
Type 441 1.1 kV Semiconductor Screened Power Cable – Kevlar-Reinforced Trailing & Slow-Reeling Cable (AS/NZS 2802)
Discover the Type 441 1.1 kV Class 1 semiconducting screened power cores cable with three earth cores and a pilot core, featuring Kevlar® braid reinforcement for slow-reeling, trailing, and materials handling applications. Fully compliant with AS/NZS 2802, this lightweight, compact cable delivers exceptional cut-through resistance and reliability.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/15/202511 min read
Overview of Type 441 1.1 kV Cable
The Type 441 1.1 kV cable represents a pinnacle of engineering excellence in the field of industrial power transmission. This sophisticated Type 441 1.1 kV semiconductive screened power cores cable is specifically engineered to meet the demanding requirements of Australian and New Zealand industrial applications. Designed as a Class 2 semiconductive screened cable for general use, it combines advanced materials science with robust construction to deliver exceptional performance in challenging operational environments.
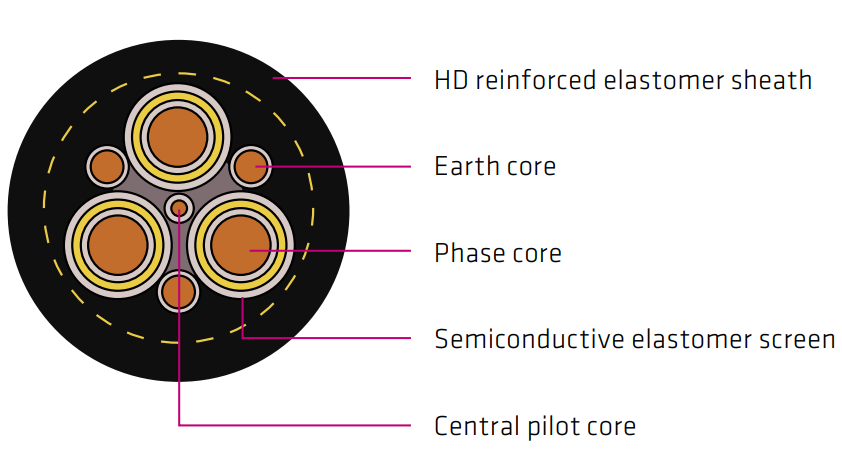
This cable system incorporates three power cores, three earth cores, and one central pilot core, all housed within a heavy-duty elastomer sheath that can be optionally reinforced with Kevlar® braid. The unique configuration makes it an ideal solution for applications requiring both power transmission and control capabilities in a single, compact cable assembly.
Key Features and Differentiators
The Type 441 1.1 kV cable distinguishes itself through several innovative design elements. The semiconductive elastomer screening provides superior electrical performance by ensuring uniform electric field distribution around each power core. This advanced screening technology significantly reduces the risk of electrical breakdown and enhances the cable's long-term reliability.
The optional Kevlar braid sheath reinforcement power cable construction offers unparalleled mechanical protection, making it particularly suitable for applications involving frequent flexing, dragging, or exposure to abrasive environments. The polyaramid yarn Kevlar® braid reinforcement provides exceptional tear and cut-through resistance whilst maintaining the cable's flexibility characteristics.
Temperature performance is another standout feature, with the cable rated for continuous operation at temperatures up to 90°C and capable of functioning in environments as cold as -25°C. This wide temperature range, combined with excellent chemical resistance properties, makes it suitable for diverse industrial applications across Australia's varied climate conditions.
Introduction


Standards and Compliance
AS/NZS 2802 Certification Requirements
Compliance with AS/NZS 2802 cable standards ensures that the Type 441 1.1 kV cable meets the stringent requirements for flexible cables used in Australian and New Zealand industrial applications. This certification covers critical aspects including electrical performance, mechanical properties, fire behaviour, and environmental resistance.
The AS/NZS 2802 standard specifically addresses the unique challenges faced by cables in mobile and semi-portable applications. It establishes requirements for conductor materials, insulation properties, sheath durability, and overall cable construction that ensure safe and reliable operation in demanding industrial environments. The Type 441 cable's compliance with these standards provides assurance to users that the cable will perform consistently under specified operating conditions.
Fire retardant properties, as mandated by AS/NZS 2802, are particularly important in mining and industrial applications where fire safety is paramount. The Type 441 cable's fire retardant characteristics help prevent flame propagation and reduce the risk of fire-related incidents in the workplace.
Class 2 Cable Advantages
The Type 441 cable's classification as a Class 2 cable under AS/NZS 2802 indicates its enhanced construction compared to standard Class 1 cables. This classification reflects the cable's superior mechanical protection, improved electrical screening, and enhanced environmental resistance properties. Class 2 cables are specifically designed for more demanding applications where standard Class 1 cables may not provide adequate performance or longevity.
The semiconductive screening system in Class 2 cables provides superior electrical performance by eliminating air voids and ensuring consistent dielectric properties. This results in improved voltage stability, reduced electrical stress concentrations, and enhanced overall system reliability compared to conventional cable designs.
Construction and Materials
Semiconductive Elastomer Screened Power Cores
The heart of the Type 441 cable lies in its advanced semiconductor screened power cable construction. Each power core features tinned copper conductors encased in EPR (R-EP-90) insulation, which provides excellent electrical properties and thermal stability. The EPR insulation is specifically formulated to maintain its properties across the cable's entire operating temperature range.
The semiconductive elastomer screen surrounding each power core serves multiple critical functions. It ensures uniform electric field distribution, eliminates surface irregularities that could cause electrical stress concentrations, and provides a smooth interface between the insulation and the overall cable assembly. This screening technology is essential for maintaining consistent electrical performance and preventing premature cable failure due to electrical breakdown.
Core identification is achieved through printed numbers on the black semiconductive elastomer insulation screen, enabling quick and accurate identification during installation and maintenance procedures. This marking system is designed to remain legible throughout the cable's service life, even under harsh environmental conditions.
Three Earth Cores and One Pilot Core Design
The Type 441 cable incorporates three separate earth cores strategically disposed within the cable interstices. These earth cores are covered with semiconductive elastomer and provide multiple paths for fault currents, enhancing overall system safety. The redundant earthing system ensures that even if one earth core is damaged, adequate earthing protection remains available.
The central pilot core features an EPR-covered, tinned annealed copper conductor that is specifically designed to be extensible. This pilot core serves multiple functions, including equipment monitoring, control signal transmission, and communication between connected equipment. The extensible design allows the pilot core to accommodate the mechanical stresses associated with cable flexing and extension during normal operation.
This multi-core design philosophy recognises that modern industrial equipment requires not only power transmission but also integrated control and monitoring capabilities. By incorporating these functions into a single cable assembly, the Type 441 design reduces installation complexity and improves system reliability.
Insulation and Sheath Materials
The insulation system utilises EPR (Ethylene Propylene Rubber) technology, specifically the R-EP-90 formulation that provides excellent thermal stability up to 90°C continuous operating temperature. EPR insulation offers superior resistance to thermal aging, ozone exposure, and mechanical stress compared to traditional insulation materials.
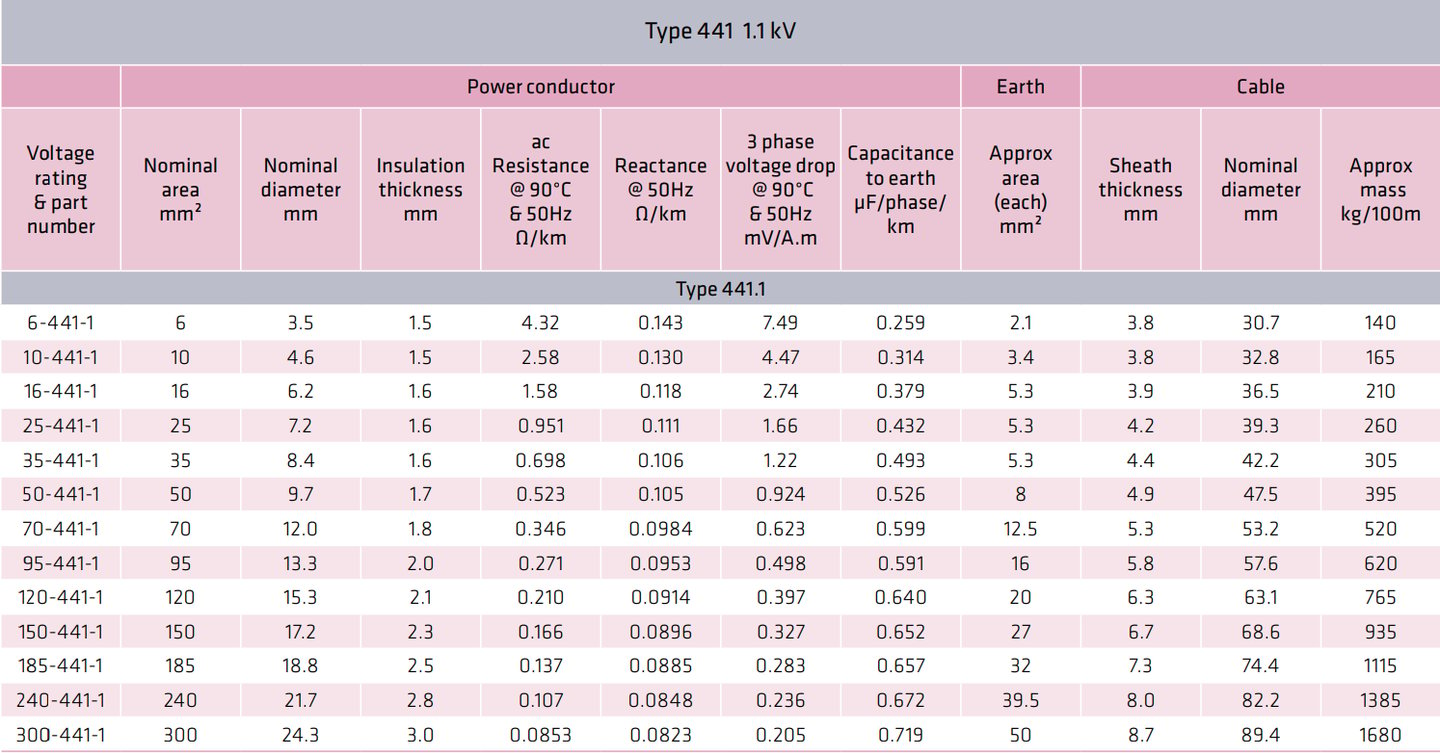
The heavy-duty HD-85-PCP sheath material provides exceptional mechanical protection whilst maintaining flexibility. This specialised compound is formulated to resist tearing, cutting, and abrasion whilst remaining flexible enough for demanding reeling and trailing applications. The sheath thickness varies according to cable size, ranging from 3.8mm for smaller conductors up to 8.7mm for the largest 300mm² configuration.
Kevlar® Braid Sheath Reinforcement
The optional materials handling Kevlar reinforced cable construction incorporates a polyaramid yarn Kevlar® braid between the cable cores and the outer sheath. This reinforcement system provides extraordinary mechanical strength whilst adding minimal weight and bulk to the cable assembly.
Kevlar® reinforcement is particularly beneficial in applications involving frequent cable handling, dragging over rough surfaces, or exposure to sharp objects. The high tensile strength of Kevlar® fibres helps distribute mechanical loads across the entire cable cross-section, preventing localised damage that could compromise cable integrity.
The braid construction allows the reinforcement to flex with the cable whilst maintaining its protective properties. This flexibility is crucial for Class 1 trailing and slow-reeling cable applications where the cable must withstand repeated bending cycles without degradation of its mechanical properties.


Electrical and Physical Specifications
Nominal Conductor Areas (6 – 300 mm²)
The Type 441 cable range encompasses conductor sizes from 6mm² to 300mm², providing solutions for a wide range of power requirements. Each conductor size is optimised for specific current-carrying capacity whilst maintaining appropriate voltage drop characteristics for typical cable runs.
Smaller conductor sizes (6mm² to 25mm²) are ideal for control panels, small motors, and auxiliary equipment. Medium sizes (35mm² to 95mm²) suit general industrial machinery and moderate power applications. The larger conductor sizes (120mm² to 300mm²) are designed for high-power applications such as large motors, heavy machinery, and main distribution systems.
The conductor material utilises high-quality tinned copper, which provides excellent electrical conductivity whilst offering superior corrosion resistance compared to bare copper. The tinning process creates a protective barrier that prevents oxidation and ensures consistent electrical performance throughout the cable's service life.
Insulation Thickness and Voltage Rating
Insulation thickness varies according to conductor size and electrical requirements, ranging from 1.5mm for smaller conductors to 3.0mm for the largest 300mm² cables. This graduated approach ensures optimal electrical performance whilst minimising overall cable diameter and weight.
The 1.1kV voltage rating makes the Type 441 cable suitable for low-voltage industrial applications whilst providing adequate safety margins for normal operating conditions. The voltage rating encompasses both phase-to-phase and phase-to-earth voltages typically encountered in Australian industrial installations.
The EPR insulation system provides excellent dielectric properties, with high breakdown voltage and low dielectric loss. These characteristics ensure efficient power transmission with minimal energy losses, contributing to overall system efficiency and reduced operating costs.
AC Resistance, Reactance, and Voltage Drop
Electrical performance characteristics vary significantly across the conductor size range. AC resistance at 90°C and 50Hz ranges from 4.32 Ω/km for 6mm² conductors down to 0.0853 Ω/km for 300mm² conductors. This dramatic reduction in resistance with increasing conductor size reflects the fundamental relationship between conductor cross-sectional area and electrical resistance.
Reactance values at 50Hz show less dramatic variation, ranging from 0.143 Ω/km for small conductors to 0.0823 Ω/km for large conductors. The relatively stable reactance values reflect the cable's consistent geometric construction across all sizes.
Three-phase voltage drop calculations at 90°C and 50Hz provide critical design information for system engineers. Values range from 7.49 mV/A.m for 6mm² conductors to 0.205 mV/A.m for 300mm² conductors. These figures enable accurate calculation of voltage drop for specific installation requirements, ensuring adequate voltage regulation at equipment terminals.
Capacitance and Mass per 100m
Capacitance to earth varies from 0.259 μF/phase/km for 6mm² cables to 0.719 μF/phase/km for 300mm² cables. These capacitance values are important for system design, particularly for applications involving variable frequency drives or other equipment sensitive to cable capacitance.
Cable mass ranges from 140 kg/100m for the smallest 6mm² cable to 1680 kg/100m for the largest 300mm² configuration. These mass figures are crucial for cable handling equipment specification, support structure design, and transportation planning. The relatively low mass-to-power ratio achieved through advanced materials and construction techniques makes the Type 441 cable particularly attractive for mobile applications.


Applications
Trailing and Slow-Reeling Equipment
The Type 441 cable excels in Class 1 trailing and slow-reeling cable applications where conventional cables may fail prematurely. Mining equipment, mobile cranes, and industrial conveyors represent typical applications where the cable's combination of flexibility, durability, and electrical performance provides significant advantages.
In mining applications, the cable's resistance to chemical exposure and mechanical impact makes it ideal for use with draglines, bucket wheel excavators, and mobile processing equipment. The semiconductive screening provides reliable electrical performance even in the presence of moisture, dust, and chemical contamination common in mining environments.
Slow-reeling applications benefit from the cable's excellent flexibility and fatigue resistance. The multi-core design with integrated pilot core reduces the number of separate cables required, simplifying reel design and reducing maintenance requirements.
Materials Handling Machinery
Materials handling Kevlar reinforced cable applications include port facilities, steel mills, and manufacturing plants where equipment must operate reliably in harsh environments. Container cranes, steel coil handling equipment, and automotive assembly lines represent typical applications where the Type 441 cable's durability provides operational advantages.
The cable's resistance to tears and cuts is particularly valuable in materials handling applications where contact with sharp objects is unavoidable. Kevlar® reinforcement distributes mechanical loads, preventing localised damage that could compromise cable integrity.
Temperature tolerance is crucial in materials handling applications involving hot products or extreme environmental conditions. The cable's ability to operate continuously at 90°C whilst maintaining flexibility at -25°C makes it suitable for diverse applications across Australia's varied industrial landscape.
General-Purpose Supply in Harsh Environments
Beyond specialised applications, the Type 441 cable serves as an excellent general-purpose supply cable for harsh industrial environments. Chemical processing plants, food processing facilities, and marine installations benefit from the cable's comprehensive protection against environmental hazards.
The fire retardant properties make it suitable for applications where fire safety is critical. Combined with excellent chemical resistance, the cable provides reliable service in environments where conventional cables may deteriorate rapidly.


Performance Benefits
Superior Mechanical Protection
The Type 441 1.1 kV cable offers exceptional mechanical protection through its multi-layered construction. The combination of heavy-duty sheath material and optional Kevlar® reinforcement provides outstanding resistance to tearing, cutting, and abrasion. This mechanical robustness translates directly into reduced maintenance costs and improved operational reliability.
The cable's ability to withstand heavy mechanical impact whilst maintaining electrical integrity is particularly valuable in industrial applications where equipment must operate reliably despite harsh handling conditions. The graduated sheath thickness ensures optimal protection for each conductor size without unnecessary bulk or weight.
Exceptional Tear and Cut-Through Resistance
Kevlar® braid reinforcement provides extraordinary tear and cut-through resistance that exceeds conventional cable designs by significant margins. This performance advantage is particularly evident in applications involving dragging over rough surfaces, contact with sharp objects, or exposure to crushing forces.
The high tensile strength of Kevlar® fibres helps distribute mechanical loads across the entire cable cross-section, preventing the concentration of stress that can lead to localised failure. This load distribution characteristic is essential for maintaining cable integrity under severe mechanical stress.
Temperature and Mechanical Stress Tolerance
The cable's wide temperature operating range from -25°C to +90°C ensures reliable operation across Australia's diverse climate conditions. This temperature tolerance, combined with excellent thermal stability of the EPR insulation system, provides consistent electrical performance regardless of environmental conditions.
Mechanical stress tolerance is enhanced through the cable's flexible construction and high-quality materials. The extensible pilot core design accommodates the mechanical stresses associated with cable movement, whilst the semiconductive screening maintains electrical performance under mechanical stress.


Installation and Handling Guidelines
Best Practices for Reeling and Unreeling
Proper installation techniques are crucial for achieving optimal performance from the Type 441 cable. Reeling operations should observe minimum bend radius requirements to prevent mechanical damage to the cable structure. The recommended minimum bend radius varies with cable size but generally equals 6-8 times the cable's overall diameter.
During unreeling operations, care must be taken to avoid dragging the cable over sharp edges or rough surfaces that could damage the outer sheath. The use of cable rollers and guides helps protect the cable whilst facilitating smooth unreeling operations.
Storage of cable reels should protect them from direct sunlight and extreme temperatures. Proper storage conditions help maintain the cable's mechanical properties and prevent premature aging of the sheath material.
Environmental Considerations and Maintenance
Regular inspection procedures should focus on the cable's outer sheath condition, looking for signs of mechanical damage, chemical attack, or thermal stress. Early detection of potential issues allows for preventive maintenance that can significantly extend cable service life.
The cable's excellent resistance to water immersion and temporary coverage makes it suitable for outdoor applications, but proper drainage should be provided to prevent long-term water accumulation. Chemical exposure should be minimised where possible, despite the cable's excellent chemical resistance properties.
Troubleshooting Common Cable Issues
Q: What causes premature cable failure in trailing applications?
A: Common causes include exceeding minimum bend radius limits, inadequate support during cable movement, exposure to excessive mechanical stress, and chemical contamination. The Type 441 cable's robust construction and Kevlar® reinforcement significantly reduce these failure modes compared to conventional cables.
Q: How can I determine if the semiconductive screening is functioning properly?
A: Regular electrical testing including insulation resistance measurements and partial discharge testing can identify potential screening issues before they lead to cable failure. The semiconductive screening should maintain consistent electrical properties throughout the cable's service life.
Q: What maintenance procedures are recommended for optimal cable performance?
A: Regular visual inspection for mechanical damage, periodic electrical testing to verify insulation integrity, proper storage when not in use, and adherence to recommended handling procedures are essential for maintaining optimal performance. The pilot core can be used for monitoring cable condition during operation.
Q: Can the Type 441 cable be repaired if damaged?
A: Minor sheath damage can often be repaired using appropriate repair techniques and materials. However, damage to the semiconductive screening or conductor insulation typically requires cable replacement. The cable's robust construction significantly reduces the likelihood of repairable damage occurring during normal service.
Conclusion
Summary of Advantages
The Type 441 1.1 kV semiconductor screened power cable represents a significant advancement in industrial cable technology. Its combination of advanced materials, sophisticated construction, and compliance with AS/NZS 2802 standards makes it an ideal choice for demanding Australian industrial applications.
Key advantages include exceptional mechanical protection through optional Kevlar® reinforcement, superior electrical performance via semiconductive screening, wide temperature operating range, excellent chemical resistance, and integrated pilot core for control applications. These features combine to deliver reliable performance in applications where conventional cables may fail prematurely.
Recommended Use Cases
The Type 441 cable is particularly recommended for mining equipment, materials handling machinery, mobile industrial equipment, and any application requiring reliable power transmission in harsh environments. Its trailing and slow-reeling capabilities make it especially suitable for mobile equipment applications.
Industries that benefit most from the Type 441 cable include mining, steel production, port operations, manufacturing, and chemical processing. The cable's comprehensive environmental protection and mechanical robustness provide significant operational advantages in these demanding applications.
For applications requiring the ultimate in mechanical protection and reliability, the Type 441 1.1 kV semiconductive screened power cores cable with Kevlar® braid reinforcement offers unmatched performance characteristics that justify its premium positioning in the industrial cable market.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat