
Type G Three-Conductor 2kV Portable Power Cable for Mining Equipment | Heavy-Duty Mobile Cable Solutions
Discover Type G 2kV portable power cables for mining equipment. EPR insulation, CPE jacket, flexible design for continuous miners, conveyors & pumps. ICEA & NEMA compliant.
hongjing.Wang@Feichun
11/12/202510 min read
Heavy-Duty Power Solutions for Mobile Mining Operations
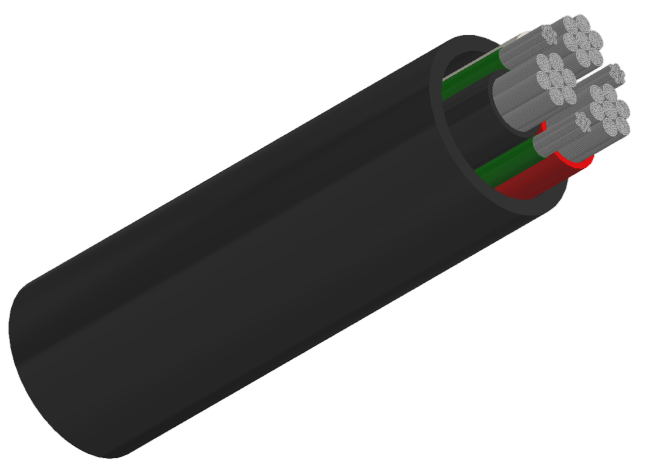
In the demanding world of mining operations, reliable power distribution is paramount to maintaining productivity and safety. The Type G three-conductor round portable power cable 2kV represents a critical component in powering mobile mining equipment across surface and underground operations. Engineered specifically to withstand the harsh conditions endemic to mining environments, these heavy-duty mining equipment cables deliver consistent performance where standard cables would fail.
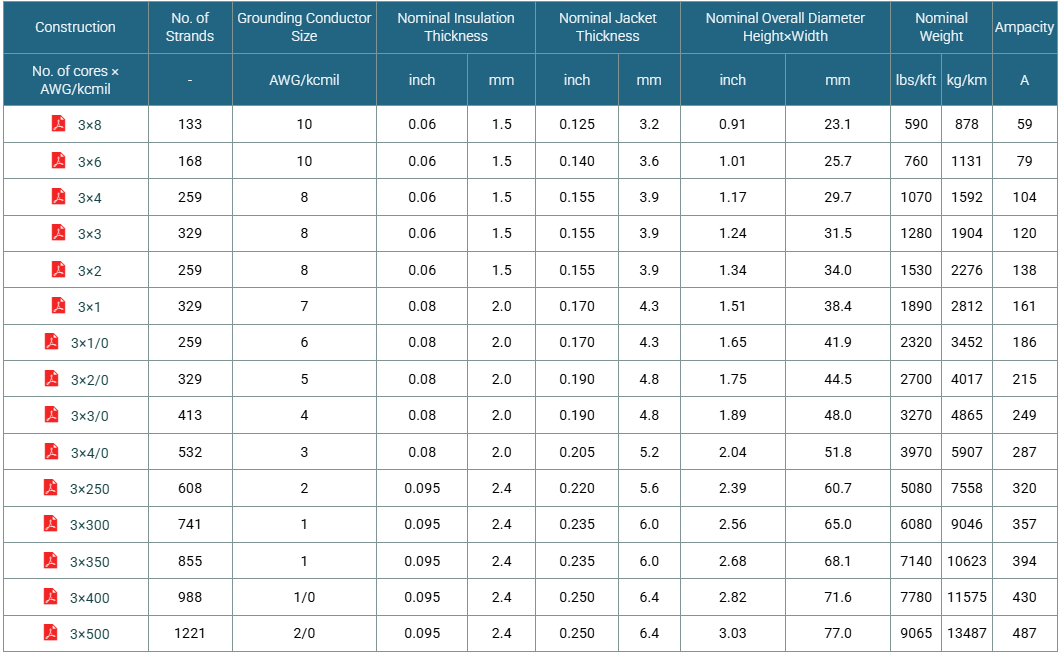
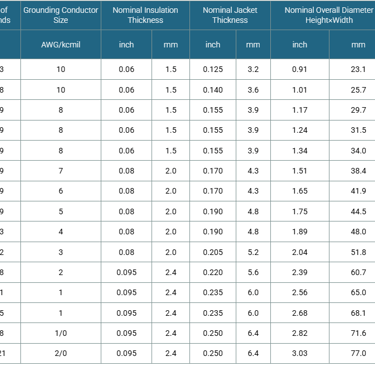
Type G cables are designed with a 2kV rating and maintain a maximum conductor operating temperature of 90°C, making them suitable for continuous duty applications in Australian mining operations. The round conductor configuration provides superior flexibility compared to flat designs, whilst the robust construction ensures longevity even in the most challenging operational conditions. These flexible portable power cables for continuous miners have become the industry standard precisely because they balance durability with the mechanical flexibility required for mobile equipment.
Designed for Demanding Mobile Mining Equipment
The primary applications for Type G portable power cables span the full spectrum of mobile mining operations. Continuous miners and cutting/loading machines represent the most common use case, where cables must withstand constant movement, vibration, and exposure to abrasive materials. These machines require uninterrupted power delivery whilst operating in confined spaces with tight bend radii and potential obstacles.
Conveyor systems benefit significantly from the flexibility and durability of EPR insulation CPE jacket mining cable construction. Long cable runs connecting portable conveyors to fixed power sources must resist wear from dragging across rough surfaces, exposure to mineral dust, and frequent repositioning. The enhanced abrasion resistance of Type G cables extends operational life considerably compared to conventional alternatives.
Drill operations present unique challenges that Type G cables address effectively. Drilling equipment experiences significant vibration and mechanical stress, whilst cables must route around moving machinery components. The combination of stranded copper conductors and ethylene propylene rubber insulation provides the necessary flexibility without sacrificing current-carrying capacity.
Pumps and submersible equipment applications demand cables that can resist moisture ingress whilst maintaining electrical integrity. The reinforced portable cable for mobile equipment construction of Type G cables includes water-resistant materials that prevent conductor corrosion even when cables are partially submerged or exposed to high-humidity environments common in underground operations.
Superior Engineering for Extreme Operating Conditions
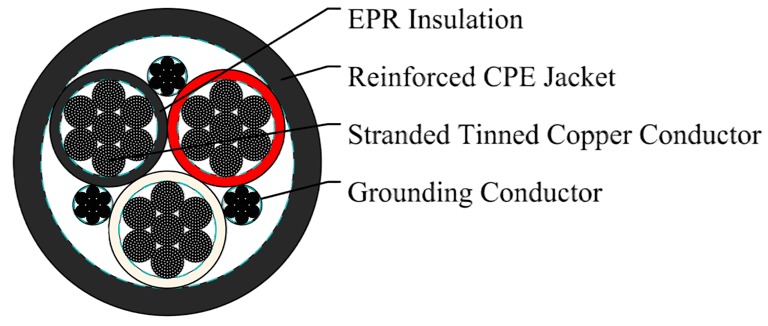
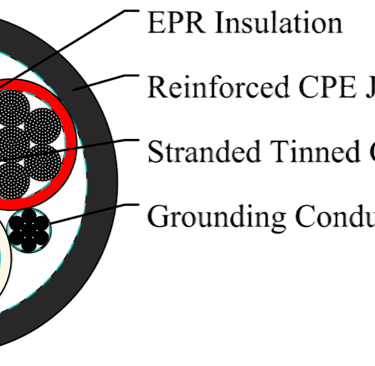
Stranded Annealed Tinned Copper Conductors
The foundation of Type G cable performance begins with stranded annealed tinned copper conductors. The annealing process involves controlled heating and cooling that relieves internal stresses in the copper, resulting in improved flexibility and reduced work hardening. This treatment is essential for portable applications where cables undergo repeated flexing cycles.
Tinned copper conductor mining cable offers superior corrosion resistance compared to bare copper, particularly important in mining environments where exposure to moisture, chemicals, and mineral salts accelerates oxidation. The tin coating forms a protective barrier that extends conductor life whilst maintaining excellent electrical conductivity. The three-conductor design accommodates three-phase AC power distribution, the standard configuration for high-power mining equipment.
Ethylene Propylene Rubber (EPR) Insulation
EPR insulation represents a significant advancement over traditional rubber compounds for mining cable applications. This synthetic rubber exhibits exceptional thermal stability across a wide temperature range, from -40°C to +90°C, accommodating the temperature extremes experienced in Australian mining operations from frigid underground conditions to scorching surface environments.
The molecular structure of EPR provides outstanding mechanical flexibility even at low temperatures, where conventional rubber compounds become stiff and brittle. This characteristic proves critical for winter operations in elevated mining regions or underground environments where cables must remain pliable during installation and repositioning.
Chemical resistance properties distinguish EPR from standard rubber insulation. Mining operations involve exposure to diesel fuel, hydraulic oils, cutting fluids, and various chemical agents. EPR insulation maintains its integrity when contacted by these substances, preventing insulation degradation that could lead to electrical failures or safety hazards.
Reinforced CPE Jacket (Chlorinated Polyethylene)
The outer jacket of Type G cables utilises chlorinated polyethylene (CPE), chosen specifically for its exceptional durability in mining applications. CPE jackets are available in heavy-duty and extra-heavy-duty specifications, with the latter required for cables exceeding 2.0 inches outside diameter (OD) to provide adequate protection against mechanical damage.
Abrasion resistance represents perhaps the most critical jacket property for portable mining cables. CPE compounds withstand scraping against rock faces, concrete surfaces, and metal equipment without excessive wear. Laboratory testing demonstrates that CPE outperforms PVC, neoprene, and standard rubber compounds in accelerated abrasion tests that simulate mining conditions.
Moisture resistance prevents water ingress that could compromise conductor integrity or create tracking paths for electrical faults. The CPE jacket remains impermeable even when subjected to prolonged immersion or exposure to high-pressure water used for dust suppression.
Oil, chemical, and UV protection extend cable life in environments where exposure to these elements is unavoidable. Diesel-powered equipment creates an oil-contaminated environment, whilst surface operations expose cables to intense UV radiation. CPE formulations incorporate stabilisers and antioxidants that resist degradation from these exposures.
Grounding Conductor Options
Safety regulations mandate proper grounding for portable mining equipment, and Type G cables incorporate dedicated grounding conductors to ensure reliable fault protection. These grounding conductors utilise the same tinned copper construction as phase conductors, ensuring corrosion resistance and consistent electrical performance throughout the cable's service life.
Optional green outer covering identification facilitates rapid visual verification of grounding conductor connections during installation and inspection. This colour coding proves invaluable in dimly lit underground environments where proper identification of individual conductors is essential for safety.
Ground monitoring systems increasingly deployed in modern mining operations rely on continuous electrical connection through the grounding conductor to detect insulation failures before they create hazardous conditions. The robust construction of Type G grounding conductors ensures this fail-safe monitoring remains effective throughout the cable's operational life.
Certified Performance & Global Compliance Standards
Type G cables manufactured to ICEA S-75-381/NEMA WC 58 standards meet the stringent requirements for portable mining cable established by industry organisations. These standards specify minimum performance criteria for conductor sizing, insulation thickness, jacket properties, and testing protocols that ensure cables perform reliably in demanding applications.
ASTM B 172 provides the specification framework for copper wire used in conductor construction, whether bare, tinned, or coated. Compliance with this standard ensures consistent conductor properties including tensile strength, conductivity, and dimensional tolerances that affect cable performance.
Australian mining operations often reference CAN/CSA C22.2 No. 96, the Canadian portable cable safety standard that aligns closely with Australian requirements whilst providing additional specifications for harsh environment applications. Cables certified to this standard have undergone rigorous testing including voltage withstand tests, insulation resistance measurements, and environmental exposure simulations.
Third-party testing and certification procedures provide independent verification that cables meet stated specifications. Reputable manufacturers submit samples to accredited testing laboratories where cables undergo electrical, mechanical, and environmental tests that replicate actual operating conditions. Certification documents accompany cable shipments, providing traceability and quality assurance for procurement departments.


Engineered for Durability & Reliability in Harsh Environments
The minimum bending radius specification of 6× outside diameter (OD) represents a critical design parameter that prevents mechanical damage during installation and operation. Exceeding this minimum radius causes excessive stress on conductors and insulation that can lead to premature failure. For a cable with 50mm OD, the minimum bending radius would be 300mm, which must be maintained during routing around equipment and through cable management systems.
Maximum conductor operating temperature of +90°C provides sufficient thermal margin for continuous duty applications whilst preventing insulation degradation. Proper ampacity derating for ambient temperature and installation conditions ensures conductors remain within this temperature limit. Thermal cycling from repeated heating and cooling during operation has minimal effect on properly specified cables, with EPR insulation maintaining its properties through thousands of thermal cycles.
Impact resistance and tensile strength considerations become critical when cables are routed through areas where they may be struck by moving equipment or subjected to pulling forces during equipment repositioning. The reinforced jacket construction of Type G cables distributes impact forces across a larger area, preventing conductor damage even when subjected to significant mechanical stress.
Tailored Solutions for Specialised Mining Applications
Whilst CPE jackets provide excellent general-purpose performance, alternative jacket materials offer advantages for specific applications. Chlorosulfonated polyethylene (CSP) provides enhanced ozone resistance for surface applications with high ozone exposure. Polychloroprene (PCP), commonly known as neoprene, offers superior flame resistance for underground operations where fire safety is paramount.
Two-layer jacket construction with reinforcing fibre between layers provides maximum mechanical protection for the most demanding applications. This configuration incorporates a fabric or yarn layer between inner and outer jacket compounds, creating a composite structure that resists tearing and puncture damage that might penetrate a single-layer jacket.
Custom conductor sizing accommodates specific power requirements beyond standard cable configurations. Mining operations requiring unusual voltage ratings or current capacities can specify conductor sizes that optimise performance for their particular application, although this customisation typically involves extended lead times and minimum order quantities.
Connectors and termination options significantly affect system reliability, and Type G cables can be supplied with pre-installed connectors that ensure proper installation and sealing. High-quality moulded connectors provide superior moisture resistance compared to field-installed alternatives, whilst reducing installation time and eliminating potential connection errors.
Why Type G is the Preferred Choice for Mobile Mining Equipment
Superior flexibility distinguishes Type G cables in applications requiring tight routing around equipment or through confined spaces. The combination of stranded conductors, EPR insulation, and properly formulated jacket compounds creates a cable that remains pliable even in low-temperature environments where competing products become unmanageably stiff.
Enhanced durability in wet, muddy, and corrosive mining environments translates directly to reduced replacement costs and fewer unplanned shutdowns. The corrosion-resistant mining cables construction prevents the conductor oxidation and jacket degradation that plague standard portable cables, extending service life from months to years even in harsh conditions.
Improved thermal management capabilities allow Type G cables to handle higher current loads than might be expected from their physical size. The thermal characteristics of EPR insulation combined with efficient heat dissipation through the CPE jacket enable continuous operation at rated capacity without derating for typical mining ambient temperatures.
Cost-effectiveness over the cable lifespan represents perhaps the most compelling argument for specifying Type G cables despite their higher initial cost compared to standard portable cables. When total cost of ownership includes replacement labour, production downtime, and equipment damage from cable failures, premium cables deliver substantial savings.


Maximising Cable Lifespan & Operational Safety
Proper installation techniques begin with careful cable routing that maintains minimum bend radius requirements and avoids sharp edges or projections that could damage the jacket. Cable management systems including cable trays, festoon systems, or cable reels protect cables from excessive abrasion and mechanical stress during equipment operation.
Inspection protocols should include regular visual examinations for jacket damage, conductor exposure, or connector deterioration. Electrical testing at scheduled intervals verifies insulation resistance and conductor continuity, identifying deterioration before failures occur. Maintenance schedules for mining operations typically specify monthly visual inspections with quarterly electrical testing for critical power distribution cables.
Safety procedures for high-voltage portable cables mandate proper lockout/tagout procedures before conducting any maintenance or repairs. Personnel handling these cables require training in proper connection procedures, recognition of damaged cables, and emergency response protocols for electrical incidents.
Environmental storage conditions significantly affect cable longevity when cables are not in use. Cables should be stored on reels or in coils that maintain minimum bend radius requirements, protected from direct sunlight, and in temperature-controlled environments when possible. Extreme temperature fluctuations during storage can degrade insulation properties even before cables enter service.
Common Cable Issues: Questions and Solutions
Q: Why do cable jackets crack and split after several months of operation?
A: Jacket cracking typically results from ozone exposure, UV degradation, or incompatible chemical contact. Surface operations in high-UV environments require jackets with UV stabilisers. Exposure to petroleum products incompatible with the jacket material accelerates degradation. Selecting CPE or CSP jacket materials appropriate for the specific chemical environment prevents premature cracking. Regular application of cable dressing compounds provides additional protection for surface-operated cables.
Q: What causes intermittent power loss that resolves when cables are moved or reconnected?
A: Intermittent connections usually indicate conductor breakage inside the cable insulation or deteriorated connector contacts. Repeated flexing beyond design limits causes conductor strands to fatigue and break whilst the cable appears externally intact. This damage concentrates near connection points or areas of frequent flexing. Prevention requires adherence to minimum bend radius specifications and installation of strain relief at terminations. Cables exhibiting this behaviour should be replaced immediately as intermittent faults can create arcing and fire hazards.
Q: How can I determine if a cable is overheating during operation?
A: Thermal monitoring can be conducted using infrared thermography during operation, comparing cable surface temperatures against rated values. Cables operating above ambient temperature by more than 30-40°C may be overloaded or experiencing insulation degradation. Physical indicators include softening of the jacket material, discolouration, or distinctive odours from overheated insulation. Conductor temperature should never exceed 90°C; sustained operation above this value degrades insulation rapidly. Solutions include derating the load, improving ventilation around cables, or upgrading to larger conductor sizes.
Q: Why do connectors fail more frequently than the cables themselves?
A: Connector failures often result from moisture ingress, mechanical stress during connection/disconnection, or improper installation. Water entering connector assemblies corrodes conductor contacts and creates tracking paths for electrical faults. Mechanical stress from dragging connected cables or inadequate strain relief damages connector bodies and internal components. Prevention requires using properly rated connectors with appropriate IP ratings for the environment, implementing cable management that eliminates pulling forces on connections, and ensuring proper installation torque on threaded connectors. Regular inspection and cleaning of connector interfaces extends service life significantly.
Invest in Dependable, Standards-Compliant Cable Solutions
The demanding nature of mining operations leaves no margin for inferior equipment, and power distribution cables represent a critical component in maintaining operational continuity. Type G three-conductor portable power cable 2kV combines proven materials, robust construction, and compliance with international standards to deliver reliable performance in the harshest environments.
Investing in certified, high-quality cables from reputable manufacturers ensures specifications are met and performance is guaranteed. The modest premium for NEMA WC 58 compliant portable cable over uncertified alternatives proves insignificant when measured against the costs of equipment damage, production delays, and potential safety incidents resulting from cable failures.
Long-term operational advantages extend beyond simple reliability to encompass reduced maintenance requirements, extended replacement intervals, and improved safety performance. Mining operations that specify premium portable power cables report substantially lower total cost of ownership despite higher initial procurement costs.
For procurement and technical support, consult with qualified cable suppliers who can provide detailed specifications, compliance documentation, and application engineering assistance. Proper cable selection requires careful analysis of operating conditions, load requirements, and environmental factors that affect performance and longevity.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat