
Type W Three-Conductor Round Portable Power Cable 2kV for Mining and Industrial Applications
Durable Type W 3-conductor round portable power cable 2kV for mining, tunneling and heavy-duty power distribution, with EPR insulation, reinforced CPE jacket and 90°C ampacity performance.
hongjing.Wang@Feichun
1/5/20269 min read
Introduction to Type W 2kV Mining Cable
In the demanding environments of mining operations and heavy industrial facilities, electrical power distribution requires cables engineered to withstand extreme mechanical stress, environmental hazards, and continuous movement. The Type W three-conductor round portable power cable 2kV represents a specialized solution designed specifically for these challenging applications. This heavy-duty power cable delivers reliable electrical service to mobile mining equipment, portable substations, and industrial machinery operating in harsh conditions where conventional fixed-installation cables would quickly fail.
Type W cables offer exceptional flexibility combined with robust construction, making them ideal for temporary and portable power systems that must be frequently repositioned or subjected to rough handling. The three-conductor round configuration eliminates the need for separate grounding conductors in applications where bare grounding is not required, simplifying installation and reducing overall system cost. These cables excel in mining pits, underground tunnels, construction sites, and industrial plants where equipment mobility and cable durability are paramount concerns.
Standards and Regulatory Compliance
Compliance with recognized industry standards ensures that Type W 3-conductor round portable power cable 2kV for mining equipment meets stringent safety and performance requirements. The primary governing standard is ICEA S-75-381 / NEMA WC 58, which establishes comprehensive specifications for portable and power feeder cables used in mining applications. This standard defines conductor construction, insulation properties, jacket materials, voltage ratings, and testing protocols that cables must satisfy.
Material specifications follow ASTM B172 for annealed copper conductors and ASTM B33 for tinned copper conductors, ensuring consistent electrical conductivity and corrosion resistance. Canadian installations reference CAN/CSA C22.2 No. 96, which harmonizes with U.S. standards while addressing specific Canadian regulatory requirements.
Why does compliance matter? Mining operations face rigorous electrical inspections, and non-compliant cables can result in project delays, failed inspections, equipment damage, and serious safety hazards. Regulatory approval demonstrates that cables have undergone independent testing for voltage withstand capability, insulation integrity, flame resistance, and mechanical durability. For mining companies, using certified cables reduces liability risks and ensures that electrical systems can operate safely in potentially explosive atmospheres or wet conditions typical of underground mining environments.
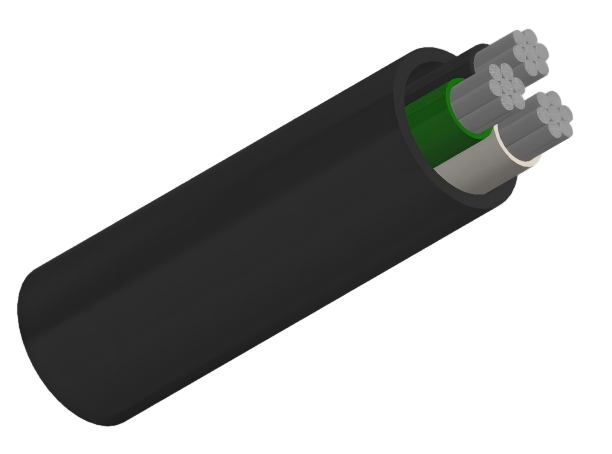
Construction and Materials
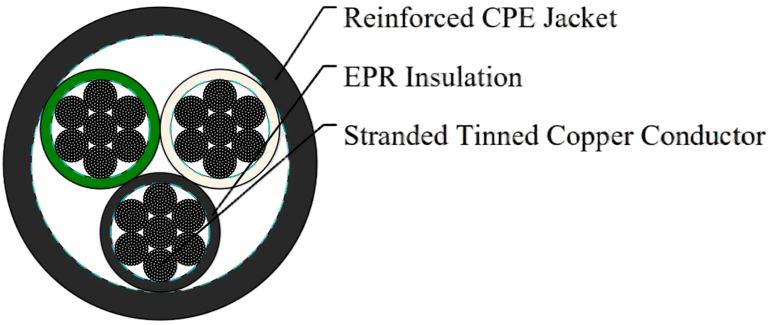
The robust construction of heavy-duty Type W 2kV mining cable with EPR insulation and CPE jacket begins with the conductor assembly. Stranded annealed tinned copper conductors provide the foundation for reliable current-carrying capacity. The stranding configuration—typically Class B or Class C per ASTM standards—delivers the flexibility needed for portable applications while maintaining excellent electrical conductivity. Tinning the copper strands with a layer of tin coating offers superior corrosion resistance in damp mining environments and facilitates easier termination during installation.
Surrounding each conductor is Ethylene Propylene Rubber (EPR) insulation, a synthetic elastomer chosen for its outstanding dielectric properties and thermal performance. EPR insulation maintains its integrity at the cable's maximum operating temperature of 90°C, resisting thermal degradation even during sustained high-current loads. The insulation thickness varies according to conductor size and voltage rating, with 2kV cables featuring sufficient insulation to provide reliable service at voltages up to 2000 volts phase-to-phase.
The outer protective layer consists of a reinforced black Chlorinated Polyethylene (CPE) jacket engineered to withstand the punishing conditions found in mining and industrial environments. CPE offers exceptional resistance to abrasion, impact, crushing, tearing, oils, chemicals, and moisture—all common hazards in mining operations. Cables with overall diameters exceeding 2.0 inches receive extra-heavy-duty CPE jackets for enhanced mechanical protection. The black coloration provides UV resistance for cables exposed to sunlight during surface mining operations or outdoor storage.
Optional Designs and Customization
While standard CPE jacketing serves most mining applications effectively, specialized environments may require alternative jacket materials. Optional jacket compounds include:
CSP (Chlorosulfonated Polyethylene): Offers superior ozone resistance and weatherability for cables frequently exposed to outdoor conditions and sunlight.
PCP (Polychloroprene): Provides excellent oil resistance and maintains flexibility across a wide temperature range, suitable for equipment operating in extreme cold or heat.
NBR (Nitrile Butadiene Rubber): Delivers outstanding resistance to petroleum-based oils, making it ideal for applications near hydraulic equipment or diesel-powered machinery.
PVC (Polyvinyl Chloride): A cost-effective alternative offering good general-purpose protection, though with reduced flexibility and abrasion resistance compared to CPE.
For applications demanding maximum mechanical protection—such as cables dragged across rough rock surfaces or subjected to repeated impact from falling debris—a two-layer jacket construction with reinforcing fiber between layers provides enhanced durability. This reinforced design significantly extends cable service life in the most abusive environments, reducing replacement frequency and maintenance costs.
Mechanical and Thermal Performance
Understanding the mechanical limitations of Type W cables ensures proper installation and prevents premature failure. The minimum bending radius specification of six times the cable's overall diameter (6× OD) represents the tightest bend the cable can safely negotiate without risking insulation damage or conductor stress. For example, a cable with a 2.0-inch overall diameter requires a minimum bending radius of 12 inches. Violating this specification during installation or operation can cause internal damage that compromises electrical performance and creates safety hazards.
The maximum conductor operating temperature of +90°C establishes the thermal limit for continuous operation. Cable ampacity ratings—the maximum current a cable can safely carry—are calculated based on a 40°C ambient temperature, which represents typical conditions in many mining environments. However, mines at greater depths or in tropical climates may experience higher ambient temperatures, requiring ampacity derating to prevent excessive conductor heating.
Temperature also affects cable flexibility, with CPE jackets maintaining reasonable pliability down to approximately -40°C. In arctic mining operations or winter conditions in northern regions, cables may require preheating or special low-temperature jacket compounds to facilitate installation and prevent jacket cracking.
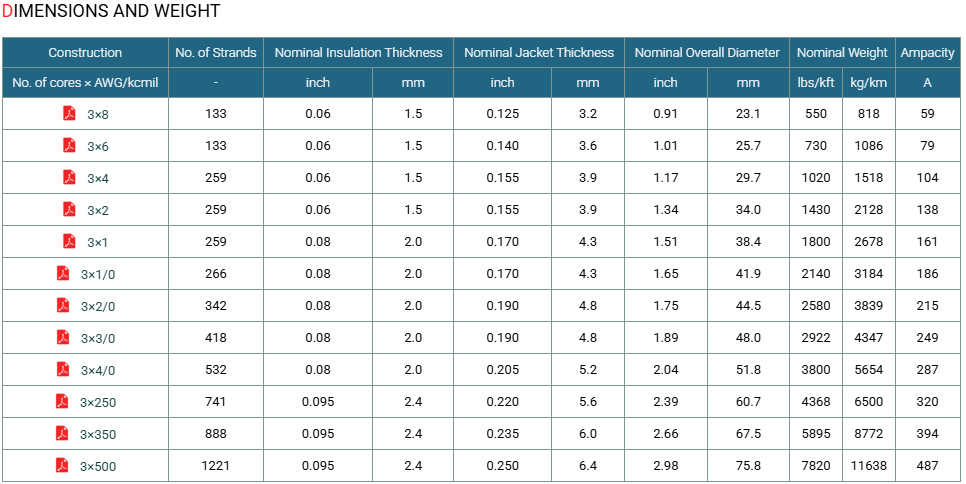
Dimensions, Ampacity and Selection Guide
Type W 2kV mining cable is available in a comprehensive range of conductor sizes to accommodate various power distribution requirements. Smaller cables typically start at 6 AWG (American Wire Gauge) for lighter portable tools and extend through common sizes like 2 AWG, 1/0 AWG, 2/0 AWG, and 4/0 AWG for medium-duty equipment. Large mining equipment such as draglines, continuous miners, and high-capacity portable substations may require cables in kcmil sizes—250 kcmil, 350 kcmil, 500 kcmil, or even 750 kcmil for the highest power applications.
Each conductor size features specific insulation thickness per ICEA standards, typically ranging from 80 mils (0.080 inches) for smaller conductors to 110 mils for larger sizes. Jacket thickness similarly increases with cable size, from approximately 80 mils on small cables to 140-160 mils on extra-heavy-duty constructions. Overall cable diameter and weight per unit length increase correspondingly, with large 500 kcmil three-conductor cables potentially exceeding 3.5 inches in diameter and weighing over 10 pounds per foot.
Selecting the appropriate conductor size requires careful analysis of several factors:
Load current requirements: Calculate the maximum sustained and peak currents the cable must carry, including consideration of motor starting currents.
Installation method: Cables installed in free air dissipate heat more effectively than cables bundled together or installed in conduit, affecting ampacity.
Voltage drop limitations: Longer cable runs require larger conductors to maintain acceptable voltage drop, typically 3% or less for branch circuits and 5% for feeder circuits.
Future expansion: Selecting conductors with some capacity margin accommodates potential equipment upgrades without requiring cable replacement.
Typical Mining and Industrial Applications
The versatility of Type W 3-conductor round portable power cable 2kV makes it indispensable across numerous mining and industrial applications. In surface mining operations, these cables supply power to electric rope shovels, bucket-wheel excavators, portable crushing equipment, and mobile conveyor systems that must frequently relocate as mining advances. The cables' flexibility and durability allow them to be dragged across rough terrain, coiled for storage, and repositioned without sustaining damage.
Underground mining presents even more demanding conditions where cables must resist moisture, chemical exposure from ground water and diesel exhaust, and mechanical abuse from rock falls and equipment contact. Type W cables power continuous mining machines, roof bolters, shuttle cars, and ventilation fans essential for safe underground operations. The cables' resistance to oils and chemicals proves crucial in underground environments where hydraulic fluid leaks and fuel spills are common occurrences.
Tunneling projects for transportation infrastructure, water systems, or mining access employ Type W cables to energize tunnel boring machines, mucking equipment, and temporary lighting systems. The cables must withstand being repeatedly dragged through partially constructed tunnels while maintaining electrical integrity.
Industrial facilities including steel mills, foundries, manufacturing plants, and power generation stations use Type W cables for portable welding equipment, mobile cranes, temporary construction power, and maintenance applications requiring frequent circuit reconfiguration. The cables' 2kV voltage rating provides adequate insulation for 480V, 600V, and even 1000V industrial distribution systems with appropriate safety margins.
Installation, Handling and Safety Considerations
Proper installation practices maximize Type W cable performance and service life while ensuring worker safety. During cable handling and routing, respect the minimum bending radius specification to prevent insulation damage. Avoid sharp edges, protrusions, or rough surfaces that could abrade the jacket during cable movement. Where cables must traverse areas with sharp rock or metal edges, install protective cable mats, bridge channels, or other mechanical guards.
Support cables adequately using appropriate cable hangers, suspension systems, or support blocks spaced at reasonable intervals to prevent excessive sag and mechanical stress. For portable applications where cables are frequently moved, avoid dragging them whenever possible—instead, use cable reels or have personnel carry cables to new locations. When coiling cables for storage, use large-diameter reels or coils that exceed the minimum bending radius, and avoid kinking or twisting the cable during coiling.
Electrical safety requires attention to several critical factors. Verify that the cable's 2kV voltage rating exceeds the system operating voltage with adequate margin—typically a cable rated for at least 133% of nominal system voltage. Install overcurrent protection (circuit breakers or fuses) sized according to the cable's ampacity and downstream equipment requirements. This protection prevents conductor overheating during overload or fault conditions.
Implement a periodic inspection program examining cables for jacket damage, abrasion, cuts, deformation, or other visible degradation. In mining environments, daily visual inspections before shifts begin help identify damaged cables before they create hazards. More thorough inspections at regular intervals should include insulation resistance testing (megger testing) to detect insulation deterioration not visible externally.
Ensure proper strain relief at cable terminations to prevent conductor pullout and maintain termination integrity during cable movement. Use appropriate cable connectors and termination hardware rated for the cable size, current level, and environmental conditions. Mining applications often employ pin-and-sleeve connectors or explosion-proof connectors meeting MSHA (Mine Safety and Health Administration) requirements.
Common Cable Problems and Solutions
Problem: Premature jacket abrasion and wear
This frequently occurs when Type W cables are dragged across rough rock, concrete, or abrasive surfaces. The solution involves implementing protective measures such as cable mats in high-traffic areas, using cable bridges at crossing points, and training personnel to minimize dragging. Consider upgrading to extra-heavy-duty jacket construction or reinforced two-layer jacketing for exceptionally abusive environments.
Problem: Water ingress at damaged jacket areas
Mining environments expose cables to constant moisture, and any jacket breach allows water penetration that can compromise insulation and conductor integrity. Regular inspection programs identifying jacket damage early enable timely repair with appropriate splicing techniques or cable replacement before water ingress causes electrical failures. For critical applications in wet environments, consider cables with additional moisture barriers or sealed construction.
Problem: Connector failures and termination issues
Inadequate strain relief, improper connector installation, or using connectors not rated for mining duty results in frequent connection failures. Solutions include using heavy-duty industrial connectors specifically designed for mining applications, implementing proper strain relief boots, and ensuring terminations are made by qualified electricians following manufacturer specifications. Regular connector inspection and maintenance prevents unexpected power interruptions.
Problem: Insufficient ampacity causing conductor overheating
This occurs when cables are undersized for the load or when ambient temperatures exceed the 40°C design basis. Monitor conductor temperatures during operation using infrared thermography or temperature indicators. If overheating is detected, reduce load current, improve cable ventilation, or upgrade to larger conductor sizes. Account for derating factors when cables are bundled together or installed in confined spaces with limited heat dissipation.
Problem: Cable stiffness in cold weather affecting handling
Mining operations in cold climates experience difficulties handling standard CPE-jacketed cables in winter conditions. Consider low-temperature jacket compounds specified for operation down to -50°C or colder. Alternatively, store cables in heated facilities and preheat them before installation during extremely cold weather.
Conclusion
The Type W three-conductor round portable power cable 2kV represents an engineered solution addressing the unique challenges of mining and heavy industrial power distribution. Through its combination of flexible stranded tinned copper conductors, thermally stable EPR insulation, and reinforced CPE jacketing, this cable delivers reliable electrical service in environments that would quickly destroy ordinary cables. Compliance with ICEA, NEMA, and CSA standards ensures these cables meet rigorous safety and performance requirements essential for mining operations.
Selecting the appropriate conductor size, jacket material, and construction options based on specific application requirements—combined with proper installation practices and regular maintenance—maximizes cable service life and ensures safe, reliable power delivery to critical mining equipment. Understanding the mechanical and thermal limitations of Type W cables, implementing protective measures against common failure modes, and addressing problems promptly when they arise are essential elements of effective cable management in mining operations.
As mining operations continue advancing into deeper deposits, more remote locations, and increasingly challenging geological conditions, the robust construction and proven performance of Type W portable power cables will remain fundamental to safe and productive mining operations worldwide.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat