
Type A and Type B 1.1/1.1 kV Feeder Cables – AS/NZS 1972 Individually Screened Power Cores for Mining and Mobile Equipment
Discover Type A and Type B 1.1/1.1 kV feeder cables designed to AS/NZS 1972 standards. With individually screened power cores, fire-retardant EPR insulation, and heavy-duty PCP sheath, these cables ensure reliable performance in mining, mobile equipment, and transportable substations. Type A includes three pilot cores, while Type B has no pilot cores.
AS/NZS MINING CABLE
hongjing.Wang@Feichun
8/19/20257 min read
Introduction
In Australia's demanding industrial landscape, particularly in mining operations and mobile equipment applications, reliable power transmission is paramount to operational safety and efficiency. Type A and Type B 1.1/1.1 kV feeder cables represent a specialised solution engineered to meet the rigorous requirements of these challenging environments. These cables are manufactured in strict accordance with AS/NZS 1972 standards, ensuring they deliver exceptional performance where conventional cables might fail.
The AS/NZS 1972 standard is crucial for Australian and New Zealand mining operations, as it defines the specific requirements for flexible cables used in coal mines and other hazardous industrial environments. Compliance with this standard ensures that cables can withstand the extreme conditions commonly encountered in mining operations, including exposure to chemicals, water immersion, mechanical impact, and temperature variations.
These feeder cables are primarily designed for use between transportable substations and associated equipment, where cables must endure frequent movement and repositioning. The individually screened power cores provide enhanced safety and electromagnetic compatibility, making them ideal for applications where electrical interference must be minimised and personnel safety is paramount.
Cable Construction and Design
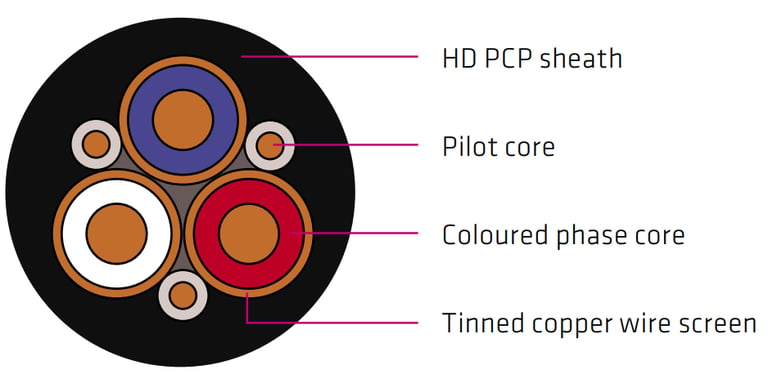
The sophisticated construction of Type A and Type B feeder cables reflects decades of engineering expertise in developing cables for harsh industrial environments. At the core of each cable are tinned copper conductors arranged in a three-core configuration, providing excellent conductivity and corrosion resistance essential for long-term reliability.
The individually screened power cores represent a significant advancement in cable design. Each power core is wrapped with a tinned annealed copper wire screen that serves multiple purposes: it provides an effective earth path, reduces electromagnetic interference, and enhances overall safety by containing any potential electrical faults within the cable structure. This screening arrangement ensures that the combined conductivity of the screens meets the stringent requirements outlined in AS/NZS 1972.
The insulation system utilises EPR (Ethylene Propylene Rubber) rated as R-EP-90, indicating its capability to operate continuously at temperatures up to 90°C. This insulation material offers excellent electrical properties, flexibility, and resistance to thermal degradation. The core colours follow Australian standards with red, white, and blue identification, all secured beneath a semiconductive tape that ensures uniform electric field distribution around each conductor.
The outer sheath consists of heavy-duty HD-85-PCP (Polychloroprene) material, engineered to provide exceptional protection against the harsh conditions encountered in mining and industrial applications. This sheath demonstrates remarkable resistance to chemicals, mechanical impact, water immersion, and solar radiation, ensuring the cable maintains its integrity even under the most demanding operational conditions.
The semi-flexible design strikes an optimal balance between durability and ease of installation. This characteristic is particularly valuable in mobile equipment applications where cables must be robust enough to withstand repeated flexing and movement whilst remaining manageable during installation and maintenance procedures.
Type A vs. Type B Cables
The fundamental distinction between Type A and Type B variants lies in the presence of pilot cores, which significantly influences their respective applications and capabilities.
Type A cables incorporate three pilot cores strategically positioned within the cable interstices. These pilot cores, each with an approximate cross-sectional area of 0.75 mm² to 2.5 mm² depending on the cable size, serve crucial monitoring and safety functions. The pilot cores are covered with elastomer insulation and can be used for various purposes including earth leakage monitoring, communication systems, control circuits, or safety interlock systems. This makes Type A cables particularly suitable for applications where continuous monitoring of cable integrity and operational parameters is essential.
Type B cables, conversely, eliminate the pilot cores entirely, resulting in a simplified construction that reduces both weight and cost. This design is ideal for applications where pilot core functionality is not required, or where separate control and monitoring systems are employed. The absence of pilot cores also results in a marginally smaller overall cable diameter and reduced mass per unit length.
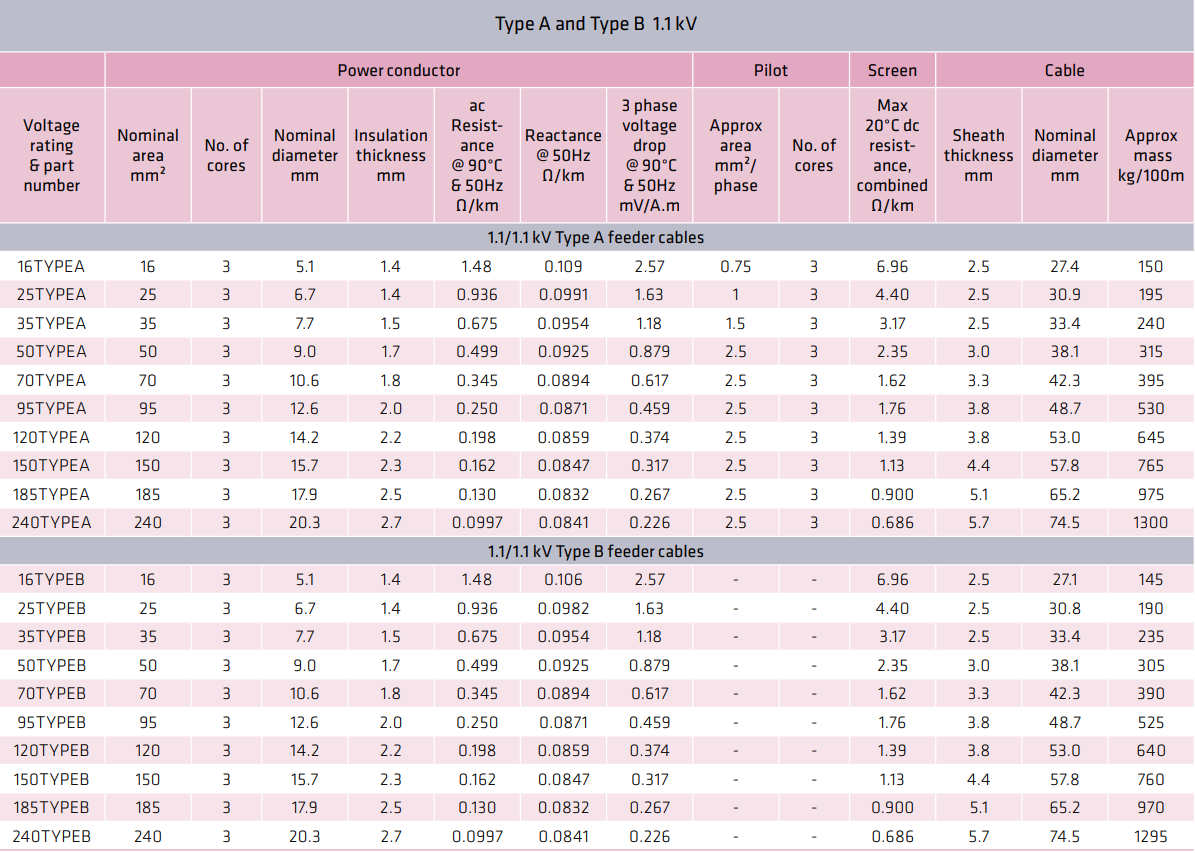
When comparing specifications, both variants maintain identical power conductor characteristics for equivalent conductor sizes. The AC resistance, reactance, and three-phase voltage drop values remain consistent between Type A and Type B cables of the same conductor size. However, Type A cables typically exhibit a slightly higher mass due to the additional pilot cores, with differences ranging from 5-10 kg per 100 metres depending on the conductor size.
The screen resistance values are identical for both types, ensuring equivalent earthing and screening performance. The maximum 20°C DC resistance of the combined screens ranges from 6.96 Ω/km for 16 mm² conductors down to 0.686 Ω/km for 240 mm² conductors, demonstrating excellent earthing capability across the entire size range.


Technical Specifications
The comprehensive technical specifications of Type A and Type B feeder cables demonstrate their suitability for demanding industrial applications. The voltage rating of 1.1/1.1 kV indicates the cable's capability to operate safely at system voltages up to 1100V phase-to-phase and 1100V phase-to-earth, making them suitable for most low-voltage industrial distribution systems.
The operating temperature range extends from -25°C to +90°C, accommodating both the extreme cold of outdoor winter conditions and the elevated temperatures encountered in mining equipment rooms and industrial installations. This wide temperature range ensures reliable operation across Australia's diverse climatic conditions.
Available conductor sizes span from 16 mm² to 240 mm², providing flexibility to match various load requirements. The smaller 16 mm² and 25 mm² sizes are typically employed for control and auxiliary circuits, whilst the larger sizes up to 240 mm² can handle substantial power transmission requirements for major equipment.
The cables demonstrate exceptional mechanical impact resistance rated as "heavy-duty," ensuring they can withstand the inevitable knocks and impacts associated with mining and mobile equipment operations. This durability is complemented by excellent resistance to water exposure, including temporary immersion, and outstanding solar radiation resistance for permanent outdoor exposure.
Fire retardant properties ensure compliance with safety regulations and minimise fire propagation risks in enclosed spaces such as mine shafts or equipment compartments. The chemical exposure resistance is rated as "very good" for frequent contact, acknowledging the reality that these cables may encounter various industrial chemicals during their operational life.
Key Applications
Type A and Type B feeder cables find extensive application across Australia's mining sector, where their robust construction and compliance with AS/NZS 1972 standards make them indispensable for safe and reliable power distribution. Underground coal mines, open-cut mining operations, and mineral processing facilities rely on these cables to power critical equipment including conveyor systems, pumps, ventilation fans, and mobile machinery.
In transportable substation applications, these cables provide the essential link between mobile power distribution units and the equipment they serve. The frequent movement and repositioning requirements of transportable substations demand cables that can withstand repeated handling without compromising electrical or mechanical integrity. The semi-flexible design and heavy-duty sheath construction make these cables ideally suited to such demanding applications.
Mobile equipment applications encompass a broad range of machinery including mobile crushers, screens, conveyors, and drilling rigs. These applications subject cables to continuous vibration, frequent movement, and exposure to harsh environmental conditions. The individually screened cores provide essential protection against electromagnetic interference that could affect sensitive electronic control systems commonly found on modern mobile equipment.
Construction sites, particularly those involving heavy earthmoving and infrastructure development, benefit from the durability and flexibility of these feeder cables. The cables' resistance to mechanical damage and environmental exposure makes them suitable for temporary power installations that must operate reliably despite challenging site conditions.


Advantages of Type A & B Feeder Cables
The individually screened power cores represent perhaps the most significant advantage of these cables, providing multiple layers of protection and functionality. The screening reduces electromagnetic interference, which is crucial in environments where sensitive electronic equipment must operate reliably alongside high-power electrical systems. Additionally, the screens provide an effective earth path that enhances overall system safety and enables rapid detection and clearance of earth faults.
Reliability under extreme conditions is achieved through the combination of EPR insulation and heavy-duty PCP sheath materials. This construction ensures consistent performance across the full temperature range whilst maintaining flexibility necessary for installation and operation in confined spaces. The fire-retardant properties add an essential safety margin in applications where fire risk must be minimised.
The long service life delivered by these cables translates directly into reduced maintenance costs and improved operational reliability. The heavy-duty sheath construction resists the wear and damage that typically affects conventional cables in mining and industrial environments. This durability is particularly valuable in applications where cable replacement involves significant downtime and labour costs.
Flexibility for frequent movement distinguishes these cables from rigid alternatives that might suffer mechanical failure under similar conditions. The semi-flexible design allows for installation in tight spaces whilst maintaining the structural integrity necessary to withstand the mechanical stresses associated with mobile equipment operation.
Common Cable Issues and Solutions
Q: What causes premature cable failure in mining applications? A: The most common causes include mechanical damage from impact or crushing, water ingress due to inadequate sealing, and thermal degradation from excessive operating temperatures. Type A and B cables address these issues through heavy-duty sheath construction, excellent water resistance rating, and EPR insulation rated for continuous 90°C operation.
Q: How can electromagnetic interference be minimised in sensitive control systems? A: The individually screened power cores in both Type A and B cables provide effective electromagnetic shielding. Additionally, maintaining proper cable separation distances and using appropriate grounding techniques for the screens helps minimise interference with sensitive electronic equipment.
Q: What maintenance practices extend cable service life? A: Regular visual inspection for mechanical damage, periodic testing of insulation resistance, and ensuring proper cable support to minimise mechanical stress are essential. The pilot cores in Type A cables can be utilised for continuous monitoring of cable integrity, enabling predictive maintenance strategies.
Q: Are these cables suitable for underwater or high-moisture environments? A: Yes, both Type A and Type B cables are rated for water immersion and temporary coverage. However, proper cable entry sealing and appropriate installation practices are essential to prevent water ingress at termination points.
Conclusion
Type A and Type B 1.1/1.1 kV feeder cables represent a critical component in Australia's mining and industrial infrastructure, providing the reliable power transmission capabilities essential for safe and efficient operations. Their compliance with AS/NZS 1972 standards ensures they meet the stringent requirements of hazardous industrial environments whilst delivering the durability and flexibility necessary for mobile equipment applications.
The sophisticated construction incorporating individually screened power cores, EPR insulation, and heavy-duty PCP sheath delivers exceptional performance under the most demanding conditions. Whether specified with pilot cores for advanced monitoring capabilities (Type A) or in the simplified configuration for basic power transmission (Type B), these cables provide the foundation for reliable electrical distribution systems.
The investment in quality feeder cables that meet Australian standards pays dividends through reduced maintenance costs, improved operational reliability, and enhanced safety outcomes. For mining operations, mobile equipment applications, and transportable substation installations, Type A and Type B 1.1/1.1 kV feeder cables offer the proven performance and standards compliance essential for successful project outcomes.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat