
VDE 0250 Certified Halogen-Free Reeling Cable for Heavy-Duty Reels, Hoists, and Mobile Equipment – Engineered for Extreme Mechanical Stress
VDE 0250 certified halogen-free polyurethane-jacketed reeling cable for mining, port cranes, hoists, and mobile equipment. Rated 0.6/1 kV (2.5 kV test), –50 °C to +90 °C, ± 50°/m torsion, 180 m/min drum speed, oil- and water-resistant to 50 m, RoHS and CE compliant.
hongjing.Wang@Feichun
7/29/202510 min read

Modern industrial operations demand cables that can withstand the most challenging mechanical environments whilst maintaining electrical integrity and safety standards. The VDE 0250 certified halogen-free reeling cable represents a pinnacle of engineering excellence, specifically designed to handle extreme mechanical stress in heavy-duty applications. This polyurethane-jacketed cable delivers exceptional performance under conditions that would compromise conventional electrical cables, making it the preferred choice for critical industrial infrastructure.
Engineered with a sophisticated multi-layer construction, this halogen-free reeling cable incorporates advanced materials and design principles to ensure reliable operation in the harshest environments. The cable's robust architecture features bare copper fine-stranded conductors, polyester-based insulation, and dual polyurethane jackets with torsion reinforcement, creating a system capable of handling extreme mechanical loads whilst maintaining electrical performance rated at 0.6/1 kV with a test voltage of 2.5 kV.
Product Overview: VDE 0250 Certified Halogen-Free Reeling Cable Engineered for Extreme Mechanical Stress
Industrial Sectors: Mining Operations, Port Facilities, Heavy-Duty Reels, Hoists, Mobile Equipment
The versatility of this heavy-duty cable makes it indispensable across multiple industrial sectors. In mining operations, where equipment faces constant mechanical stress from vibration, tensile loads, and environmental extremes, this VDE 0250 certified halogen-free cable for mining reels provides the reliability essential for continuous operation. The cable's ability to operate in temperatures ranging from –50°C to +90°C ensures consistent performance in underground mines and surface operations alike.
Port facilities present unique challenges with their combination of marine environments, heavy lifting operations, and continuous duty cycles. The polyurethane-sheathed reeling cable for port crane hoists excels in these applications, offering superior resistance to oil, moisture, and mechanical wear. Container handling systems, ship-to-shore cranes, and mobile harbour equipment all benefit from the cable's robust construction and environmental resistance.
Mobile equipment applications, including rail-mounted motors, agricultural machinery, and transport systems, require cables that can withstand constant flexing, torsion, and dynamic loads. This high-speed 180 m/min drum cable for mobile equipment addresses these demands with its advanced torsion resistance and ability to handle rapid deployment and retraction cycles.
Standards and Compliance
VDE 0250 Low-Voltage Cable Certification
The VDE 0250 standard represents one of the most stringent certification requirements for low-voltage cables in industrial applications. This comprehensive standard encompasses design requirements, material specifications, testing protocols, and performance criteria that ensure cables meet the highest safety and reliability standards. Compliance with VDE 0250 demonstrates that the cable has undergone rigorous testing for electrical performance, mechanical strength, environmental resistance, and fire safety characteristics.
The certification process involves extensive laboratory testing including conductor resistance measurements, insulation integrity testing, mechanical stress analysis, and long-term ageing studies. This thorough evaluation ensures that the cable will perform reliably throughout its operational lifespan, even under the most demanding conditions encountered in industrial environments.
Halogen-Free, RoHS-Compliant, CE Marking (2014/35/EU Low-Voltage Directive)
Environmental responsibility and regulatory compliance are fundamental aspects of modern cable design. This halogen-free reeling cable eliminates the use of halogenated compounds in its construction, significantly reducing the emission of toxic gases in the event of fire. This characteristic is particularly crucial in enclosed environments such as mining tunnels, ship holds, and industrial facilities where personnel safety is paramount.
RoHS compliance ensures that the cable manufacturing process excludes hazardous substances including lead, mercury, cadmium, and other restricted materials. This commitment to environmental stewardship extends throughout the product lifecycle, from manufacturing to disposal. The CE marking under the 2014/35/EU Low-Voltage Directive confirms conformity with European safety, health, and environmental protection standards, facilitating international trade and ensuring consistent quality standards across global markets.


Construction and Materials
Conductor: Bare Copper Fine-Stranded (DIN VDE 0295 Class 5 / IEC 60228 Cl.5)
The electrical heart of this heavy-duty torsion-resistant cable –50°C to +90°C lies in its precision-engineered conductor system. Utilising bare copper fine-stranded construction compliant with DIN VDE 0295 Class 5 and IEC 60228 Class 5 specifications, the conductors provide exceptional flexibility whilst maintaining low electrical resistance. The fine-stranded design, comprising numerous individual copper wires, ensures superior flex life and resistance to fatigue failure under continuous bending and torsion cycles.
Class 5 conductor construction represents the finest stranding classification, optimised for applications requiring maximum flexibility and mechanical durability. This construction method distributes mechanical stress across multiple individual strands, preventing stress concentration that could lead to conductor failure. The bare copper construction eliminates any coating materials that might compromise flexibility or introduce additional failure modes under extreme mechanical stress.
Insulation: Polyester-Based Core Insulation
The insulation system employs advanced polyester-based materials specifically selected for their excellent electrical properties and mechanical resilience. This insulation provides superior dielectric strength whilst maintaining flexibility across the cable's entire operating temperature range. The polyester formulation offers excellent resistance to moisture, chemicals, and mechanical wear, ensuring long-term insulation integrity even under challenging environmental conditions.
The insulation system design incorporates optimised wall thickness and material properties to achieve the required voltage rating of 0.6/1 kV whilst minimising overall cable diameter. This balance between electrical performance and mechanical properties is crucial for reeling applications where space constraints and weight considerations are critical factors.
Inner Jacket: Polyurethane (PU)
The inner polyurethane jacket serves as a critical protective barrier, providing mechanical protection for the insulated conductors whilst contributing to the cable's overall structural integrity. This PU inner jacket offers excellent resistance to abrasion, tear propagation, and impact damage, protecting the delicate conductor insulation from mechanical stress during installation and operation.
The polyurethane formulation provides excellent adhesion to the underlying insulation system whilst maintaining flexibility across the full temperature range. This ensures that the cable maintains its integrity during thermal cycling and prevents moisture ingress that could compromise electrical performance.
Torsion Reinforcement: Open Polyester Support Braid
A sophisticated open polyester support braid provides essential torsion reinforcement, enabling the cable to withstand the ± 50° per metre torsion specification. This reinforcement system distributes torsional loads across the cable structure, preventing localised stress concentrations that could lead to premature failure. The open braid design maintains cable flexibility whilst providing the necessary structural support for demanding reeling applications.
The polyester material selection offers excellent fatigue resistance and maintains its mechanical properties throughout the cable's operational temperature range. The braid architecture allows for controlled expansion and contraction during thermal cycling whilst maintaining structural integrity.
Outer Jacket: Black PU, Silicone-Free, LBS-Free Production
The outer polyurethane jacket represents the cable's first line of defence against environmental hazards. Manufactured using silicone-free and LBS-free production processes, this jacket eliminates potential contamination sources that could compromise performance in sensitive applications. The black coloration provides UV resistance for outdoor applications whilst maintaining professional appearance standards.
The outer jacket formulation provides exceptional resistance to oils, chemicals, moisture, and mechanical wear. This oil- and water-resistant halogen-free reeling cable can operate continuously underwater up to 50 metres depth (non-potable water applications), demonstrating the superior sealing properties of the jacket system.
Key Technical Data
Rated Voltage: 0.6/1 kV; Test Voltage: 2.5 kV
The electrical rating of 0.6/1 kV provides versatility for a wide range of industrial applications, from control circuits to medium-power distribution systems. The test voltage of 2.5 kV demonstrates significant electrical safety margins, ensuring reliable operation even under transient voltage conditions or electrical stress scenarios common in industrial environments.
This voltage rating aligns with international standards for industrial cable applications whilst providing the flexibility needed for diverse system requirements. The substantial test voltage margin ensures long-term electrical integrity even under challenging operating conditions.
Temperature Range
The cable's temperature performance specifications reflect its suitability for extreme environmental conditions:
Fixed Installation: –50°C to +90°C - This wide temperature range accommodates both arctic and high-temperature industrial environments. The lower temperature capability is essential for outdoor installations and cold storage applications, whilst the high-temperature rating suits applications near heat sources or in high ambient temperature environments.
Dynamic Applications: –40°C to +90°C - The dynamic temperature range recognises that moving cables experience additional heating from mechanical work and may require slightly reduced low-temperature capability to maintain flexibility during operation.
The conductor temperature rating of +90°C maximum ensures that electrical heating under full load conditions remains within safe operational limits, preventing insulation degradation and maintaining long-term reliability.
Mechanical Properties
Tensile Stress (Without Support): The cable can withstand tensile loads up to 25 N/mm² without integral support elements, making it suitable for moderate vertical installations. For applications requiring higher tensile loads, variants with integrated support elements are available.
Bending Radius:
Fixed installation: 6 × d (six times the cable diameter)
Dynamic applications: 6 × d standard, 7.5 × d for roller applications
These bending radius specifications ensure that the cable can be installed and operated without compromising mechanical or electrical integrity. The slightly larger radius for roller applications accommodates the additional stress imposed by rigid contact surfaces.
Torsion Angle: ± 50° per metre - This exceptional torsion capability enables the cable to accommodate the twisting motion inherent in many reeling applications without degradation of performance or service life.
Travel Speeds
The cable's dynamic performance capabilities include:
Drum operation: up to 180 m/min - Suitable for high-speed reeling applications
Vertical pay-out: up to 120 m/min - Accommodates lifting and positioning equipment
These speed ratings reflect the cable's ability to handle the dynamic stresses associated with rapid deployment and retraction whilst maintaining electrical continuity and mechanical integrity.


Special Features
Reduced Outer Diameter and Weight
Advanced materials and optimised construction enable this cable to achieve reduced outer diameter and weight compared to conventional designs. This weight reduction provides significant benefits in mobile applications, reducing structural loads and improving equipment efficiency. Smaller diameter facilitates installation in confined spaces and enables higher packing density on cable reels.
Optional Continuous Underwater Use (Up to 50 m, Non-Potable Water)
The cable's exceptional sealing properties enable continuous underwater operation up to 50 metres depth in non-potable water applications. This capability extends the cable's utility to marine environments, underwater equipment, and flood-prone industrial areas. The polyurethane jacket system provides complete moisture barrier protection whilst maintaining flexibility and mechanical properties underwater.
Oil-Resistant per EN 60811-2-1; Flame Behavior per IEC 60332-1
Chemical resistance testing per EN 60811-2-1 confirms the cable's suitability for oil-contaminated environments common in industrial applications. The flame behaviour certification per IEC 60332-1 ensures that the cable will not propagate flame in the event of fire exposure, contributing to overall facility safety.
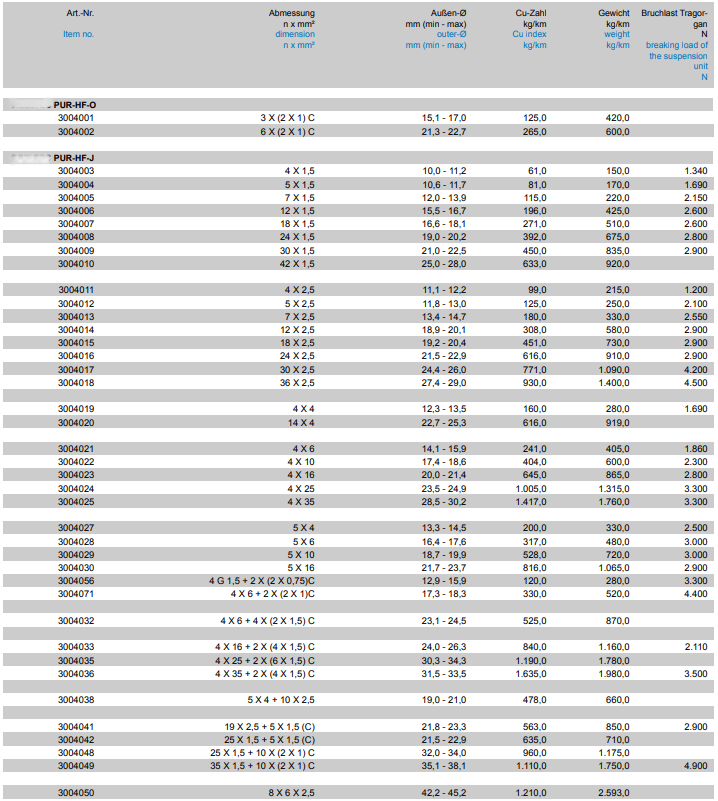
Typical Product Range
The comprehensive product range accommodates diverse application requirements with configurations ranging from 4 × 1.5 mm² to 4 × 35 mm² cross-sections. Multi-core variants include combinations with control circuits, such as 4 × 6 + 2 × (2 × 1)C and 4 × 16 + 2 × (4 × 1.5)C configurations, providing integrated power and control capability in a single cable.
Outer diameters range from approximately 10 mm for smaller configurations to over 34 mm for the largest variants, with corresponding weight variations from 150 kg/km to over 1,400 kg/km. Current carrying capacity follows DIN VDE standards with specific ratings available in technical appendices.
Applications
Mining Equipment Reel Cables and Reeling Drums
Mining operations present some of the most challenging environments for electrical equipment. Underground mines subject cables to extreme temperatures, moisture, corrosive atmospheres, and intense mechanical stress. Surface mining operations add UV exposure, temperature cycling, and abrasive dust to the challenge matrix. This VDE 0250 certified halogen-free cable for mining reels addresses these challenges with its robust construction and comprehensive environmental resistance.
Continuous-miner equipment, longwall systems, and mobile mining machinery all benefit from the cable's ability to withstand constant flexing, torsion, and environmental exposure. The halogen-free construction provides essential safety benefits in confined underground spaces where toxic gas emission could endanger personnel.
Port Crane Hoists and Container Handling Systems
Port facilities combine marine environments with heavy industrial operations, creating unique challenges for electrical infrastructure. Salt spray, temperature cycling, UV exposure, and intense mechanical loads demand cables with exceptional durability and environmental resistance. The polyurethane-sheathed reeling cable for port crane hoists provides the reliability essential for continuous port operations.
Ship-to-shore cranes, rubber-tyred gantry cranes, and automated container handling systems all require cables capable of handling rapid cycling, high speeds, and precise positioning loads. The cable's high-speed rating of 180 m/min and superior torsion resistance make it ideal for these demanding applications.
Mobile Machinery and Rail-Mounted Motors
Transportation and mobile equipment applications require cables that can withstand constant movement, vibration, and environmental exposure whilst maintaining electrical performance. Rail-mounted motors, mining trucks, and agricultural equipment all benefit from the cable's flexible construction and wide temperature range.
The cable's ability to handle rapid temperature cycling and mechanical stress makes it particularly suitable for equipment that operates in varying environmental conditions throughout operational cycles.
Conveyors, Agricultural Machinery, and Extreme-Environment Deployments
Conveyor systems in industrial facilities often require long cable runs subject to continuous flexing and environmental exposure. The cable's excellent mechanical properties and environmental resistance ensure reliable operation throughout extended service life.
Agricultural machinery faces unique challenges including exposure to fertilisers, pesticides, moisture, and extreme temperature variations. The cable's chemical resistance and wide temperature range provide the durability essential for reliable agricultural operations.
Benefits and Customer Value
Exceptional Durability Under Torsion, Bending, and Tensile Loads
The cable's sophisticated construction delivers exceptional mechanical durability, translating to reduced maintena
Frequently Asked Questions
Q: What is the difference between fixed and dynamic temperature ratings?
A: Fixed installations allow for the full temperature range of –50°C to +90°C as the cable experiences minimal mechanical work. Dynamic applications are rated –40°C to +90°C because moving cables generate additional heat from mechanical work and may require slightly higher minimum temperatures to maintain optimal flexibility during operation.
Q: How does the torsion resistance of ± 50° per metre compare to standard cables?
A: This torsion capability significantly exceeds standard cable specifications, typically 2-3 times higher than conventional designs. The integrated polyester support braid distributes torsional loads and prevents stress concentration, enabling reliable operation in demanding reeling applications.
Q: Can this cable be used in wet environments without additional protection?
A: Yes, the polyurethane jacket system provides excellent moisture resistance for standard wet environments. The cable can even operate continuously underwater up to 50 metres depth in non-potable water applications, demonstrating superior sealing capabilities.
Q: What maintenance considerations apply to reeling cable installations?
A: Regular inspection of mechanical connections, assessment of jacket condition for cuts or abrasion, and monitoring of reel system alignment are essential. The cable's robust construction minimises maintenance requirements, but proper installation and operational practices ensure optimal service life.
Q: How does the halogen-free construction benefit industrial facilities?
A: Halogen-free construction eliminates toxic gas emissions in fire scenarios, improving personnel safety and reducing environmental impact. This is particularly important in confined spaces such as mining tunnels, ship holds, and enclosed industrial facilities where gas accumulation could endanger personnel.
The VDE 0250 certified halogen-free reeling cable represents the convergence of advanced materials science, precision engineering, and comprehensive regulatory compliance. Its exceptional mechanical properties, environmental resistance, and electrical performance make it the preferred choice for critical industrial applications where reliability, safety, and performance are non-negotiable requirements.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat