
Type W Single Conductor Portable Power Cable 2kV: Complete Technical Guide
Type W 2kV mining cable: EPR insulated, CPE jacketed portable power solution for electric locomotives. Constant flexing & reeling applications.
hongjing.Wang@Feichun
1/4/202611 min read
Mining operations demand power distribution solutions that can withstand the harshest industrial environments while maintaining consistent performance under constant movement and mechanical stress. Type W single conductor portable power cable rated at 2kV represents a specialized engineering solution designed specifically for these demanding applications, particularly in electric mining locomotives and gathering-reel equipment where flexibility, durability, and reliable power delivery are paramount.
What is Type W Single Conductor Portable Power Cable?
Type W mining cable is a heavy-duty portable power cable specifically engineered for mobile industrial equipment operating in underground mines, surface mining operations, and other harsh environments. The "W" designation indicates its classification as a weather-resistant, flexible portable power cable suitable for hard usage conditions according to industry standards.
The 2kV (2000 volt) rating indicates the cable's voltage class, making it appropriate for medium-voltage power distribution in mining locomotive applications. This voltage rating provides an optimal balance between power transmission efficiency and safety considerations in underground mining environments. Type W cables are available in both single conductor and multi-conductor configurations, with single conductor designs offering maximum flexibility for applications requiring independent phase routing or specialized gathering-reel installations.
Unlike fixed installation cables, Type W portable power cables are specifically constructed to endure continuous flexing, reeling, and unreeling cycles that occur in locomotive operations and mobile mining equipment. The single conductor configuration allows each phase to move independently, reducing mechanical stress at connection points and enabling tighter bend radii in confined mining spaces.
Applications of Type W 2kV Mining Cables
The primary application for Type W single conductor 2kV cables is in electric mining locomotives, where these cables serve as the critical power connection between the locomotive and the mine's electrical distribution system. In gathering-reel systems, the cable continuously winds and unwinds as the locomotive moves through the mine, requiring exceptional flexibility and abrasion resistance to maintain operational integrity over millions of flex cycles.
Mobile mining equipment including shuttle cars, continuous miners, and roof bolters also utilize Type W 2kV cables for their power supply needs. These applications share common requirements: the equipment must move frequently within confined spaces, the power connection must remain reliable despite constant motion, and the cable must resist damage from abrasion against rough mine surfaces, exposure to water and minerals, and occasional impact from falling debris.
Beyond mining, Type W 2kV single conductor cables find applications in other heavy industrial settings where portable power must be delivered reliably to mobile equipment. Construction sites, temporary power installations for large industrial projects, and specialized manufacturing facilities with relocatable equipment may all benefit from the robust construction and flexibility characteristics of Type W cables.
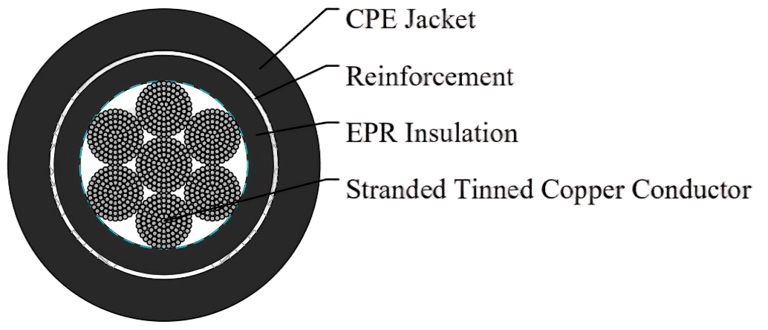
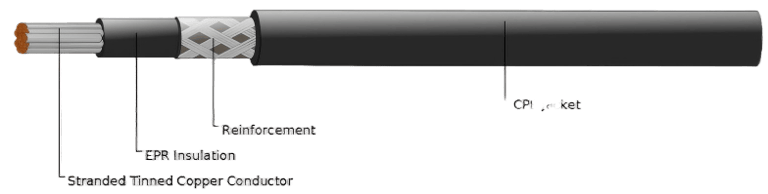
Technical Specifications & Construction
Conductor Design
The conductor in Type W 2kV cables consists of stranded annealed tinned copper, providing the optimal combination of electrical conductivity and mechanical flexibility required for portable power applications. Annealing softens the copper, allowing it to bend repeatedly without work-hardening and eventual breakage. The tinned coating serves multiple protective functions: it prevents oxidation that would increase electrical resistance, facilitates soldering and termination procedures, and provides additional corrosion resistance in the damp environments common in mining operations.
The stranding configuration typically follows Class B or Class I stranding per ASTM B 172, with numerous fine copper wires forming concentric layers around a central core. This stranding approach distributes mechanical stress across many individual wires, allowing the cable to flex repeatedly without conductor failure—a critical requirement given that mining locomotive cables may experience thousands of bending cycles during normal operation.
EPR Insulation System
Ethylene Propylene Rubber (EPR) insulation surrounds the conductor, providing electrical isolation while maintaining the flexibility essential for portable power applications. EPR offers several advantages over alternative insulation materials in mining environments. Its excellent electrical properties remain stable across a wide temperature range, with the material maintaining dielectric integrity at continuous operating temperatures up to 90°C and surviving brief overload conditions without permanent degradation.
The cross-linked molecular structure of EPR provides superior resistance to moisture absorption compared to many other insulation compounds. This characteristic proves crucial in mining environments where cables regularly encounter water, whether from natural groundwater seepage, dust suppression systems, or equipment cleaning procedures. EPR's inherent resistance to ozone and weathering also contributes to extended cable service life, even when portions of the cable remain exposed to outdoor conditions at mine entrances or surface facilities.
The insulation thickness is precisely engineered to meet the 2kV voltage rating requirements specified in ICEA S-75-381 standards, providing adequate electrical safety margins while minimizing overall cable diameter and weight—important considerations for handling and installation in confined mining spaces.
Reinforcement Layer
Between the EPR insulation and the outer jacket, Type W cables incorporate a polyester braid reinforcement layer that significantly enhances the cable's mechanical properties without substantially reducing flexibility. This textile reinforcement distributes tensile forces across the cable structure, preventing the jacket from directly stressing the insulation layer during bending or pulling operations.
The polyester braid also provides a smooth, stable surface over the insulation, which helps the outer jacket move independently during flexing operations. This relative movement between layers reduces internal stress concentrations that would otherwise accelerate aging and eventual failure in high-flex applications. The braid additionally serves as a mechanical cushion, absorbing impacts and abrasion forces before they reach the critical electrical components beneath.
CPE Jacket Protection
The outermost layer consists of a heavy-duty or extra-heavy-duty black Chlorinated Polyethylene (CPE) jacket that serves as the cable's primary defense against the brutal mechanical and chemical environment of mining operations. CPE was specifically selected for mining cable applications due to its exceptional combination of properties: outstanding abrasion resistance, excellent flexibility retention at low temperatures, resistance to oils and most industrial chemicals, and natural flame resistance.
The black coloration incorporates carbon black compounds that provide UV resistance for cable sections exposed to sunlight, while also offering superior heat dissipation compared to lighter colored jackets. The jacket thickness varies depending on the cable size and application requirements, with extra-heavy-duty specifications used for gathering-reel applications where abrasion against reel flanges and mine floors represents the primary failure mechanism.
CPE's resistance to aging ensures that the jacket maintains its protective properties throughout the cable's service life, unlike some rubber compounds that become brittle and crack with exposure to ozone, UV radiation, or temperature extremes. This durability translates directly to reduced maintenance costs and improved operational reliability in mining installations.
Industry Standards & Compliance
Type W single conductor 2kV portable power cables are manufactured in accordance with ICEA S-75-381 (Insulated Cable Engineers Association) and NEMA WC 58 standards, which specify the construction, materials, and performance requirements for portable and power feeder cables for use with mobile mining equipment. Compliance with these standards ensures interoperability between equipment from different manufacturers and provides mine operators with confidence in the cable's suitability for its intended application.
The conductor construction follows ASTM B 172 specifications for rope-lay stranded copper conductors, while the tinning process complies with ASTM B 33 requirements. These ASTM standards define precise metallurgical and dimensional criteria that ensure consistent conductor performance across different manufacturers and production batches.
For installations in Canadian mining operations, Type W cables may also meet CAN/CSA C22.2 No. 96 requirements for portable power cables. Additionally, cables intended for use in mines regulated by the United States Mine Safety and Health Administration (MSHA) undergo evaluation and approval processes specific to that regulatory framework, ensuring compliance with electrical safety requirements for underground coal and metal/non-metal mining operations.
Mechanical and Thermal Properties
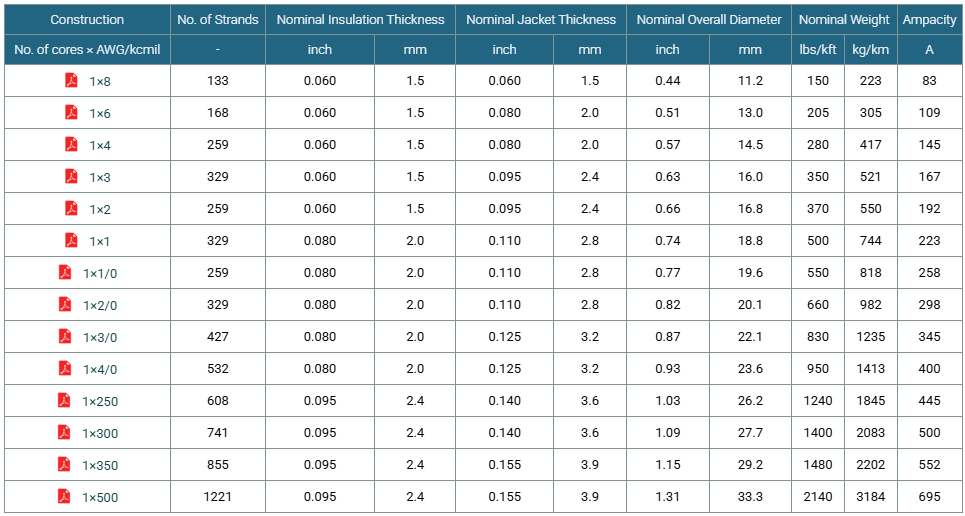
The mechanical flexibility of Type W 2kV cables is quantified by the minimum bending radius specification, typically six times the overall cable diameter. This parameter is critical for installation planning and gathering-reel design, as bending the cable beyond this limit during installation or operation can cause internal damage to the conductor stranding, insulation, or jacket that may not be immediately visible but will shorten service life or cause premature failure.
The maximum continuous conductor operating temperature of 90°C represents the thermal limit at which the cable can operate indefinitely without accelerated aging or degradation of materials. This rating accommodates normal load currents plus reasonable overload conditions while maintaining a safety margin below temperatures that would compromise insulation integrity. Emergency overload ratings may permit brief operation at higher temperatures, but sustained operation above the continuous rating will progressively reduce cable service life.
The cable's construction is specifically optimized for frequent flexing, reeling, and unreeling operations. Engineering analyses and accelerated life testing verify that the cable can withstand hundreds of thousands of flex cycles under typical mining service conditions. This durability derives from the careful selection and integration of all cable components—from the annealed conductor stranding to the flexible EPR insulation and the reinforcement layers that distribute mechanical stress.
Customization Options & Variants
While CPE jacketing represents the standard specification for Type W mining cables, alternative jacket compounds can be specified for specialized applications. Chlorosulfonated Polyethylene (CSP, also known by the trade name Hypalon) offers enhanced resistance to specific chemicals and slightly improved UV resistance. Polychloroprene (PCP, or neoprene) provides excellent oil resistance and may be preferred in applications with heavy exposure to petroleum-based lubricants. Nitrile Butadiene Rubber (NBR) offers superior oil and fuel resistance, while PVC jackets may be cost-effective for less demanding applications, though they sacrifice some flexibility and low-temperature performance.
Some Type W cable designs incorporate a two-layer jacket construction with reinforcing fiber embedded between the inner and outer jacket layers. This architecture provides additional mechanical protection while maintaining flexibility, making it particularly suitable for extremely abrasive environments or applications where the cable must be dragged across rough surfaces regularly.
Conductor sizes span a wide range to accommodate different power requirements, from smaller sizes for auxiliary equipment to large conductors capable of carrying hundreds of amperes for main locomotive power. Custom conductor sizes and special configurations can typically be manufactured to meet unique application requirements, though non-standard specifications may involve minimum order quantities and extended lead times.
Advantages of Type W 2kV Mining Cables
The engineered construction of Type W cables delivers multiple operational advantages in mining environments. The high flexibility allows installation in confined spaces and tight cable routing paths that would be impossible with less flexible cable types. This flexibility remains consistent throughout the cable's service life due to the inherent properties of EPR insulation and CPE jacketing, which resist the embrittlement that affects many elastomeric materials over time.
Durability in harsh environments represents perhaps the most significant advantage. The combination of abrasion-resistant CPE jacket, reinforcement layers, and flexible-yet-tough EPR insulation creates a cable assembly capable of withstanding the mechanical abuse inherent in mining operations while maintaining electrical integrity. This durability translates to extended service life, reducing the frequency of costly cable replacements and the associated equipment downtime.
In gathering-reel and mobile equipment applications, where the cable may cycle through tens of thousands of reeling operations over its lifetime, Type W cables demonstrate superior longevity compared to cables not specifically designed for these duty cycles. The financial return on investment in properly specified Type W cables becomes evident through reduced maintenance costs, fewer emergency repairs, and improved operational reliability of critical mining equipment.
Installation & Handling Guidelines
Proper installation practices are essential to realizing the full service life potential of Type W 2kV cables. The minimum bending radius must be respected during installation, cable routing, and termination. Installing the cable with bends tighter than specified will mechanically stress the conductor, potentially breaking individual copper strands and creating points of increased electrical resistance that generate heat during operation. Similarly, over-bending stresses the insulation and jacket, creating potential failure initiation sites.
For gathering-reel systems, correct reeling practices are critical. The cable should wind onto the reel in smooth, uniform layers without crossing over itself, as crossed cables create localized stress concentrations and accelerate jacket wear. The reel flanges and drum surface must be smooth and free of sharp edges or burrs that could damage the cable jacket during reeling operations. Proper tension during reeling prevents loose coils that can shift and become tangled while maintaining sufficient tightness to control the cable without overstressing it.
Regular inspection and maintenance programs should include visual examination of the cable jacket for cuts, abrasions, or exposed reinforcement layers. Particular attention should be paid to areas where the cable contacts the reel flanges and the cable route between the reel and the locomotive, as these represent the highest-stress locations. Periodic electrical testing, including insulation resistance measurements, can identify developing problems before they cause operational failures.
Type W Cable vs Other Mining Cable Types
Understanding the distinctions between various mining cable types helps in selecting the optimal cable for specific applications. Type G (ground-checking) cables include an additional ground-checking conductor that provides continuous monitoring of the grounding system integrity—a critical safety feature in some underground mining applications. Type SHD (super heavy-duty) cables feature exceptionally thick jackets for the most severe abrasion environments but sacrifice some flexibility.
Single conductor configurations like the Type W 2kV cable discussed here offer maximum flexibility and independent routing of phases, making them ideal for gathering-reel applications where the cable must bend in multiple planes simultaneously. Multi-conductor cables with all three phases plus ground in a single jacket simplify handling and installation for applications not requiring independent phase routing but may be less suitable for tight-bend gathering-reel applications.
The choice of Type W 2kV cables for locomotive and feeder applications typically derives from the specific combination of voltage class, flexibility, and durability required. Lower voltage applications may use Type W 600V cables, while installations requiring higher voltage distribution would specify Type W at 5kV or higher ratings. The 2kV rating represents the sweet spot for many mining locomotive installations, providing adequate voltage for efficient power transmission over moderate distances while maintaining equipment safety margins.
Ampacity & Electrical Performance
The current-carrying capacity (ampacity) of Type W single conductor cables depends on conductor size, installation conditions, and thermal environment. Ampacity tables provided by cable manufacturers specify current ratings for various conductor sizes under defined conditions, typically assuming operation in free air at a specific ambient temperature. Actual installation conditions may require derating factors when cables operate in high ambient temperatures, when multiple cables are bundled together, or when cables are partially enclosed in cable trays or conduit.
Voltage drop calculations are essential for longer cable runs, as excessive voltage drop reduces the voltage available at the load and decreases equipment efficiency. The conductor resistance, which varies with conductor size and temperature, determines the voltage drop for a given current. Mining locomotive installations typically require voltage drop calculations to ensure adequate voltage reaches the locomotive under full load conditions, particularly when the cable length extends to the maximum reel capacity.
Current-carrying capacity also relates to the cable's thermal performance. The 90°C conductor temperature rating establishes the maximum safe operating temperature, but achieving optimal cable life requires operating below this limit during normal conditions. Proper ampacity selection ensures the cable temperature remains within acceptable limits even during peak load conditions, extending service life and maintaining insulation integrity over many years of operation.
Frequently Asked Questions
What does Type W mean in mining cable terminology?
The Type W designation indicates a portable power cable designed for hard or extra-hard usage in industrial applications, particularly mining. The "W" classification was established by industry standards organizations to identify cables meeting specific construction, flexibility, and durability requirements for mobile equipment applications. Type W cables must withstand repeated flexing, exposure to harsh environmental conditions, and mechanical abuse while maintaining electrical integrity, distinguishing them from cables designed for fixed installations.
Why is EPR insulation preferred in mining cables over other insulation materials?
EPR (Ethylene Propylene Rubber) insulation combines several properties that make it ideal for mining applications. Its excellent moisture resistance prevents water absorption that would compromise electrical performance in damp mining environments. EPR maintains flexibility across a wide temperature range, from cold temperatures near mine entrances to elevated temperatures during heavy electrical loading. The material's inherent resistance to ozone and weathering ensures long service life, while its electrical properties remain stable throughout the cable's operating temperature range up to 90°C.
When is an extra-heavy-duty jacket required rather than a standard heavy-duty jacket?
Extra-heavy-duty jacket specifications are typically required for gathering-reel applications where the cable continuously drags across reel flanges and mine floors during reeling operations. The thicker jacket provides additional protection against the severe abrasion encountered in these applications. Standard heavy-duty jackets may suffice for portable power applications where the cable remains relatively stationary during operation or experiences less severe mechanical exposure. The choice depends on a risk assessment of the specific installation and operational conditions.
Can Type W cables be used in wet and outdoor environments?
Yes, Type W cables with CPE jackets are specifically designed to function reliably in wet conditions and outdoor environments. The CPE jacket is inherently water-resistant, while the EPR insulation does not absorb significant moisture. The cable construction meets requirements for wet locations as defined in electrical codes. However, proper termination practices using appropriate cable glands or sealing systems are essential to prevent water ingress at connection points. Regular inspection should verify jacket integrity, as any cuts or damage that expose the underlying layers could allow moisture infiltration if not promptly repaired.
Type W single conductor portable power cables rated at 2kV represent a specialized engineering solution that addresses the unique challenges of power distribution in mining locomotive and mobile equipment applications. The careful integration of stranded tinned copper conductors, EPR insulation, polyester reinforcement, and CPE jacketing creates a cable assembly capable of delivering reliable power through millions of flex cycles in the harshest industrial environments. Understanding the technical specifications, proper application, and correct installation practices ensures these cables deliver optimal performance and service life in demanding mining operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat