
Type 451 AS/NZS 2802 Metal-Screened Power Cores Cable for Draglines and Wharf Cranes – Reduced Pilot Size, 3.3/3.3 kV to 33/33 kV
Discover the Type 451 AS/NZS 2802 metal-screened power cores cable with reduced pilot size. Ideal for draglines, wharf cranes, and materials handling. Learn specifications, compliance, and installation best practices.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/18/20259 min read
The mining, construction, and materials handling industries demand robust electrical solutions capable of withstanding the harshest operating environments. Enter the Type 451 AS/NZS 2802 metal-screened power cores cable – a specialised electrical conductor designed specifically for heavy-duty mobile equipment including draglines, wharf cranes, excavators, and shovels. This comprehensive guide explores the technical specifications, applications, and advantages of this innovative cable system that has revolutionised power transmission in demanding industrial settings.
Introduction to Type 451 Metal-Screened Power Cores Cable
The Type 451 cable represents a significant advancement in power transmission technology for mobile industrial equipment. As a Class 1 composite screened cable designed for general use, it provides reliable electrical connections for equipment operating in challenging conditions. This Type 451 metal-screened power cores cable for slow reeling applications offers enhanced durability and performance compared to conventional power cables.
Manufactured in compliance with the rigorous AS/NZS 2802 standard, the Type 451 cable ensures consistent quality and performance across Australian and New Zealand markets. This standard governs the design, construction, and testing of power cables for mobile equipment, ensuring they meet the specific demands of industrial applications. The cable's composite screening design provides superior electromagnetic interference protection whilst maintaining the flexibility required for dynamic applications.
The Type 451 cable system incorporates advanced materials and construction techniques to deliver exceptional performance in environments where traditional cables would fail. Its robust construction enables reliable operation in conditions involving mechanical stress, chemical exposure, extreme temperatures, and continuous movement – making it the preferred choice for mining operations, port facilities, and heavy construction projects.
Key Features and Specifications
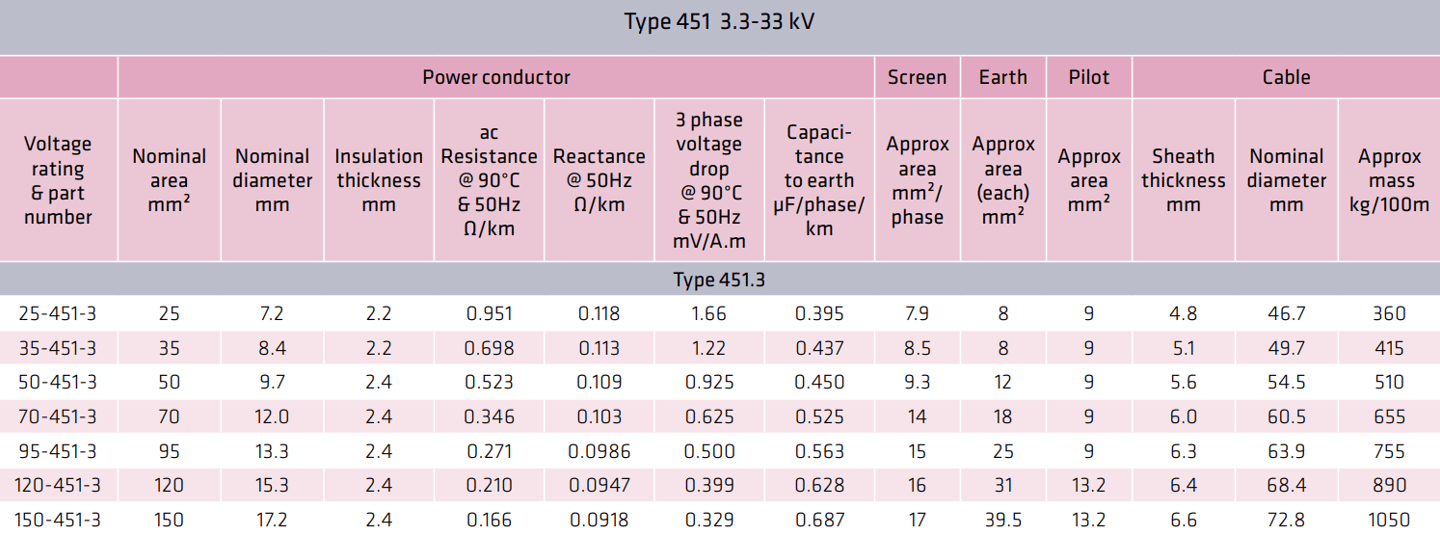
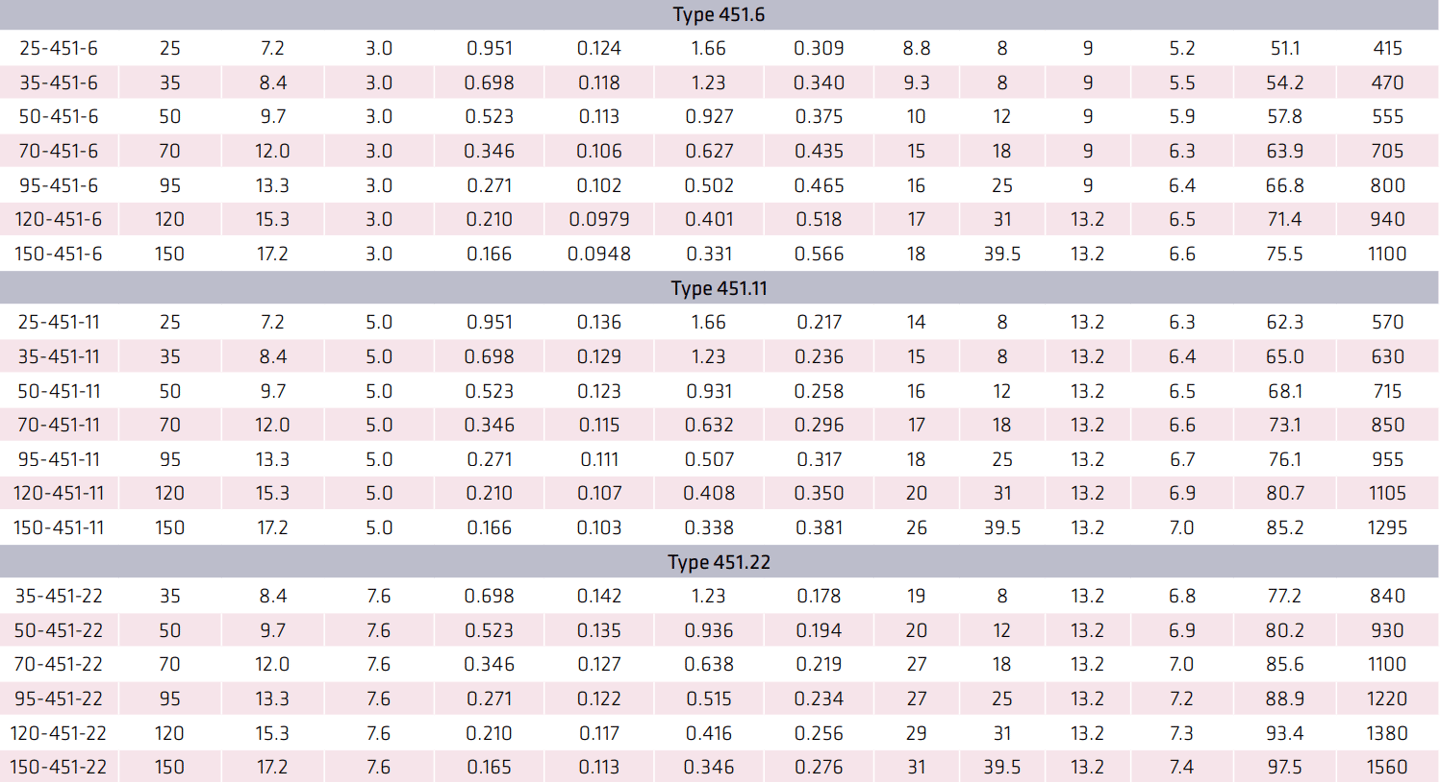
The Type 451 cable boasts impressive technical specifications that set it apart from conventional power cables. Available in voltage ratings from 3.3/3.3 kV through to 33/33 kV (available on request), the cable accommodates a wide range of industrial applications. The Type 451 3.3 kV metal-screened cable with reduced pilot offers particular advantages for applications requiring compact pilot conductor configurations.
Core conductor sizes range from 25mm² to 150mm², providing flexibility in current-carrying capacity selection. The reduced pilot size represents a key innovation, offering space savings and improved cable handling characteristics without compromising control signal integrity. This design optimisation reduces overall cable diameter whilst maintaining excellent electrical performance.
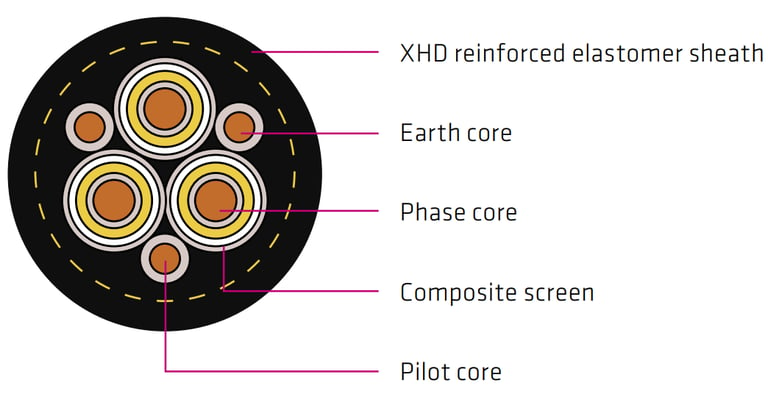
Each cable configuration includes three phase cores plus two earth cores and one pilot core, providing comprehensive power and control connectivity. The composite screening system combines tinned annealed copper wire with polyester yarn, creating a robust electromagnetic shield that protects against interference whilst maintaining flexibility. This hybrid screening approach delivers superior performance compared to traditional metal-only screens.
Temperature performance specifications demonstrate the cable's suitability for harsh environments, with a maximum operating temperature of +90°C and minimum operating temperature of -25°C. These parameters ensure reliable operation across the full range of conditions encountered in outdoor industrial applications, from tropical mining sites to cold-climate construction projects.
Design and Construction
The AS/NZS 2802 power cable design incorporates several innovative features that contribute to its exceptional performance and longevity. At the core, tinned copper conductors provide excellent conductivity whilst resisting corrosion in harsh environments. The semiconductive barrier tape and elastomeric screen combination creates a robust insulation system that maintains electrical integrity under mechanical stress.
EPR (Ethylene Propylene Rubber) insulation, specifically the XR-EP-90 formulation, provides exceptional dielectric properties whilst maintaining flexibility at temperature extremes. This advanced insulation material resists thermal degradation, chemical attack, and mechanical damage that would compromise conventional insulation systems. The semiconductive elastomer screening enhances electrical performance by providing uniform electric field distribution.
The composite screen construction represents a significant engineering achievement, combining the conductivity of tinned annealed copper wire with the flexibility and abrasion resistance of polyester yarn. This hybrid approach delivers superior electromagnetic shielding whilst maintaining the mechanical properties required for reeling and trailing applications. The semiconductive tape overlay provides additional protection and ensures consistent electrical performance.
The outer sheath utilises extra heavy duty XHD-85-PCP material incorporating polyaramid Kevlar® braid reinforcement. This advanced sheath construction provides exceptional resistance to mechanical damage, chemical attack, and ultraviolet radiation. The Kevlar® reinforcement significantly enhances tensile strength and cut resistance, crucial factors in mobile equipment applications where cables face continuous mechanical stress.






Applications in Heavy-Duty Equipment
The Type 451 cable excels in numerous heavy-duty applications where conventional cables prove inadequate. Draglines, among the largest mobile equipment in mining operations, rely on these cables for reliable power transmission across extended reeling distances. The cable's flexible construction and robust sheath withstand the constant winding and unwinding cycles inherent in dragline operations.
Wharf cranes present unique challenges including salt air exposure, temperature variations, and continuous movement. The Type 451 cable for materials handling equipment addresses these challenges through its corrosion-resistant construction and superior weather resistance. Port facilities worldwide depend on these cables to maintain reliable crane operations in harsh marine environments.
Excavators and shovels in mining and construction applications benefit from the cable's resistance to mechanical impact and abrasion. The reinforced sheath construction withstands contact with rough surfaces, debris, and sharp objects commonly encountered in these applications. The cable's flexibility ensures reliable operation even when subjected to tight bending radii during equipment operation.
Materials handling equipment in industrial facilities requires cables that can withstand frequent movement, exposure to chemicals, and varying environmental conditions. The Type 451 cable's comprehensive resistance to chemical exposure, mechanical impact, and weather conditions makes it ideal for conveyor systems, stackers, reclaimers, and similar equipment.
Slow reeling and trailing applications particularly benefit from the cable's optimised design. The reduced pilot size allows for more compact cable management systems whilst the robust construction ensures longevity in applications involving continuous movement and mechanical stress.
Performance in Flame, Fire, and Weather
Fire safety represents a critical consideration in industrial environments, and the Type 451 fire-resistant power cable delivers exceptional performance in flame and fire conditions. The fire retardant properties ensure the cable maintains structural integrity during fire exposure, providing crucial time for equipment shutdown and personnel evacuation. This characteristic proves particularly important in underground mining operations and enclosed industrial facilities.
The cable's temperature performance extends beyond basic operational requirements. During fire exposure, the EPR insulation maintains its properties longer than conventional materials, reducing the risk of short circuits that could exacerbate emergency situations. The composite screening remains intact under elevated temperatures, preventing electromagnetic interference that could affect emergency communication systems.
Weather resistance encompasses multiple environmental factors that affect cable performance and longevity. The cable demonstrates exceptional resistance to ultraviolet radiation, preventing degradation of the outer sheath even under intense sunlight exposure. This UV resistance ensures reliable operation in open-pit mining operations and outdoor materials handling facilities.
Water exposure resistance includes both immersion and temporary coverage scenarios. The robust sheath construction prevents water ingress that could compromise electrical performance or cause premature failure. This characteristic proves essential in applications such as wharf cranes where salt water exposure is inevitable.
Chemical exposure resistance extends to a wide range of industrial chemicals commonly encountered in mining and industrial environments. The sheath material resists attack from oils, fuels, acids, and alkaline substances, maintaining protective properties even after extended exposure. This comprehensive chemical resistance significantly extends cable service life in challenging industrial environments.


Compliance and Testing
AS/NZS 2802 test requirements establish comprehensive performance criteria that ensure cable reliability and safety. The AS/NZS 2802 certified metal-screened cable undergoes rigorous testing protocols that verify electrical, mechanical, and environmental performance characteristics. These tests simulate real-world operating conditions to validate cable suitability for intended applications.
Electrical performance testing encompasses insulation resistance, voltage withstand capability, and electromagnetic interference characteristics. The composite screening system undergoes specific evaluation to ensure effective electromagnetic shielding whilst maintaining mechanical flexibility. Capacitance testing verifies proper electrical characteristics for control system compatibility.
Mechanical performance evaluation includes tensile strength testing, bend radius verification, and abrasion resistance assessment. The Kevlar® reinforced sheath undergoes puncture resistance testing to verify protection against mechanical damage. Flexibility testing ensures the cable maintains electrical integrity throughout its specified bend radius range.
Environmental testing subjects cables to temperature cycling, chemical exposure, and accelerated weathering conditions. UV exposure testing verifies long-term resistance to solar radiation degradation. Salt spray testing evaluates corrosion resistance for marine applications such as wharf cranes.
Quality assurance protocols extend beyond testing to encompass manufacturing process controls and material certification. Each cable batch undergoes comprehensive inspection and testing before release, ensuring consistent performance across all delivered products. Traceability systems enable rapid identification and resolution of any quality issues.
Installation, Handling, and Maintenance
Proper installation practices significantly impact cable performance and service life. Type 451 cable installation best practices begin with careful cable handling during transport and storage. The cable's mass ranging from 360 kg/100m to 1560 kg/100m for larger configurations requires appropriate lifting equipment and techniques to prevent damage.
Reeling installation requires attention to minimum bend radius specifications to prevent conductor damage or insulation stress. The cable's flexible construction accommodates the tight radii required for drum systems whilst maintaining electrical integrity. Proper drum sizing ensures even cable winding without overlap that could cause crushing damage.
Trailing applications demand careful routing to minimise exposure to sharp edges, hot surfaces, and chemical spills. Cable support systems should distribute mechanical loads evenly whilst allowing free movement during equipment operation. Proper cable guides prevent excessive bending that could lead to premature failure.
Maintenance intervals depend on application severity and environmental conditions. Regular visual inspection identifies potential issues before they lead to failure. Specific attention should focus on cable entry points, areas subject to mechanical stress, and sections exposed to chemical contamination.
Electrical testing should include insulation resistance measurements and continuity verification across all conductors. Trending insulation resistance values provides early warning of developing problems. The pilot conductor requires particular attention as control signal integrity directly affects equipment operation and safety.
Common Issues and Troubleshooting:


Q: What causes premature sheath cracking in Type 451 cables? A: Premature sheath cracking typically results from excessive bending beyond the minimum radius specifications, exposure to incompatible chemicals, or operation beyond the specified temperature range. Inspect cable routing for sharp bends and verify chemical compatibility in the operating environment.
Q: How can electromagnetic interference issues be diagnosed? A: EMI problems often manifest as erratic control system behaviour or communication issues. Verify screen continuity and proper earthing connections. Check for damaged screening that could compromise electromagnetic shielding effectiveness.
Q: What indicates the need for cable replacement? A: Replace cables showing visible sheath damage, declining insulation resistance trends, or conductor continuity issues. Preventive replacement based on service hours and environmental exposure prevents unexpected failures.
Comparison with Type 450 Cables
The Type 451 vs Type 450 power cable comparison reveals important distinctions that influence application selection. Both cables meet AS/NZS 2802 requirements and share similar construction principles, but the Type 451 incorporates the reduced pilot size innovation that provides specific advantages.
Type 450 cables utilise standard pilot conductor sizing that provides excellent signal integrity but results in larger overall cable dimensions. The Type 451's reduced pilot size maintains adequate signal transmission capability whilst enabling more compact cable management systems. This size reduction proves particularly valuable in applications with limited cable routing space.
Electrical performance characteristics remain comparable between the two cable types, with similar voltage ratings, current carrying capacity, and resistance values. The screening effectiveness and electromagnetic interference protection levels are equivalent, ensuring both cables provide reliable performance in electrically noisy industrial environments.
The primary advantage of Type 451 cables lies in improved handling characteristics resulting from the smaller overall diameter and reduced mass. Equipment operators benefit from easier cable management and reduced strain on reeling systems. Maintenance personnel appreciate the lighter weight when handling cable sections during inspection or replacement.
Cost considerations generally favour Type 451 cables due to the material savings achieved through reduced pilot conductor sizing. However, the decision should prioritise technical suitability over cost considerations to ensure reliable long-term performance.
Conclusion and Procurement Guidance
The Type 451 AS/NZS 2802 metal-screened power cores cable represents a significant advancement in mobile equipment power transmission technology. Its innovative design combining reduced pilot size, composite screening, and robust construction delivers exceptional performance in the most demanding industrial applications. From draglines in remote mining operations to wharf cranes in busy ports, this cable provides the reliability and durability required for continuous operation in harsh environments.
The comprehensive resistance to fire, weather, chemical exposure, and mechanical damage ensures extended service life and reduced maintenance costs. Compliance with AS/NZS 2802 standards provides confidence in performance and safety characteristics. The cable's flexibility and handling advantages simplify installation and maintenance whilst maintaining excellent electrical performance.
When selecting Type 451 cables, consider the specific voltage requirements, current carrying capacity, and environmental conditions of your application. The range of conductor sizes from 25mm² to 150mm² accommodates various power requirements, whilst the multiple insulation thickness options (2.2mm to 7.6mm) provide appropriate voltage ratings from 3.3kV to 22kV, with 33kV available on request.
To order Type 451 AS/NZS 2802 cable, specify the required conductor size, voltage rating, and cable length. Consider environmental factors such as temperature extremes, chemical exposure, and mechanical stress levels when discussing requirements with suppliers. Professional installation and adherence to maintenance schedules will maximise cable performance and service life.
The Type 451 cable system represents the pinnacle of mobile equipment power cable technology, delivering unmatched performance and reliability for the world's most demanding industrial applications. Investment in this advanced cable technology ensures operational continuity and safety in critical industrial operations where failure is not an option.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat