
Type SHD-GC 2kV Mining Power Cable: Complete Technical Guide for Heavy-Duty Applications
Type SHD-GC portable mining power cable with CPE jacket: ICEA S-75-381 compliant, grounding & ground check conductors, 2kV rating, ideal for longwall shearers.
hongjing.Wang@Feichun
11/19/202510 min read
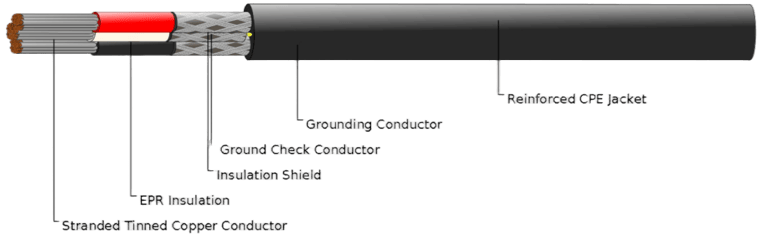
Type SHD-GC Three-Conductor Portable Power Cable
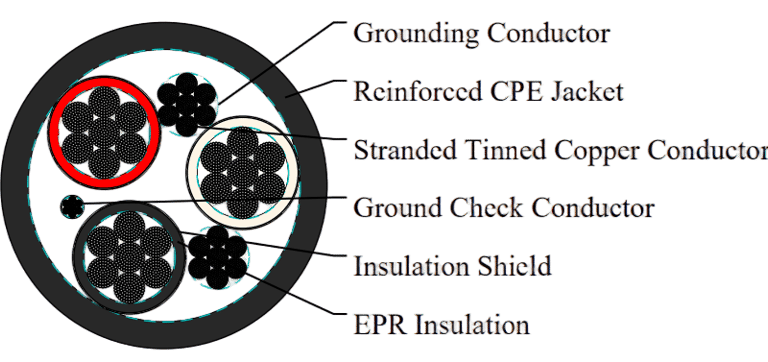
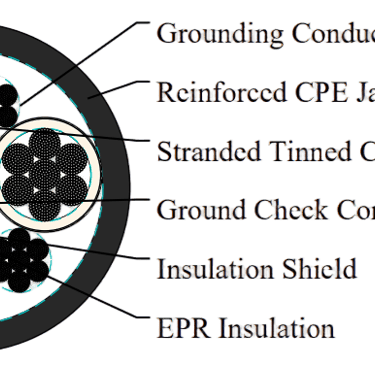
The Type SHD-GC portable power cable represents a specialized engineering solution designed specifically for the most demanding mining environments. As operations in underground and surface mining continue to push equipment to greater performance thresholds, the need for robust, safety-compliant portable mining power cable has never been more critical. The Type SHD-GC addresses this need through a sophisticated construction that combines ethylene propylene rubber (EPR) insulation with a reinforced chlorinated polyethylene (CPE) jacket, creating a heavy-duty mining cable capable of withstanding extreme mechanical stress, chemical exposure, and electrical demands.
Built to comply with ICEA S-75-381 and NEMA WC 58 standards, this three-conductor round mining power cable with CPE jacket delivers reliable power transmission for mobile mining equipment while incorporating advanced safety features including dedicated grounding and ground check conductors. Mining operations worldwide specify this cable for longwall shearers, continuous miners, and other critical equipment where power delivery failure is simply not an option.
Primary Applications for Type SHD-GC Mining Cable
Longwall Shearer Operations
Longwall mining represents one of the most productive yet demanding underground coal extraction methods. The longwall shearer cable must deliver consistent high-amperage power while traversing hundreds of meters along the coal face, subjected to continuous movement, dust accumulation, and potential impact from falling debris. The Type SHD-GC 2kV portable power cable for mining excels in this application due to its reinforced construction and flexible design that accommodates the constant cable flexing required as shearers advance through the seam.
Continuous Mining Equipment
Continuous miners operate in confined underground spaces where equipment reliability directly impacts production schedules and worker safety. These machines require a mining equipment power cable with ground check conductor to ensure continuous monitoring of grounding integrity—a critical safety requirement in potentially explosive methane-rich environments. The Type SHD-GC provides this fail-safe functionality through its integrated yellow-insulated ground check conductor that enables real-time verification of the grounding system.
Mobile Mining Equipment
From loaders and drills to conveyors and submersible pumps, mobile equipment throughout mining operations depends on portable power cables that can withstand repeated flexing, dragging across rough surfaces, and exposure to oils, water, and chemicals. The Type SHD-GC serves as the heavy-duty portable cable for longwall shearers and related equipment, offering superior abrasion resistance through its extra-heavy-duty CPE jacket while maintaining the flexibility necessary for equipment mobility.
Construction and Materials: Engineering for Extreme Conditions
Tinned Copper Conductor Mining Cable
The conductor system utilizes stranded annealed tinned copper, engineered to ASTM B 172 and ASTM B 33 specifications. The tinning process applies a thin layer of tin over the copper strands, providing several critical advantages in mining environments. First, it significantly enhances corrosion resistance when the cable encounters moisture, mine water, or chemical exposure. Second, the tin coating improves electrical connections at terminations by preventing copper oxidation. Third, it facilitates soldering during repair operations, extending cable service life in the field.
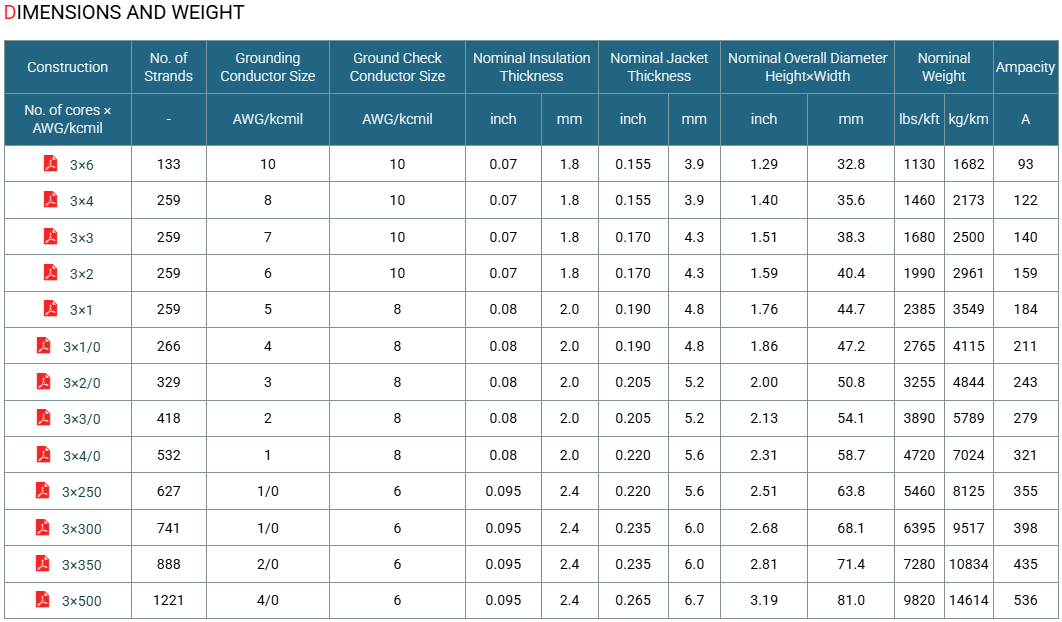
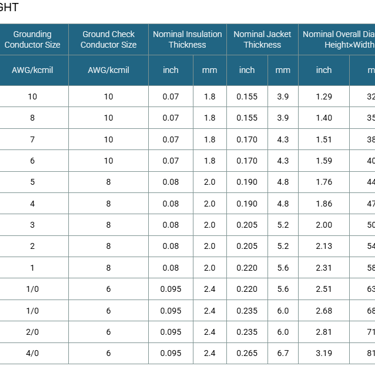
Conductor sizes range from 8 AWG to 500 kcmil, providing ampacity options for applications from auxiliary equipment to primary shearer drives requiring several hundred amperes of continuous current.
EPR Insulation Cable Performance
The ethylene propylene rubber (EPR) insulation system represents a significant advancement over older rubber compounds. EPR maintains excellent dielectric properties across a wide temperature range, with this Type SHD-GC rated for continuous operation at conductor temperatures up to +90°C. Unlike PVC insulation, which becomes brittle in cold conditions and softens excessively in heat, EPR insulation cable maintains consistent flexibility and electrical integrity from -40°C to +90°C.
The EPR formulation also provides superior resistance to moisture ingress, ozone degradation, and the thermal cycling that occurs as equipment operates intermittently throughout mining shifts. This thermal stability ensures consistent insulation resistance throughout the cable's service life, reducing the risk of ground faults that could trip protective relays and halt production.
Metallic Shielding System
Between the EPR insulation and the outer conductors, a tinned copper and textile composite braid provides electromagnetic shielding. This metallic barrier serves multiple functions: it contains the electromagnetic fields generated by the power conductors, reducing interference with nearby communication and control cables; it provides an additional path for fault currents, enhancing personnel protection; and it mechanically reinforces the cable structure against crushing forces.
Ground Check Conductor Configuration
One of the defining features distinguishing the Type SHD-GC from standard mining cables is the dedicated ground check conductor. This yellow polypropylene-insulated tinned copper conductor runs the entire cable length alongside the power conductors and grounding conductor. Mining equipment fitted with ground monitoring relays continuously verifies continuity through this conductor. If the grounding system becomes compromised—through physical damage, connector failure, or corrosion—the ground check circuit opens, immediately de-energizing the equipment before a dangerous condition can develop.
This grounding conductor cable design philosophy reflects lessons learned from mining incidents where equipment chassis became energized due to ground failures, creating electrocution hazards for operators. The redundant grounding approach—power conductor grounding, separate grounding conductor, and active ground check monitoring—provides multiple layers of protection.
CPE Jacket Cable Advantages
The chlorinated polyethylene (CPE) jacket represents the final defensive layer protecting the cable assembly. Extra-heavy-duty in construction, this CPE jacket mining cable provides exceptional resistance to:
Abrasion: Mining environments subject cables to continuous dragging across rock surfaces, steel plates, and coal. The CPE compound resists wear far better than rubber or standard PVC formulations.
Cut-through: Sharp rock edges and equipment corners create concentrated stress points. The CPE's toughness prevents penetration that could compromise inner components.
Chemicals: Hydraulic fluids, lubricants, diesel fuel, and coal dust chemicals attack cable jackets. CPE maintains integrity when exposed to these substances.
Flame resistance: Meeting stringent mining flame propagation requirements, the CPE formulation self-extinguishes and resists flame spread.
Ozone and weathering: For surface mining applications, the CPE resists degradation from sunlight, ozone, and temperature extremes.
Compliance with ICEA S-75-381 NEMA WC 58 Standards
The ICEA S-75-381 NEMA WC 58 compliant cable designation represents more than a simple certification—it signifies the cable meets comprehensive requirements developed specifically for mining applications through decades of industry experience and safety research.
ICEA (Insulated Cable Engineers Association) Standard S-75-381 establishes specifications for portable and power feeder cables used in mines and similar applications. This standard addresses:
Conductor construction and material specifications
Insulation thickness and dielectric strength requirements
Shielding effectiveness criteria
Jacket physical properties including tensile strength, elongation, and resistance to specific chemicals
Flame propagation testing protocols
Voltage withstand and impulse testing parameters
Minimum bending radius specifications to prevent internal damage
NEMA WC 58 provides equivalent requirements aligned with North American practices. Compliance with both standards ensures the Type SHD-GC meets the expectations of mining operations globally, satisfying requirements from MSHA (Mine Safety and Health Administration) in the United States to equivalent regulatory bodies worldwide.
The CAN/CSA C22.2 No. 96 compliance further validates the cable's suitability for Canadian mining operations, which often face particularly harsh environmental conditions in northern mining regions.


Technical Specifications and Performance Characteristics
Voltage Rating and Application Range
The 2kV voltage rating positions this cable for medium-voltage distribution within mining operations. While higher voltage variants (5kV and 8kV Type SHD-GC) serve main feeder applications, the 2kV rating suits equipment-level power delivery where flexibility and handling considerations favor lower voltage designs. This rating provides adequate safety margin for typical 1000V nominal mining distribution systems while maintaining cable diameter within manageable dimensions for portable applications.
Ampacity Ratings and Conductor Sizing
Conductor selection depends on the continuous current requirements of the powered equipment, with ampacity ratings calculated based on 90°C conductor temperature in 40°C ambient conditions. Representative ampacity values include:
3×8 AWG: Approximately 60 amperes
3×4 AWG: Approximately 95 amperes
3×2 AWG: Approximately 130 amperes
3×1/0 AWG: Approximately 170 amperes
3×4/0 AWG: Approximately 260 amperes
3×250 kcmil: Approximately 320 amperes
3×500 kcmil: Approximately 455 amperes
These ratings assume free air installation typical of trailing cable applications. Bundled or covered installations require derating factors. Mining operations typically select conductor sizes providing 125% of equipment full-load current to accommodate starting inrush and provide thermal margin for sustained operation.
Mechanical Properties
The minimum bending radius specification of 6 times the cable outside diameter (6×OD) represents a critical installation parameter. Violating this minimum radius creates stress concentrations that can fracture conductor strands, crack insulation, or damage the jacket. For a 2-inch diameter cable, this translates to a 12-inch minimum bend radius—a constraint that must be considered when routing cables around equipment and through confined spaces.
The cable's flexibility, despite its robust construction, enables installation in the dynamic mining environment. The stranded conductor design, combined with the elastomeric EPR insulation and CPE jacket, allows repeated flexing without fatigue failures that plague rigid cable designs.
Common Cable Issues in Mining Applications and Solutions
Problem: Premature Jacket Wear in High-Abrasion Areas
Issue: Cables dragged repeatedly across the same rock surfaces or sharp equipment edges experience accelerated jacket wear, potentially exposing internal components to moisture and contamination.
Solution: The Type SHD-GC addresses this through its extra-heavy-duty CPE jacket formulation, but installation practices also matter. Mining operations should implement cable runway systems or protective channels in areas of repeated traffic. When unavoidable abrasion occurs, regular visual inspections allow early detection of jacket wear. Damaged sections should be cut out and repaired using properly rated splicing kits before internal components become compromised. Some operations specify the two-layer jacket option with reinforced fiber between layers for the most extreme conditions.
Problem: Ground Fault Protection Nuisance Tripping
Issue: Ground monitoring relays trip unexpectedly, halting production even though no actual electrical fault exists. This often results from marginal ground connections, moisture accumulation in connectors, or ground check conductor damage.
Solution: The separate ground check conductor provides diagnostic capability. By measuring resistance through both the grounding conductor and ground check conductor independently, maintenance personnel can identify which path has degraded. Common causes include corroded connector pins (addressed through proper mating/demating procedures and connector lubrication), damaged conductor sections near frequent flexing points (requiring cable section replacement), or improperly crimped terminations (solved through use of proper crimping tools and techniques). Regular preventive testing of ground circuit resistance prevents unexpected failures during operation.
Problem: Connector Failure and Water Ingress
Issue: Connectors represent the cable system's weakest link. Improper mating, damaged pins, or seal degradation allows water to enter the electrical system, creating ground faults, corrosion, and potential short circuits.
Solution: Mining operations must implement strict connector handling protocols. All mating surfaces should be inspected before connection, with damaged seals or bent pins replaced immediately. Connectors should be fully seated and secured according to manufacturer torque specifications—hand-tight connections allow moisture ingress. In particularly wet environments, periodic connector disassembly for cleaning and seal replacement extends service life. The tinned copper conductor construction in Type SHD-GC cables provides added resistance to corrosion when moisture does penetrate, but prevention remains the primary strategy.
Problem: Inadequate Bending Radius During Installation
Issue: Installation crews sometimes force cables around tight corners or over small-diameter sheaves, violating the 6×OD minimum bending radius. This creates internal damage not visible externally—fractured conductor strands, insulation cracks, and compromised shielding—that lead to premature failure.
Solution: Training and installation planning prevent this issue. Before cable installation, route planning should identify minimum bend radius requirements and ensure adequate space exists. Installing guide rollers, cable supports, or gradual bend transitions maintains safe bending limits. If equipment geometry forces tight bends, cable routing must be reconsidered or equipment modifications made to accommodate proper cable curvature. Post-installation inspection using insulation resistance testing can identify compromised cables before they fail in service.
Problem: Chemical Contamination and Jacket Degradation
Issue: Despite CPE's chemical resistance, prolonged exposure to certain aggressive chemicals—particularly aromatic hydrocarbons, concentrated acids, or specialized mining chemicals—can degrade the jacket material over time.
Solution: When known chemical exposure will occur, consult with the cable manufacturer regarding specific chemical compatibility. Alternative jacket compounds (CSP, PCP, NBR, or specialized PVC formulations) may provide superior resistance to specific chemicals. For applications involving unusual chemical exposure, laboratory testing of jacket material samples in the actual chemical environment can predict long-term compatibility before committing to large cable purchases. Regular cleaning of cables to remove chemical residues also extends jacket life.


Customization Options for Specific Mining Requirements
While the standard Type SHD-GC configuration suits most mining applications, manufacturers offer customization options for specialized requirements. Alternative jacket materials including Chlorosulfonated Polyethylene (CSP/Hypalon), Polychloroprene (PCP/Neoprene), or Nitrile Butadiene Rubber (NBR) provide different balances of flexibility, chemical resistance, and temperature performance.
The two-layer jacket construction option incorporates a reinforced fiber or aramid layer between an inner and outer jacket, dramatically increasing mechanical protection for the most abrasive environments. This configuration nearly doubles jacket cut-through resistance while adding minimal weight and diameter.
Conductor configurations can be customized beyond the standard three-conductor design. Some applications require additional control conductors integrated into the cable assembly, reducing the number of separate cables that must be managed.
Installation Best Practices for Extended Service Life
Proper installation determines whether a Type SHD-GC cable achieves its full design life or fails prematurely. Critical installation considerations include:
Cable Handling: Never drag cables over sharp edges without protection. Use cable rollers or temporary protective coverings during installation. Avoid dropping or impacting cables, which can damage internal components without external evidence.
Storage: Store cables on reels or in figure-eight coils, never in tight coils that violate minimum bending radius. Protect stored cables from direct sunlight, which degrades even CPE jackets over extended periods. Store in dry locations to prevent water accumulation inside reels.
Termination Quality: Use only connectors and termination hardware rated for mining service. Follow manufacturer crimp specifications exactly—both under-crimping and over-crimping compromise electrical and mechanical performance. Apply proper torque to all threaded connections.
Routing Considerations: Plan cable routes to minimize flexing cycles and avoid areas of sharp-edged equipment, vehicular traffic, or falling rock. Support cables at regular intervals to prevent excessive sag that concentrates mechanical stress.
Protection Systems: Coordinate cable ratings with upstream protective devices. Ensure ground fault relays, overcurrent protection, and ground check monitoring systems are properly calibrated for the specific cable and equipment configuration.
Conclusion: Type SHD-GC as the Industry Standard
The Type SHD-GC three-conductor round portable power cable represents the convergence of decades of mining cable engineering experience. Its ICEA S-75-381 compliance, robust CPE jacket, EPR insulation system, and integrated ground check conductor create a comprehensive solution for demanding mining power delivery applications.
For longwall operations requiring reliable shearer power, continuous mining equipment demanding fail-safe grounding protection, or any mobile mining equipment where cable failure creates safety and production risks, the Type SHD-GC provides proven performance. Its tinned copper conductor construction, electromagnetic shielding, and chemical-resistant jacket address the specific challenges of the underground mining environment.
Mining operations seeking to specify Type SHD-GC cable should partner with manufacturers experienced in mining cable production who understand the critical nature of these applications. Proper cable selection—matching conductor size to ampacity requirements, confirming voltage rating adequacy, and specifying appropriate jacket materials for the specific environment—ensures optimal performance.
Technical support from cable manufacturers can assist with application-specific questions, custom configuration requirements, and installation guidance. By selecting cables that meet rigorous industry standards and implementing proper installation and maintenance practices, mining operations ensure continuous, safe power delivery to critical equipment while protecting personnel from electrical hazards inherent in underground mining environments.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat