1 kV and 3.3/3.3 kV cables are flame retardant, chemical resistant, and ideal for shuttle cars, continuous miners, road headers, personnel transporters, and longwall lighting systems.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/19/20258 min read
The mining industry demands electrical infrastructure capable of withstanding the harshest operational conditions whilst maintaining absolute safety and reliability. Type 2S and Type 2S.3 mining cables represent a specialised category of elastomer insulated and sheathed, screened cables specifically engineered to meet the rigorous requirements of underground mining operations and mobile equipment applications.
These cables are designed in strict accordance with AS/NZS 1972 standards, which establish comprehensive requirements for mining cables used in Australian and New Zealand mining operations. The standard ensures that these cables deliver consistent performance in environments characterised by extreme temperatures, chemical exposure, mechanical stress, and fire hazards.
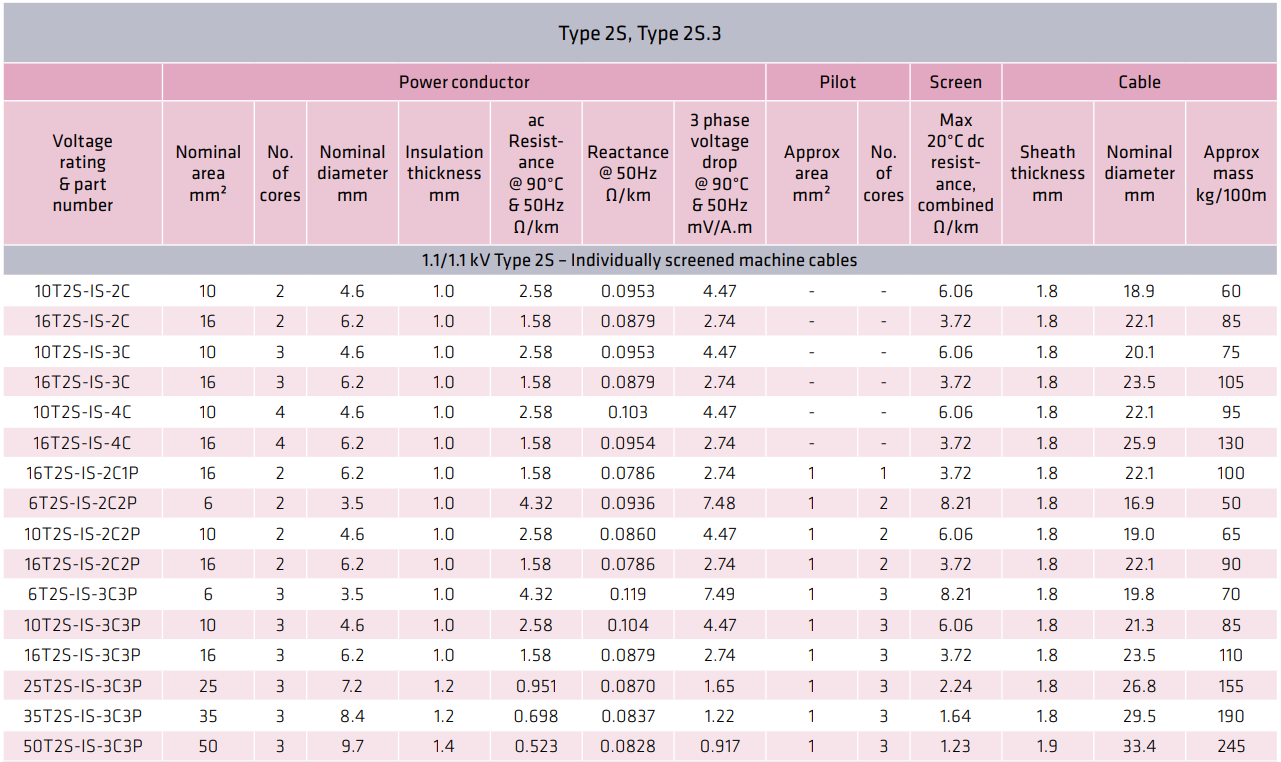
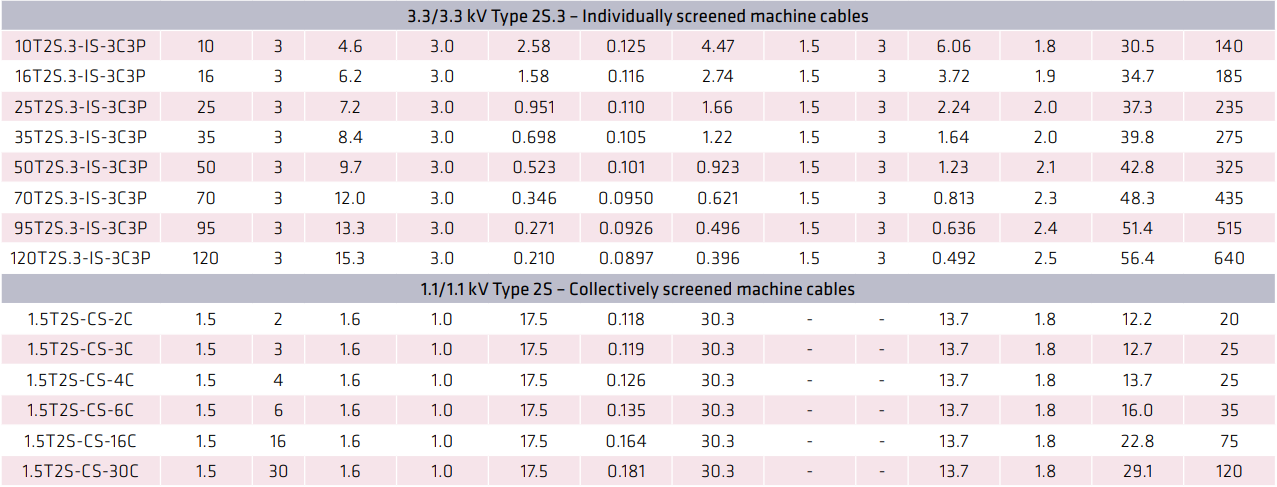
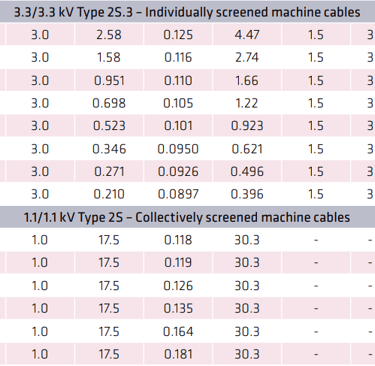
The fundamental distinction between Type 2S and Type 2S.3 cables lies in their voltage ratings and insulation thickness. Type 2S cables operate at 0.6/1 kV (1.1/1.1 kV) with standard insulation thickness of 1.0mm, making them suitable for general mining equipment applications. Type 2S.3 cables, conversely, are rated for 3.3/3.3 kV operations with increased insulation thickness of 3.0mm, specifically designed for higher voltage mining equipment that requires enhanced electrical safety margins.
These machine cables have become indispensable for powering and controlling mobile mining equipment including continuous miners, shuttle cars, road headers, and personnel transporters. Their robust construction eliminates the need for additional mechanical protection in external installations, significantly reducing installation costs and complexity whilst maintaining operational reliability.


Introduction to Type 2S and Type 2S.3 Mining Cables
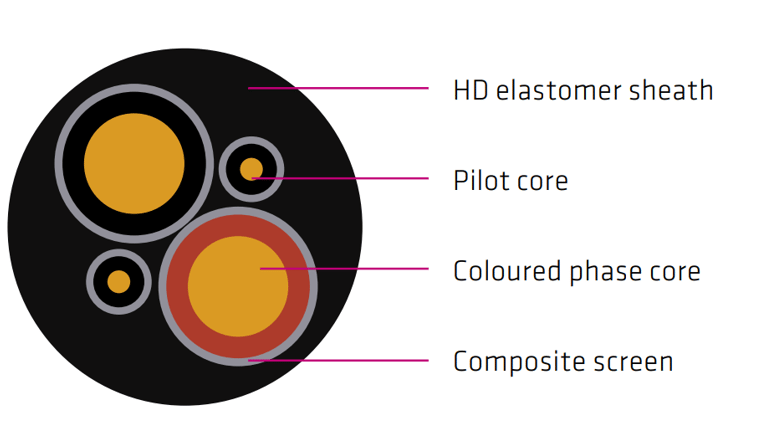
Cable Design and Construction
The sophisticated design of Type 2S and Type 2S.3 cables reflects decades of engineering expertise focused on mining-specific challenges. The cable construction begins with tinned annealed copper conductors that provide excellent conductivity whilst resisting corrosion in harsh underground environments. The copper stranding is precisely calculated to deliver optimal flexibility without compromising current-carrying capacity.
EPR (Ethylene Propylene Rubber) insulation, designated as R-EP-90, surrounds each conductor core. This insulation material offers exceptional dielectric properties and maintains its integrity across the cable's operating temperature range of -25°C to +90°C. The EPR formulation provides superior resistance to ozone, weathering, and the chemical compounds commonly encountered in mining environments.
The composite screen represents a critical safety feature, incorporating tinned copper wire and polyester yarn in a braided configuration. This screening system provides effective electromagnetic interference (EMI) protection whilst ensuring personnel safety through reliable earthing. Cables can be manufactured with either individual screening for each core or collective screening for the entire cable assembly, depending on specific application requirements.
Pilot cores, where specified, utilise identical construction to power cores but in smaller cross-sectional areas. These cores facilitate control and monitoring functions, with their own screening when individual power core screening is employed. The pilot core configuration enables sophisticated mining equipment to maintain precise operational control whilst providing feedback on system status.
The outer sheath comprises HD-90-CPE (Heavy Duty 90°C Chlorinated Polyethylene) in black colouration. This sheath material delivers outstanding mechanical protection against impact, abrasion, and cutting whilst maintaining flexibility essential for mobile equipment applications. The sheath thickness varies according to cable size and voltage rating, ensuring optimal protection without excessive bulk or weight.
Key Features and Technical Properties
The technical specifications of Type 2S and Type 2S.3 cables demonstrate their suitability for demanding mining applications. Type 2S cables operate at voltage ratings of 0.6/1 kV, accommodating standard mining equipment voltage requirements. The insulation system withstands test voltages significantly higher than operating levels, ensuring reliable performance throughout the cable's service life.
Type 2S.3 cables extend operational capability to 3.3/3.3 kV applications, supporting higher-powered mining equipment whilst maintaining the same fundamental design principles. The increased insulation thickness of 3.0mm compared to 1.0mm in Type 2S cables provides the additional dielectric strength required for safe high-voltage operation.
Flame retardant characteristics represent a paramount safety feature in underground mining environments where fire risk poses catastrophic threats. The cable materials are formulated to resist flame propagation, limiting fire spread and providing personnel with crucial evacuation time. This fire retardant performance extends beyond mere flame resistance to include minimal smoke generation and reduced toxic gas emission during thermal stress.
The operating temperature range of -25°C to +90°C accommodates extreme conditions encountered in mining operations. Underground environments can experience significant temperature variations, whilst mobile equipment generates substantial heat during operation. The cable materials maintain their mechanical and electrical properties across this entire temperature spectrum.
Chemical resistance properties address the corrosive environments common in mining operations. The cables demonstrate "Very Good/Frequent" resistance to chemical exposure, enabling reliable operation in the presence of acids, alkalis, hydraulic fluids, and other industrial chemicals. Water resistance extends to immersion and temporary coverage scenarios, essential for equipment operating in wet underground conditions or exposed to weather during surface operations.


Applications in Mining and Industrial Equipment
Type 2S and Type 2S.3 cables find extensive application across diverse mining equipment categories. Continuous miners, which extract coal or other minerals through rotating cutting heads, require reliable power delivery and precise control signalling. These machines operate continuously in harsh conditions, making cable reliability absolutely critical for maintaining production schedules and ensuring operator safety.
Shuttle cars transport extracted material from mining faces to conveyor systems or storage areas. The mobile nature of these vehicles subjects their power cables to continuous flexing, vibration, and potential impact damage. Type 2S cables' flexible construction and robust sheathing ensure reliable power delivery throughout the demanding operational cycle.
Road headers, used for tunnel development and roadway construction in mining operations, require both high power levels for cutting operations and sophisticated control systems for precise navigation. The combination of power cores and pilot cores in Type 2S cables provides the electrical infrastructure necessary for these complex machines to operate effectively.
Personnel transporters prioritise safety above all other considerations, as they carry human cargo through potentially hazardous underground environments. The flame retardant properties and robust construction of Type 2S cables contribute directly to personnel safety by minimising electrical fire risks and ensuring reliable operation of safety systems.
Longwall lighting systems represent another critical application area. These systems provide illumination across extensive underground workfaces, requiring cables capable of delivering consistent power whilst withstanding the mechanical stresses associated with longwall equipment movement. The sheathed construction of Type 2S cables eliminates the need for additional mechanical protection, simplifying installation and reducing maintenance requirements.
Control box interconnections benefit from the screening properties of Type 2S cables, which prevent electromagnetic interference from disrupting sensitive control signals. The pilot core configurations enable comprehensive monitoring and control of mining equipment operations, supporting both automated systems and manual operator interfaces.
Advantages of Using Type 2S and Type 2S.3 Cables
The selection of Type 2S and Type 2S.3 cables for mining applications delivers numerous operational and economic advantages. The primary benefit lies in their ability to withstand heavy mechanical impact without failure, significantly reducing downtime and maintenance costs associated with cable replacement. The robust sheath design and internal construction resist cutting, crushing, and abrasion that would quickly destroy conventional cables in mining environments.
Cost savings extend beyond reduced maintenance to encompass installation efficiency. The sheathed construction eliminates requirements for additional mechanical protection in external installations, reducing both material costs and installation time. This feature particularly benefits operations where cables must traverse areas exposed to vehicular traffic, falling debris, or other mechanical hazards.
Enhanced durability translates directly to longer service life, reducing the total cost of ownership whilst improving operational reliability. Mining operations cannot afford unexpected electrical failures, as they typically result in production stoppages affecting entire work areas. The proven performance history of Type 2S cables in harsh underground environments provides operators with confidence in their electrical infrastructure.
The flexibility characteristics of these cables accommodate the dynamic operating conditions of mobile mining equipment. Traditional rigid cables would quickly fail under the constant movement, vibration, and repositioning required in mobile applications. The engineered flexibility of Type 2S cables maintains electrical integrity whilst accommodating the mechanical demands of mobile equipment operation.
Safety advantages encompass both fire resistance and electrical safety features. The flame retardant properties limit fire propagation risks, whilst the screening system ensures reliable earthing and electromagnetic compatibility. These safety features directly support regulatory compliance and provide additional protection for mining personnel working in inherently hazardous environments.


Compliance and Approvals
AS/NZS 1972 certification ensures that Type 2S and Type 2S.3 cables meet the stringent requirements established for mining cable applications in Australia and New Zealand. This standard addresses all aspects of cable performance including electrical characteristics, mechanical properties, environmental resistance, and safety features. Compliance with AS/NZS 1972 provides mining operators with assurance that their electrical infrastructure meets regulatory requirements and industry best practices.
The certification process involves comprehensive testing of cable samples to verify compliance with standard requirements. Testing encompasses electrical performance under normal and fault conditions, mechanical stress testing, environmental exposure testing, and fire performance evaluation. Only cables successfully completing this rigorous testing regime receive AS/NZS 1972 certification.
Regular auditing of manufacturing processes ensures ongoing compliance with standard requirements. This quality assurance approach provides mining operators with confidence that each cable supplied will deliver the performance characteristics verified during the initial certification process. The certification also facilitates regulatory approval processes for mining operations, as authorities recognise AS/NZS 1972 compliance as meeting their electrical safety requirements.
Common Cable Issues and Solutions
Q: What causes premature cable failure in mobile mining equipment applications?
A: The primary causes of premature cable failure in mobile mining applications include excessive bending beyond minimum radius specifications, mechanical damage from impact or crushing, and chemical degradation from exposure to hydraulic fluids or acidic conditions. Type 2S cables address these issues through engineered flexibility, robust sheathing, and chemical-resistant materials. Proper cable management practices, including adequate strain relief and protection from sharp edges, significantly extend cable service life.
Q: How do screening systems prevent electromagnetic interference in control applications?
A: The composite screen construction using tinned copper wire and polyester yarn creates an effective electromagnetic shield around cable cores. This screening prevents external electromagnetic fields from inducing unwanted signals in control circuits whilst also preventing cable-generated electromagnetic emissions from affecting nearby equipment. Individual screening provides the highest level of protection for sensitive applications, whilst collective screening offers cost-effective protection for general applications.
Q: What maintenance practices optimise cable performance and longevity?
A: Regular visual inspection for signs of mechanical damage, chemical contamination, or thermal stress forms the foundation of effective cable maintenance. Termination integrity should be verified periodically, ensuring connections remain tight and corrosion-free. Cable routing should be reviewed to identify potential improvement opportunities, such as eliminating sharp bends or reducing exposure to mechanical hazards. Pilot core resistance measurements can identify developing insulation problems before they cause failures. Proper storage of spare cables in controlled environments prevents degradation before installation.
Conclusion
Type 2S and Type 2S.3 mining cables represent the culmination of specialised engineering focused on the unique demands of mining applications. Their compliance with AS/NZS 1972 standards ensures reliable performance in the harshest operational environments, whilst their robust construction eliminates many of the maintenance and reliability issues associated with conventional cables.
The versatility of these cables across diverse applications from continuous miners to longwall lighting systems demonstrates their value as a standardised solution for mining electrical infrastructure. The combination of electrical performance, mechanical durability, and safety features makes them an essential component of modern mining operations.
As the mining industry continues to evolve towards increased automation and electrification, the importance of reliable electrical infrastructure becomes even more critical. Type 2S and Type 2S.3 cables provide the foundation for these technological advances, supporting both current operations and future mining equipment developments. Their proven performance in underground environments, combined with ongoing manufacturing improvements, ensures their continued relevance as the trusted choice for mining electrical applications.
The investment in quality cable infrastructure pays dividends through reduced maintenance costs, improved operational reliability, and enhanced safety performance. For mining operators seeking to optimise their electrical systems, Type 2S and Type 2S.3 cables offer a comprehensive solution backed by decades of successful field performance and rigorous engineering standards.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat