
Type SHD-CGC 5kV Three-Conductor Portable Power Cable: Complete Technical Guide
Explore Type SHD-CGC 5kV portable power cables for mining applications including longwall shearers, continuous miners, and heavy-duty equipment with ICEA S-75-381 compliance.
hongjing.Wang@Feihun
11/18/202513 min read
Introduction and Product Overview
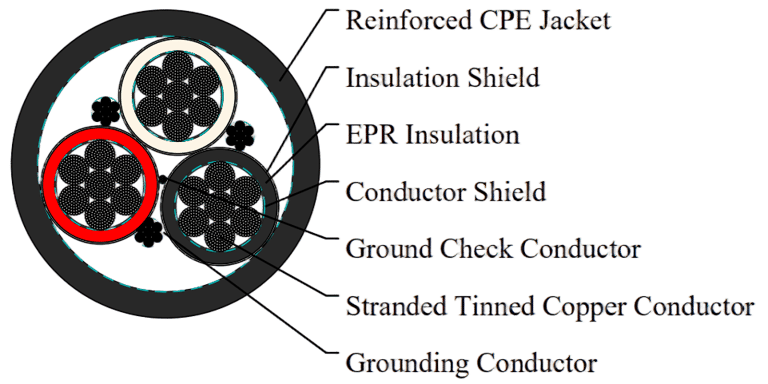
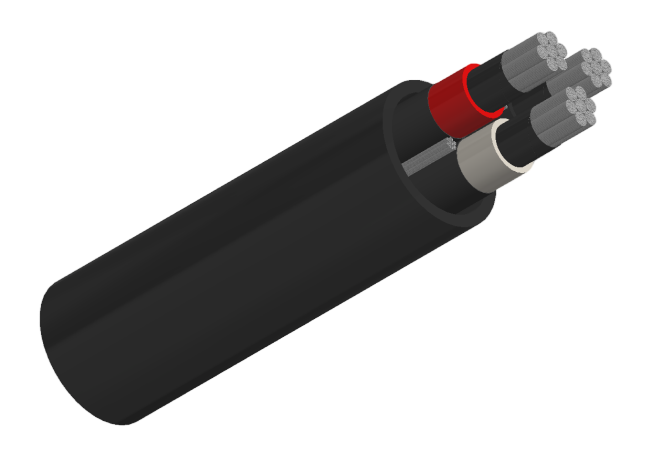
Type SHD-CGC three-conductor round portable power cable represents a critical advancement in mining power distribution technology. This 5kV portable power cable is specifically engineered for the demanding requirements of mobile mining equipment, where reliability, safety, and durability are non-negotiable. The designation "SHD-CGC" stands for Shielded Heavy-Duty with Ground Check Conductor, highlighting the cable's enhanced safety features that distinguish it from conventional mining cables.
Mining operations require power cables that can withstand continuous flexing, abrasion, chemical exposure, and extreme environmental conditions while maintaining consistent electrical performance. The Type SHD-CGC cable addresses these challenges through advanced construction incorporating EPR insulation, metallic shielding, and a reinforced extra-heavy-duty CPE jacket. Compliance with ICEA S-75-381 and NEMA WC 58 standards ensures this cable meets the stringent requirements for portable and power feeder cables for mines, providing operators with confidence in both performance and regulatory adherence.
What sets this cable apart is the integrated ground check conductor with yellow insulation, which provides real-time monitoring of grounding system integrity—a feature that significantly enhances worker safety and equipment protection in underground and surface mining environments.
Applications and Industry Use Cases
Longwall Shearer Operations
Longwall shearers represent some of the most power-intensive and mobile equipment in underground coal mining. These massive cutting machines travel along coal faces, requiring cables that can deliver consistent 5kV power while enduring constant movement and potential contact with rock surfaces. The Type SHD-CGC cable for longwall shearers and continuous miners excels in these applications due to its superior flexibility and abrasion resistance. The cable's construction allows it to be repeatedly coiled and deployed without degradation, while the ground check conductor ensures that any compromise to the grounding system is immediately detectable.
Continuous Miner Applications
Continuous miners demand reliable power transmission for longwall operations as they cut, gather, and load coal in a single operation. These machines operate in confined spaces where cables must navigate tight corners and rough terrain. The Type SHD-CGC's minimum bending radius of 6×OD (six times the overall diameter) makes it ideal for these applications, allowing installation around equipment without risking conductor or insulation damage. The EPR insulation maintains its dielectric properties even when subjected to the mechanical stress inherent in continuous mining operations.
Mobile Equipment Power Distribution
Beyond cutting equipment, mining sites utilize numerous mobile units including loaders, drills, conveyor systems, and pumps. Portable power cables for mining loaders require exceptional flex resistance, as these vehicles make frequent directional changes throughout their duty cycles. The Type SHD-CGC cable's stranded annealed tinned copper conductors provide the flexibility needed while the tinned coating prevents oxidation that could increase resistance over time.
Heavy-duty cables for conveyor systems must support continuous operation, often in environments with significant dust, moisture, and temperature variations. The reinforced CPE jacket protects against these environmental challenges while maintaining flexibility. Similarly, power cables for mobile drilling equipment must withstand vibration and potential impact from falling debris, requirements met by the cable's robust construction.
Grounding Conductor Advantages
The inclusion of grounding conductors for mining equipment serves multiple critical functions. The dedicated ground check conductor with yellow insulation allows for continuous monitoring of ground path integrity without interrupting operations. This is particularly valuable in preventing electric shock hazards and equipment damage from ground faults. In the event of insulation failure, the low-impedance ground path ensures rapid fault clearing, protecting both personnel and equipment.
Standards and Compliance
The Type SHD-CGC cable's adherence to multiple industry standards ensures comprehensive quality and safety. ICEA S-75-381 NEMA WC 58 portable power cables meet the specifications established by the Insulated Cable Engineers Association and the National Electrical Manufacturers Association specifically for mining applications. These standards define requirements for conductor materials, insulation properties, jacket characteristics, and electrical performance.
ASTM B 172 copper conductor specifications govern the conductor material, ensuring proper conductivity and mechanical properties. The standard requires that conductors be made from high-purity copper with specific annealing processes to achieve the necessary flexibility. ASTM B 33 provides specifications for tinned copper conductors, addressing the tinning thickness and adhesion that prevents oxidation.
CAN/CSA C22.2 No. 96 certified cables meet Canadian standards for portable power cables, important for mining operations in Canada or for companies seeking equipment that meets North American standards comprehensively. These mining cable standards compliance requirements ensure that the Type SHD-CGC cable can be used across diverse jurisdictions without requiring multiple product variants.
Third-party testing validates compliance through independent verification, providing documentation that satisfies regulatory inspections and insurance requirements. This certification process tests not only the cable's initial performance but also its behavior after accelerated aging, ensuring long-term reliability.


Advanced Construction and Materials
Conductor Design
The core of any power cable is its conductor system. The Type SHD-CGC employs stranded annealed tinned copper conductors manufactured according to ASTM B 172 specifications. Stranding is essential for flexibility—solid conductors would quickly work-harden and fail under the repeated bending that mining applications demand. The annealing process, performed after stranding, relieves internal stresses in the copper, maximizing flexibility while maintaining conductivity.
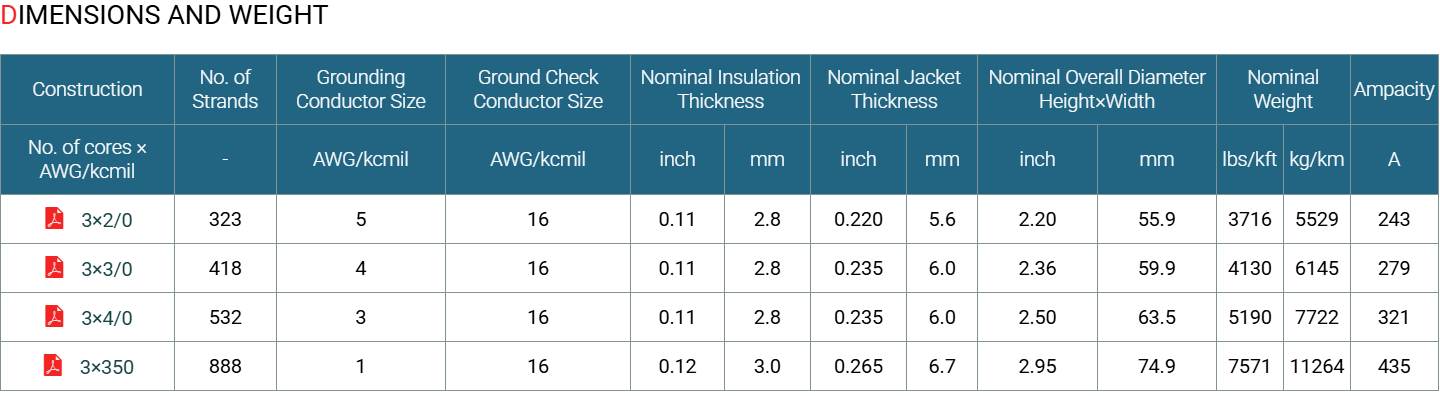
Tinned copper/textile braid insulation shield protection adds a crucial layer of functionality. The tinning serves multiple purposes: it prevents oxidation at strand interfaces (which could increase resistance), facilitates soldering during termination, and provides improved contact for the shielding system. Available in sizes ranging from 3×2/0 AWG to 3×350 kcmil, the conductors can be selected based on specific ampacity requirements.
Insulation System
Ethylene Propylene Rubber (EPR) insulation provides outstanding electrical and mechanical properties. EPR maintains its flexibility across a wide temperature range, crucial for equipment that may operate from subfreezing conditions to the elevated temperatures generated by continuous high-current operation. The maximum conductor operating temperature of +90°C EPR cables ensures adequate thermal margin for continuous duty applications.
The EPR insulation's resistance to ozone and corona degradation extends cable life in environments where electrical stress might otherwise cause premature failure. Its excellent dielectric strength supports the 5kV voltage rating with appropriate safety margins.
Shielding and Ground Check System
Conductor shield technology sits directly over each insulated conductor, providing a smooth, semiconducting interface that eliminates air voids where corona could form. This shield must remain in intimate contact with the insulation throughout the cable's flexing cycles.
The ground check conductor yellow insulation makes this specialized conductor easily identifiable during installation and inspection. Unlike a standard grounding conductor that only carries fault current, the ground check conductor enables continuous monitoring of ground continuity. By applying a small monitoring current through this conductor, safety systems can detect increased resistance that might indicate damage to the grounding system, triggering alarms before a dangerous condition develops.
The tinned copper/textile braid insulation shield serves as both electrical shielding and mechanical protection. This shield layer surrounds each insulated conductor, providing a path for charging currents and confining the electric field within the cable. The textile component provides cushioning that helps the shield maintain contact during flexing.
Jacket Construction
The reinforced extra-heavy-duty CPE jacket for mining applications represents the cable's primary defense against environmental hazards. Chlorinated Polyethylene (CPE) offers an exceptional combination of properties: excellent abrasion resistance, outstanding resistance to oils and many chemicals, good flame resistance, and flexibility across a broad temperature range.
The "extra-heavy-duty" designation indicates increased wall thickness compared to standard portable cable jackets. This additional thickness provides greater protection against cut-through and abrasion, critical for cables dragged across rock surfaces or pulled through tight spaces. For applications requiring even greater protection, alternative jacket materials CSP/PCP/NBR/PVC mining cables can be specified. Chlorosulfonated Polyethylene (CSP) offers enhanced ozone and weathering resistance. Polychloroprene (PCP) provides excellent oil resistance and flame retardancy. Nitrile Butadiene Rubber (NBR) excels in applications with heavy oil exposure. Polyvinyl Chloride (PVC) offers economical protection in less demanding applications.
A two-layer jacket with reinforcing fiber can be specified for extreme-duty applications. This construction interposes a layer of aramid or polyester fibers between jacket layers, dramatically increasing tensile strength and cut resistance while maintaining flexibility.
Mechanical and Thermal Properties
Understanding the mechanical limitations and thermal characteristics of portable power cables ensures proper application and longevity. The minimum bending radius of 6×OD portable cables establishes the tightest curve the cable can be formed to without risking damage. For example, a cable with a 3-inch overall diameter requires a minimum bend radius of 18 inches. Violating this specification can crush insulation, separate shielding layers, or damage conductors, potentially leading to electrical failure.
The cable's flexibility results from the combination of stranded conductors, elastomeric insulation, and properly designed jacket materials. However, flexibility must be balanced against other requirements—a cable too flexible might not provide adequate protection or might be prone to kinking.
Temperature performance encompasses both the maximum conductor operating temperature and the cable's ability to function in extreme ambient conditions. At 90°C conductor temperature, the cable can operate continuously at full ampacity. The EPR insulation maintains its electrical properties up to this temperature, while the CPE jacket remains mechanically sound. In cold environments, the cable remains flexible, unlike some materials that become stiff and crack-prone at low temperatures.
Cable weight specifications impact handling and installation logistics. Copper conductors are dense, and larger sizes result in substantial weight per foot. For instance, a 3×4/0 AWG cable might weigh approximately 2.5 pounds per foot, meaning a 500-foot reel weighs over 1,250 pounds. Understanding these weights is essential for selecting appropriate handling equipment and ensuring reels can be transported safely.


Application-Specific Challenges and Solutions
Problem: Cable Jacket Damage from Abrasion
Issue: Mining environments subject cables to severe abrasion from being dragged across rock surfaces, pinched under equipment, or struck by falling debris. Standard cable jackets may fail prematurely, exposing insulation and shielding.
Solution: The Type SHD-CGC's reinforced extra-heavy-duty CPE jacket is specifically formulated for abrasion resistance. The increased wall thickness and CPE's inherent toughness provide substantially longer service life. For the most demanding applications, specifying the two-layer reinforced jacket option with aramid fiber provides exceptional cut and abrasion resistance. Regular inspection protocols should be established to identify damage before it compromises safety, and cable pathways should be designed to minimize dragging over sharp edges where practical.
Problem: Ground Path Integrity Monitoring
Issue: Traditional portable cables provide a grounding conductor, but operators have no way to verify its continuity without disconnecting the cable and performing resistance testing. A compromised ground path may not be discovered until a fault occurs, potentially resulting in electric shock or equipment damage.
Solution: The ground check conductor monitoring system cables integrated into the Type SHD-CGC design addresses this critical safety concern. By routing a small monitoring current through the yellow-insulated ground check conductor, ground monitoring relays can continuously verify that the ground path resistance remains within acceptable limits. If resistance increases above a preset threshold—indicating damage to the conductor or poor connections—the monitoring system triggers an alarm or disconnects power before a dangerous condition develops. This real-time monitoring represents a significant safety advancement, particularly valuable in underground mining where ground fault risks are elevated due to moisture and contact with earth.
Problem: Cable Failure from Repeated Flexing
Issue: Mobile mining equipment subjects cables to thousands of flexing cycles during their service life. Improperly designed cables may experience conductor strand breakage, insulation cracking, or shield separation, leading to electrical failure.
Solution: The Type SHD-CGC addresses flex-related failures through several design features. The stranded annealed tinned copper conductors provide maximum flexibility, with the annealing process ensuring conductors remain pliable. The EPR insulation maintains elasticity through repeated flexing cycles without cracking or separating from the conductor shield. Proper adherence to the minimum bending radius specification is essential—users should ensure that cable reels, sheaves, and routing around equipment maintain at least 6×OD radius. Training operators on proper cable handling prevents damage from kinking or over-bending. Additionally, implementing cable rotation schedules, where cables are periodically moved to different equipment positions, distributes wear across the entire cable length rather than concentrating it at specific flex points.
Problem: Thermal Overload and Ampacity Selection
Issue: Operating cables at currents exceeding their ampacity rating causes excessive conductor heating, degrading insulation and potentially leading to failure. However, oversizing conductors increases cost, weight, and handling difficulty unnecessarily.
Solution: Proper cable sizing requires calculating the continuous and peak currents for the application, then selecting conductors with adequate ampacity at the 90°C rating. The ampacity rated portable power cables for continuous duty must account for ambient temperature, installation method, and duty cycle. For example, equipment that operates intermittently with cooling periods between cycles can often use smaller conductors than would be required for true continuous duty. Consulting ampacity tables specific to Type SHD-CGC construction—which account for the thermal resistance of the specific insulation and jacket materials—ensures accurate sizing. When calculations suggest a borderline situation, selecting the next larger conductor size provides margin for unexpected load increases and extends cable life by reducing thermal stress on all components.
Problem: Connector and Termination Failures
Issue: Even the best cable will fail if improperly terminated. Loose connections increase resistance, causing heating and potential arcing. Moisture intrusion at termination points can cause tracking and ground faults.
Solution: Type SHD-CGC cables should be terminated using connectors specifically rated for 5kV mining applications and compatible with the conductor size being used. The termination process requires careful attention to several factors: conductor preparation must remove the tinning if the connector requires bare copper, or preserve it if the connector is designed for tinned conductors. The ground check conductor and grounding conductor must be properly identified and connected to the appropriate connector terminals. Cable glands or strain reliefs must be correctly sized to grip the cable jacket without crushing it while providing a moisture seal. Shield termination is critical—the insulation shield must be connected to ground at the connector, typically through a grounding ring or lug that makes contact with the braid. Following manufacturer torque specifications when tightening connector bolts ensures proper contact pressure without damaging components. Finally, applying appropriate sealant compounds and installing protective boots guards against moisture intrusion and mechanical damage at these vulnerable points.
Technical Specifications and Selection Guide
Selecting the appropriate Type SHD-CGC cable size requires understanding the relationship between conductor size, ampacity, and installation parameters. The cable is available in four standard configurations:
3×2/0 AWG: Suitable for applications requiring approximately 260-300 amps continuous duty, depending on installation method and ambient temperature. This size offers an excellent balance of current capacity and handling flexibility for many mobile equipment applications.
3×3/0 AWG: Provides approximately 300-345 amps capacity, appropriate for medium-duty continuous miners and auxiliary equipment on larger machines.
3×4/0 AWG: Delivers approximately 345-395 amps, commonly specified for primary power feeds to longwall shearers and larger continuous miners.
3×350 kcmil: The largest standard size, offering approximately 420-475 amps capacity for the most demanding applications. The increased conductor size also reduces voltage drop over longer cable runs, important for maintaining power quality to sensitive electronic controls on modern mining equipment.
These ampacity values assume 90°C conductor temperature, 40°C ambient temperature, and appropriate installation practices. Higher ambient temperatures require derating, as do installations where multiple cables are bundled together, restricting heat dissipation.
Overall cable diameter and weight increase with conductor size, impacting reel capacity and handling requirements. Operators must ensure that cable reels and storage systems can accommodate both the diameter and weight of the selected size. The nominal cable diameter ranges from approximately 2.5 inches for 3×2/0 AWG to over 3.5 inches for 3×350 kcmil configurations.


Installation and Maintenance Best Practices
Proper installation extends cable life and ensures safe operation. Before pulling cable from a reel, inspect it for visible damage, checking that the jacket is intact and connections are properly sealed. During installation, maintain minimum bending radius requirements at all points. Use appropriate cable handling equipment—rollers, sheaves, or guides—rated for the cable diameter and weight. Never drag cables across sharp edges; use protective sleeving or guides where cables must cross potentially damaging surfaces.
When connecting equipment, ensure adequate strain relief prevents tension from being transmitted to electrical connections. The cable's weight and any pulling forces should be borne by mechanical clamps or cable glands designed for this purpose. Verify that all shield connections are properly made and that both the grounding conductor and ground check conductor are connected to their respective terminals.
Establish a regular inspection schedule based on operating conditions. In harsh environments, weekly visual inspections can identify developing problems before they cause failures. Look for jacket cuts, abraded areas, crushing damage, or signs of excessive heating at connections. Test ground check conductor circuits according to manufacturer recommendations, typically using a low-voltage ohmmeter to verify continuity and measure resistance.
Implement a cable tracking system that records installation dates, inspection results, and any repairs. This historical data helps identify cables approaching end-of-life before failures occur, supporting planned replacement rather than emergency repairs.
Comparison with Alternative Cable Types
Understanding how Type SHD-CGC cables compare to alternatives helps operators make informed decisions. The Type SHD-CGC 5kV vs Type SHD-GC 2kV mining cables comparison highlights voltage rating as the primary differentiator. Type SHD-GC cables are rated for 2000 volts, suitable for many mining applications but limiting system design options. The 5kV rating of Type SHD-CGC cables supports higher-voltage distribution systems that can reduce current requirements for a given power level, allowing smaller conductor sizes or extending transmission distances while maintaining acceptable voltage drop.
EPR insulation advantages for mining become clear when compared to alternatives like cross-linked polyethylene (XLPE) or ethylene propylene diene monomer (EPDM). While XLPE offers excellent electrical properties, its reduced flexibility compared to EPR makes it less suitable for portable cable applications involving frequent flexing. EPDM provides good flexibility but generally has lower temperature ratings than EPR. The EPR formulation used in Type SHD-CGC cables optimizes the balance of flexibility, thermal capability, and dielectric strength.
Three-conductor portable power cables benefits over two-conductor designs include simplified installation—a single cable provides all three phases rather than requiring parallel runs of single-conductor cable. This reduces installation time and ensures that all phases experience the same routing and environmental conditions, important for load balancing. The common jacket also provides consistent mechanical protection to all conductors.
The ground check conductor technology comparison reveals significant advantages over conventional grounding systems. Traditional portable cables include a grounding conductor but provide no means for continuous integrity monitoring. Mining operations must rely on periodic testing, potentially allowing ground path failures to go undetected between test intervals. The ground check conductor system provides ongoing verification, immediately alerting operators to ground path problems.
Conclusion
Type SHD-CGC three-conductor round portable power cable represents a comprehensive solution for demanding mining power distribution applications. Its combination of 5kV voltage rating, EPR insulation, metallic shielding, ground check conductor, and reinforced CPE jacket addresses the critical requirements of mobile mining equipment including longwall shearers, continuous miners, loaders, drills, conveyors, and pumps.
Compliance with ICEA S-75-381, NEMA WC 58, ASTM B 172, ASTM B 33, and CAN/CSA C22.2 No. 96 standards ensures the cable meets rigorous industry requirements for safety, performance, and reliability. The cable's construction—from stranded annealed tinned copper conductors through multiple shielding layers to the reinforced jacket—reflects decades of mining industry experience translated into tangible design features.
Successful deployment requires attention to proper sizing, installation techniques, and ongoing maintenance. By understanding the cable's specifications, adhering to minimum bending radius requirements, implementing appropriate inspection protocols, and utilizing the ground check conductor monitoring capabilities, operators can maximize cable life while ensuring personnel safety and equipment protection.
For mining operations seeking reliable, safe, and durable portable power solutions, Type SHD-CGC cables deliver proven performance across the spectrum of underground and surface mining applications. Whether powering the latest automated mining systems or supporting established equipment, these cables provide the foundation for efficient, safe mining operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat