📞+86 153 7530 2641 📧 hongjing.Wang@feichuncables.com

Type 441 3.3–22 kV Mining Cable – Why Choose This Kevlar-Reinforced, AS/NZS 2802 Class 1 Cable for Slow Reeling and Trailing Applications?
Discover the Type 441 3.3–22 kV Kevlar-reinforced Class 1 mining cable, certified to AS/NZS 2802, ideal for slow reeling, trailing, and materials handling equipment.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/15/202511 min read
Introduction
The demanding environment of modern mining operations requires electrical infrastructure that can withstand extreme conditions whilst delivering reliable power distribution. The Type 441 3.3–22 kV mining cable emerges as a specialised solution designed specifically for the rigorous demands of open-cut mining operations and materials handling equipment. This semiconductive screened cable represents a sophisticated engineering approach to power distribution in harsh industrial environments.
Certified to the stringent AS/NZS 2802 standard, the Type 441 cable incorporates advanced materials science through its distinctive Kevlar® polyaramid yarn braid reinforcement. As a Class 1 cable design, it offers a strategic balance between performance and practicality, featuring lower insulation and sheath radials compared to Class 2 alternatives. This design philosophy results in a more compact, lightweight solution without compromising the durability essential for mining applications.
The cable's voltage range spans from 3.3 kV to 22 kV, making it suitable for medium voltage applications across various mining scenarios. Its fire retardant properties and flexible construction ensure operational safety whilst maintaining the mechanical integrity required for slow reeling and trailing applications. The incorporation of three earth cores and one pilot core demonstrates the comprehensive approach to electrical safety and monitoring capabilities inherent in modern mining cable design.
Key Features of Type 441 3.3–22 kV Cable
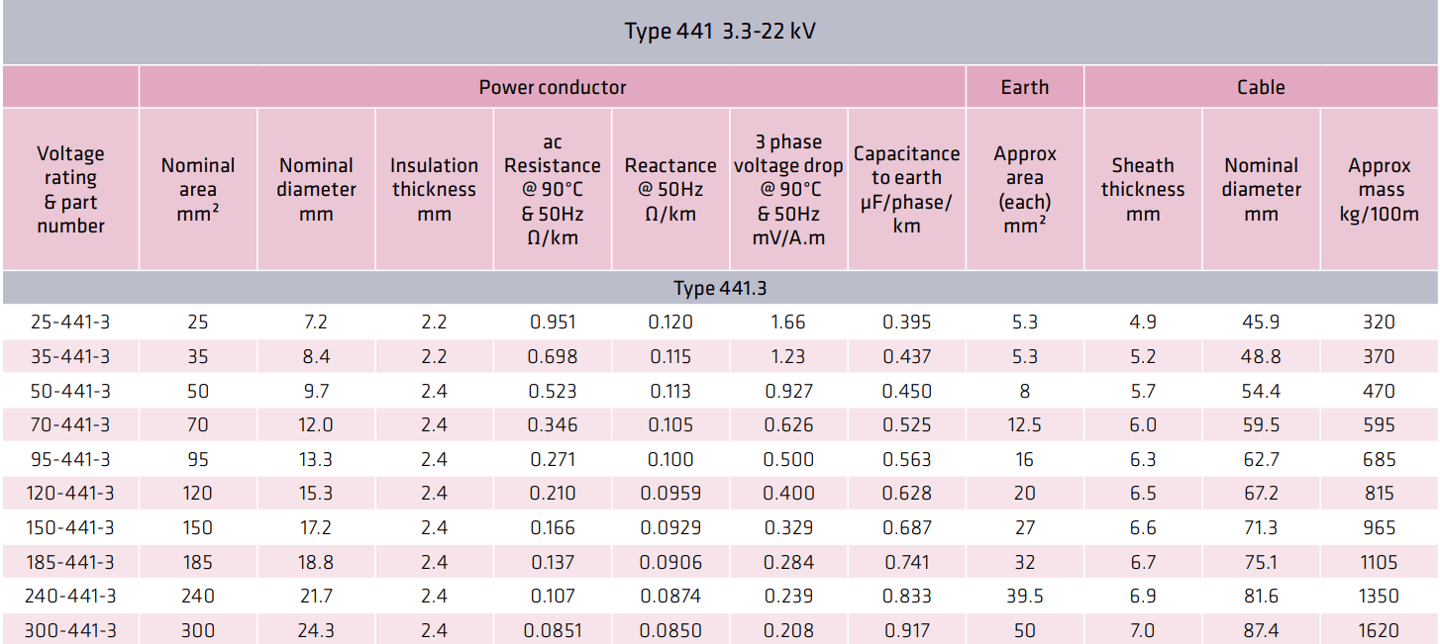
The Type 441 cable's design philosophy centres around delivering maximum performance within a more manageable physical profile. The voltage range of 3.3 kV to 22 kV addresses the medium voltage requirements prevalent in mining operations, from conveyor systems to mobile equipment power distribution. This range provides flexibility for various applications whilst maintaining consistent construction standards across the entire product line.
The Class 1 design designation is particularly significant for mining applications where cable handling and installation present ongoing challenges. By implementing lower insulation and sheath radials, the Type 441 achieves a reduced overall diameter and mass compared to Class 2 alternatives. This reduction translates directly into operational advantages: easier cable handling during installation, reduced load on cable reels and support systems, and improved manoeuvrability in confined mining environments.
The Kevlar® polyaramid yarn reinforcement represents one of the most critical features of the Type 441 cable. This advanced material provides exceptional tear and cut-through resistance, addressing common failure modes in mining environments where cables encounter sharp edges, heavy machinery, and abrasive conditions. The Kevlar® braid is integrated into the sheath construction, creating a protective barrier that maintains cable integrity even under severe mechanical stress.
Fire retardancy is paramount in mining applications where the presence of flammable materials and potential ignition sources create significant safety concerns. The Type 441's fire retardant properties comply with AS/NZS 2802 requirements, ensuring that the cable contributes to overall mine safety by limiting flame propagation and reducing the risk of electrical fires.
The flexible design of the Type 441 cable accommodates the dynamic nature of mining operations. Whether installed in fixed positions or subjected to continuous movement in trailing applications, the cable maintains its electrical properties and mechanical integrity. This flexibility is achieved through careful selection of conductor construction and insulation materials that can withstand repeated flexing without degradation.
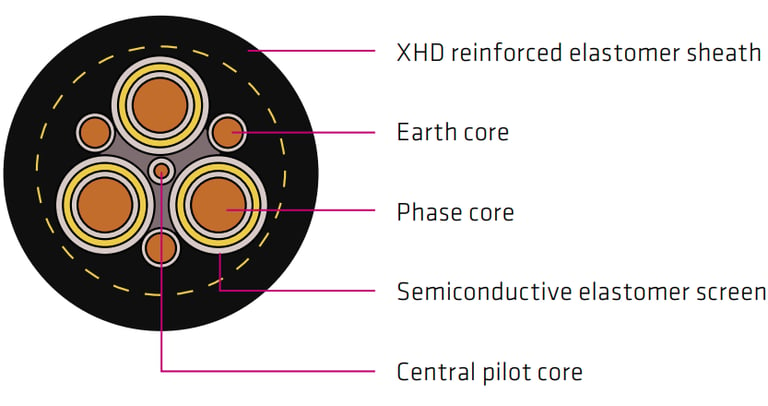
Cable Construction
The construction of the Type 441 cable reflects decades of experience in mining cable engineering, incorporating multiple layers of protection and functionality. At its core, the cable features semiconductive elastomer screened power cores that provide excellent electrical performance whilst maintaining flexibility. The semiconductive screen serves multiple functions: it ensures uniform electrical field distribution around the conductor, reduces the risk of corona discharge, and provides a conductive path for fault currents.
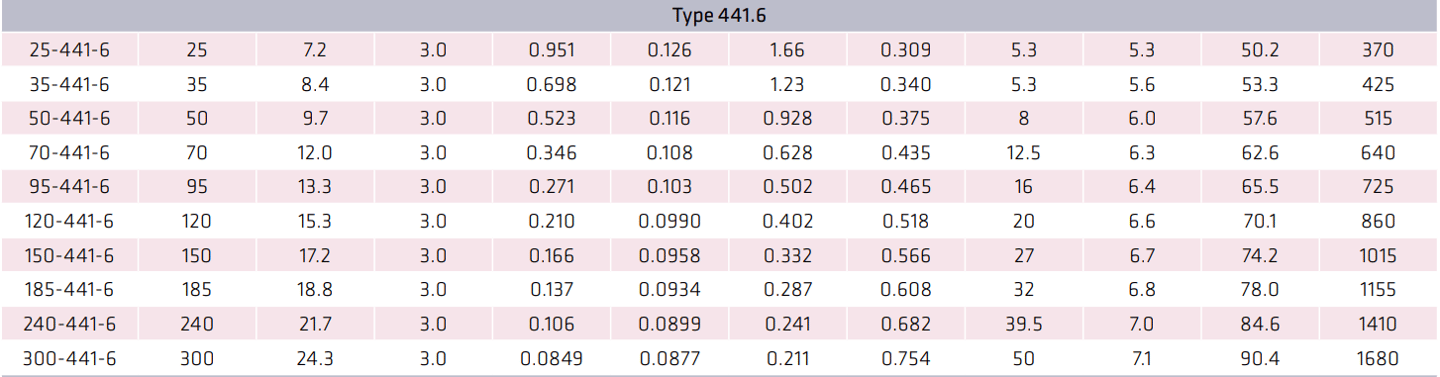
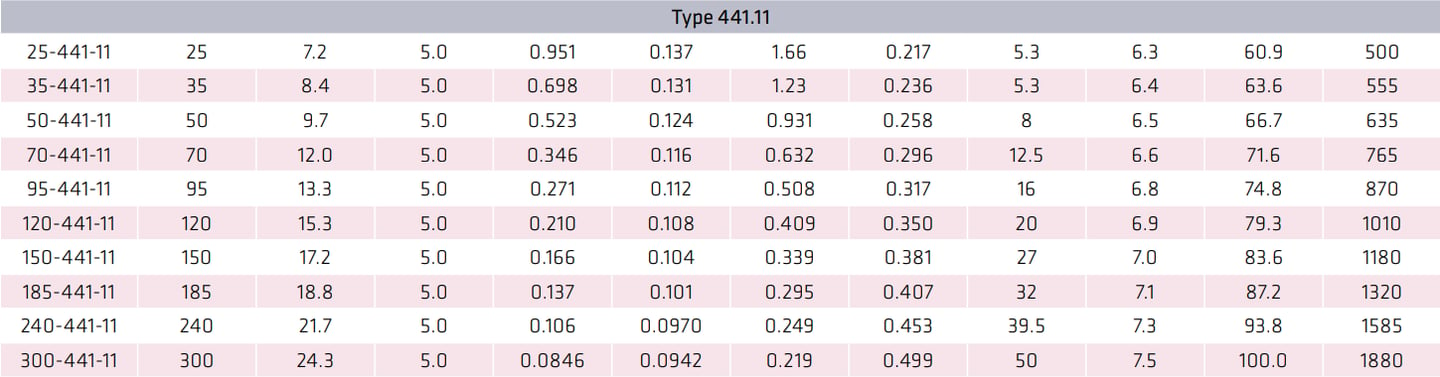
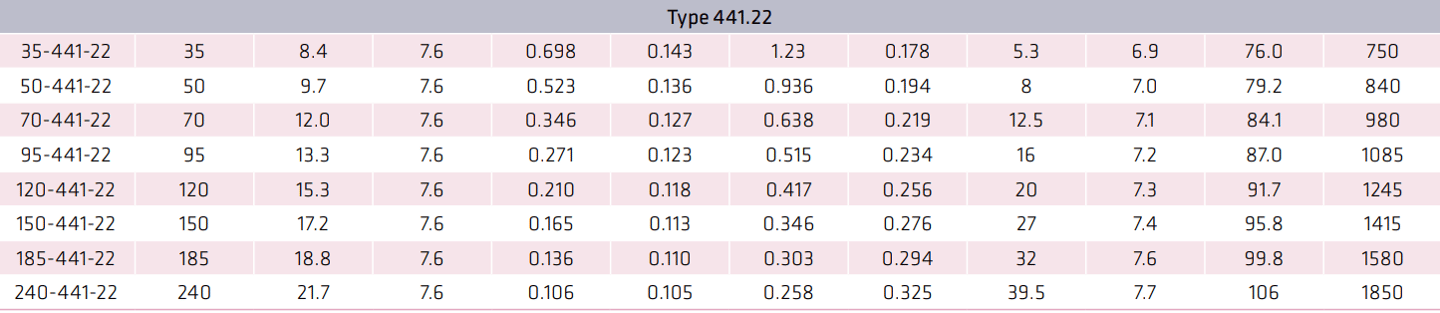
The three earth cores integrated into the cable construction represent a comprehensive approach to electrical safety. These cores are constructed from tinned annealed copper, providing excellent conductivity whilst resisting corrosion in harsh mining environments. The earth cores are disposed in the cable interstices, optimising space utilisation whilst ensuring effective earthing throughout the cable length. The maximum DC resistance specifications of 3 Ω/100 m for conductors up to 35 mm² and 2 Ω/100 m for larger conductors ensure reliable earth continuity.
The central pilot core adds another layer of functionality to the Type 441 design. This EPR (Ethylene Propylene Rubber) covered extensible core serves multiple purposes: it can carry control signals for monitoring cable condition, provide communication pathways for mining equipment, or serve as an additional safety conductor. The extensible nature of the pilot core ensures it can accommodate the mechanical stresses associated with cable movement without failure.
The power conductors themselves utilise tinned copper construction, providing superior corrosion resistance compared to bare copper alternatives. Tinning is particularly important in mining environments where exposure to moisture, chemicals, and corrosive gases can rapidly degrade conductor integrity. The core identification system uses printed numbers on the black semiconductive elastomer insulation screen, ensuring reliable phase identification throughout the cable's service life.
The extra heavy duty elastomer sheath (XHD HD-85-PCP) represents the cable's primary defence against environmental hazards. This specialised compound provides excellent resistance to oil, chemicals, and mechanical damage whilst maintaining flexibility across the specified temperature range. The incorporation of Kevlar® braid reinforcement within the sheath creates a composite structure that combines the chemical resistance of the elastomer with the mechanical strength of the polyaramid fibres.




Performance and Resistance Characteristics
The Type 441 cable's performance envelope is specifically designed to address the challenging conditions encountered in mining operations. The operating temperature range of -25°C to +90°C accommodates both underground applications where temperatures remain relatively stable and surface operations where extreme weather conditions may be encountered. The +90°C maximum operating temperature allows for normal electrical loading without thermal degradation of the insulation system.
Chemical resistance is rated as "Very good/Frequent," indicating the cable's ability to withstand exposure to the various chemicals commonly found in mining operations. These may include hydraulic fluids, lubricants, cleaning solvents, and naturally occurring minerals that could otherwise degrade conventional cable sheaths. The elastomer compound formulation provides long-term resistance to these substances without significant swelling, cracking, or loss of mechanical properties.
Mechanical impact resistance is classified as "Heavy," reflecting the cable's ability to withstand the physical abuse common in mining environments. This includes impacts from falling rocks, contact with heavy machinery, and the general rough handling associated with industrial operations. The Kevlar® reinforcement plays a crucial role in this performance characteristic, distributing impact loads across the cable structure and preventing localised damage that could compromise electrical integrity.
Water exposure capability extends to "Immersion/Temporary coverage," making the Type 441 suitable for applications where water exposure is unavoidable. This includes underground mining operations where groundwater seepage may occur, surface operations during wet weather, and applications where high-pressure washing or decontamination procedures are required. The cable maintains its electrical properties and mechanical integrity even after extended water exposure.
Solar radiation and weather exposure suitability enables direct outdoor installation without additional protective measures. The sheath compound incorporates UV stabilisers that prevent degradation from prolonged sunlight exposure, whilst the overall construction resists the thermal cycling associated with day-night temperature variations.
Applications in Mining and Industry
The Type 441 cable finds its primary application in slow reeling and trailing scenarios where the combination of electrical performance and mechanical durability is essential. Slow reeling applications typically involve cable drums or reels that extend and retract cables to supply power to mobile equipment. Unlike high-speed reeling applications, slow reeling allows the cable time to settle and adjust to new positions without excessive stress, making it suitable for equipment such as draglines, shovels, and large mobile conveyors.
Trailing applications represent another critical use case where the Type 441 excels. In these scenarios, the cable is dragged behind mobile equipment, often across rough terrain that includes rocks, mud, and various obstacles. The Kevlar® reinforcement and robust sheath construction ensure the cable can withstand this harsh treatment whilst maintaining electrical continuity. Common trailing applications include continuous miners, shuttle cars, and mobile processing equipment.
Materials handling equipment represents a broad category of mining machinery where the Type 441 finds extensive application. This includes conveyor systems, stackers, reclaimers, and transfer stations where reliable power distribution is essential for continuous operation. The cable's ability to withstand repeated flexing and mechanical stress makes it ideal for equipment that experiences constant movement during normal operation.
Open-cut mine cables require special consideration due to the scale and harsh conditions of surface mining operations. The Type 441's design addresses the specific challenges of open-cut mining, including extreme temperature variations, exposure to dust and chemicals, and the mechanical stresses associated with large-scale equipment operation. The cable's fire retardant properties are particularly important in open-cut applications where the risk of fire can threaten both equipment and personnel.
Mobile equipment applications encompass a wide range of mining vehicles and machinery that require flexible power supply arrangements. This includes mining trucks, loaders, dozers, and specialised mining equipment that must operate in various locations throughout a mine site. The Type 441's combination of flexibility and durability ensures reliable power delivery regardless of equipment location or operating conditions.


Advantages Over Class 2 Cables
The decision to specify a Class 1 cable like the Type 441 over Class 2 alternatives involves careful consideration of operational requirements versus installation and handling benefits. The most immediate advantage is the smaller overall diameter achieved through reduced insulation and sheath radials. This diameter reduction has cascading benefits throughout the cable's lifecycle, from initial installation to ongoing maintenance and eventual replacement.
Easier handling represents a significant operational advantage in mining environments where cable installation and maintenance often occur under challenging conditions. The reduced diameter and weight make it easier for maintenance crews to manipulate the cable during installation, reducing the risk of injury and improving installation quality. This is particularly important in underground applications where space is limited and manual handling is often required.
Lower weight provides direct benefits for equipment design and operation. Cable reels and support systems can be designed with reduced structural requirements, lowering both capital and operating costs. Mobile equipment experiences less load from trailing cables, potentially improving fuel efficiency and reducing wear on cable handling systems. The weight reduction is particularly beneficial in applications where cables must be frequently moved or repositioned.
Despite the reduced radial thickness, the Type 441 maintains high durability through advanced materials and construction techniques. The Kevlar® reinforcement compensates for the thinner sheath by providing superior tear and cut-through resistance. The semiconductive elastomer compounds used in both the conductor screening and insulation systems offer excellent electrical properties whilst maintaining mechanical integrity under stress.
The performance characteristics of the Type 441 demonstrate that Class 1 design does not compromise electrical performance. The voltage ratings, current-carrying capacity, and electrical parameters match or exceed those of many Class 2 alternatives whilst providing the handling and installation advantages associated with the more compact design.
Compliance and Safety
The AS/NZS 2802 certification represents more than mere regulatory compliance; it demonstrates the Type 441's suitability for the specific requirements of Australian and New Zealand mining operations. This standard addresses the unique challenges of mining cable applications, including mechanical stress, environmental exposure, and safety requirements specific to the mining industry.
Fire retardant properties are particularly critical in mining applications where the consequences of electrical fires can be catastrophic. The Type 441's fire retardant characteristics help prevent flame propagation along the cable, providing crucial time for evacuation procedures and fire suppression systems to operate effectively. This is especially important in underground operations where escape routes may be limited and smoke accumulation can rapidly become life-threatening.
The cable's design incorporates multiple safety features beyond basic fire resistance. The three earth cores provide redundant earthing pathways, ensuring that earth fault protection systems can operate effectively even if individual earth conductors are damaged. The pilot core can be used for continuous monitoring of cable condition, enabling predictive maintenance strategies that prevent unexpected failures.
Long service life under demanding conditions is achieved through the combination of advanced materials and robust construction techniques. The tinned copper conductors resist corrosion that could otherwise lead to increased resistance and eventual failure. The semiconductive screening system ensures consistent electrical performance throughout the cable's life, whilst the Kevlar®-reinforced sheath provides ongoing protection against mechanical damage.


Frequently Asked Questions
Q: What makes the Type 441 suitable for slow reeling applications compared to standard mining cables?
A: The Type 441's Class 1 design provides a smaller diameter and reduced weight whilst maintaining durability through Kevlar® reinforcement. This combination reduces stress on reeling equipment and makes cable handling more manageable during slow reeling operations. The flexible construction accommodates the bending and straightening cycles associated with reeling without compromising electrical or mechanical integrity.
Q: How does the Kevlar® reinforcement improve cable performance in harsh mining environments?
A: Kevlar® polyaramid yarn provides exceptional tear and cut-through resistance, protecting the cable from sharp edges, falling debris, and mechanical abuse common in mining operations. Unlike traditional reinforcement materials, Kevlar® maintains its strength across the cable's operating temperature range whilst remaining flexible enough not to restrict cable movement.
Q: What are the potential issues with pilot core failure and how can they be prevented?
A: Pilot core failure typically results from excessive stretching during cable movement or damage from external sources. Prevention involves proper cable installation with adequate service loops, regular inspection of cable condition, and avoiding sharp bends that could stress the extensible pilot core. The EPR covering provides chemical and moisture resistance, but mechanical protection through proper cable routing is essential.
Q: Can the Type 441 cable handle temporary submersion without performance degradation?
A: Yes, the cable is rated for "Immersion/Temporary coverage" water exposure. The elastomer sheath and proper conductor sealing prevent water ingress during temporary submersion. However, extended submersion should be avoided, and cables should be inspected for water ingress if submersion occurs beyond the design parameters.
Q: What maintenance practices are recommended to maximise Type 441 cable service life?
A: Regular visual inspection for sheath damage, monitoring of earth conductor continuity, and pilot core testing should be performed according to mine safety protocols. Proper cable routing to avoid sharp edges, maintaining appropriate bend radii during installation, and prompt repair of minor sheath damage can significantly extend cable life. Temperature monitoring during operation helps ensure loading remains within design limits.
Conclusion
The Type 441 3.3–22 kV mining cable represents a sophisticated solution to the complex challenges of power distribution in demanding mining environments. Its Class 1 design philosophy successfully balances the need for robust electrical performance with the practical advantages of reduced size and weight. The integration of Kevlar® polyaramid yarn reinforcement with advanced elastomer compounds creates a cable that can withstand the mechanical abuse, chemical exposure, and environmental extremes common in mining operations.
The AS/NZS 2802 certification ensures compliance with industry-specific requirements whilst the fire retardant properties contribute to overall mine safety. The comprehensive construction featuring three earth cores and one pilot core provides both electrical safety and monitoring capabilities essential for modern mining operations.
For mining operations requiring reliable power distribution in slow reeling, trailing, and heavy-duty applications, the Type 441 cable offers significant advantages over conventional alternatives. Its reduced diameter and weight simplify installation and handling whilst the advanced materials and construction techniques ensure long-term reliability under the most demanding conditions.
The Type 441's proven performance in materials handling equipment, mobile mining applications, and open-cut operations demonstrates its versatility and reliability. As mining operations continue to evolve toward larger, more powerful equipment operating in increasingly challenging environments, the Type 441 cable provides the electrical infrastructure foundation necessary for safe, reliable, and efficient mining operations.
Investment in Type 441 cable technology represents a commitment to operational excellence, safety, and long-term cost effectiveness. The combination of reduced installation costs, extended service life, and superior performance under demanding conditions makes the Type 441 an intelligent choice for mining operations serious about electrical infrastructure reliability.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Reeling Cable
Festoon Cable
Shore Power Cable


Scan to add us on WeChat