
VDE 0295 Crane PUR Cable: Oil, Thermal & Mechanical Resistant, Halogen-Free, Flame-Retardant
VDE 0295 Crane PUR Cable – Halogen-free, flame-retardant, oil, thermal & mechanical resistant. Designed for reeling applications under low, medium, and high stress, with -40°C flexibility, space-saving diameter, and high tensile strength for hoists, conveyors, and cranes.
hongjing.Wang@Feichun
8/12/20258 min read




1. Introduction
In the demanding world of industrial material handling and crane operations, the reliability of electrical cables can make the difference between seamless productivity and costly downtime. The VDE 0295 Crane PUR Cable represents a pinnacle of engineering excellence, specifically designed to meet the rigorous demands of reeling applications across diverse industrial environments.
This specialized polyurethane cable system addresses the critical challenges faced by modern industrial operations, where equipment must perform consistently under extreme mechanical stress while maintaining electrical integrity. The VDE 0295 certification ensures compliance with stringent European standards, while the cable's halogen-free and flame-retardant properties (IEC 60332-1-2) provide essential safety assurance in high-risk industrial environments.
The industrial significance of these cables extends far beyond basic electrical connectivity. They serve as the nervous system of complex material handling operations, from towering port cranes moving shipping containers to underground mining conveyors transporting raw materials. The cable's design specifically accommodates the unique demands of reeling and unreeling operations, where traditional cables often fail due to the constant mechanical stress of winding and unwinding around drums and guide rollers.
Target applications encompass a broad spectrum of mobile equipment operations, including overhead cranes, tower cranes, conveyor systems, hoists, and specialized transport equipment. In each application, the cable must withstand not only electrical loads but also the mechanical forces generated by continuous movement, environmental challenges, and operational demands that can span decades of service life.
2. Key Features & Benefits
2.1 Oil, Thermal & Mechanical Resistance
The VDE 0295 Crane PUR Cable's exceptional resistance properties form the foundation of its superior performance in harsh industrial environments. The cable's oil resistance, certified according to EN 60811-404 standards, ensures reliable operation in environments where hydraulic fluids, lubricating oils, and industrial chemicals are present. This resistance prevents degradation of the cable's outer sheath and maintains insulation integrity even during prolonged exposure to petroleum-based substances commonly found in industrial settings.
Thermal performance represents another critical advantage, with the cable maintaining flexibility and electrical properties across an impressive temperature range from -40°C to +80°C. This broad operational range makes the cable suitable for outdoor installations in extreme climates, from Arctic mining operations to tropical port facilities. The low-temperature flexibility at -40°C is particularly noteworthy, as many conventional cables become rigid and prone to cracking in cold conditions, leading to premature failure and safety hazards.
Mechanical durability stands as perhaps the most crucial characteristic for reeling applications. The cable's construction specifically addresses the cyclical stresses encountered during reeling and unreeling operations. The polyurethane outer sheath provides exceptional resistance to abrasion, cut-through, and puncture damage while maintaining flexibility over millions of bend cycles. This mechanical resilience translates directly into extended service life and reduced maintenance requirements.
2.2 Space & Weight Savings
Modern industrial operations increasingly demand equipment optimization that maximizes efficiency while minimizing space and weight requirements. The VDE 0295 Crane PUR Cable addresses this need through its innovative design featuring a reduced outer diameter compared to conventional cables of similar electrical capacity. This space-saving characteristic enables significant advantages in system design and operation.
The smaller diameter directly enables the use of smaller cable drums, reducing the overall weight and space requirements of crane and hoist systems. Smaller drums require less robust support structures and can be integrated into more compact equipment designs. Additionally, the reduced cable weight decreases the load on guide rollers and support systems, extending their service life and reducing maintenance requirements.
Drive engine requirements also benefit from the cable's optimized design. Lighter cables require less power to reel and unreel, enabling the use of smaller, more energy-efficient drive motors. This translates into lower initial equipment costs, reduced energy consumption during operation, and decreased maintenance requirements for drive systems.
2.3 Enhanced Cable Management
The cable's sophisticated internal construction addresses the complex mechanical challenges inherent in reeling applications. A central supporting element serves as the backbone of the cable, absorbing tensile loads that occur during installation, operation, and maintenance. This design feature is crucial for free-hanging cable applications, where the cable's own weight combined with operational loads can exceed the capacity of the conductors alone.
The integrated support braid represents an innovative solution to a persistent problem in reeling applications: cable twist and corkscrew effects. During reeling operations, cables naturally tend to twist, which can lead to binding, increased wear, and eventual failure. The support braid prevents these undesirable effects by maintaining the cable's structural integrity while allowing the necessary flexibility for smooth reeling operations.
This enhanced cable management capability extends the operational life of both the cable and the equipment it serves. Reduced twisting and binding decrease mechanical stress on drum systems, guide rollers, and support structures, while ensuring consistent electrical performance throughout the cable's service life.


3. Technical Specifications
The VDE 0295 Crane PUR Cable's technical specifications reflect the precision engineering required for demanding industrial applications. The conductor stranding utilizes extra-fine wire construction conforming to VDE 0295 class 6 and IEC 60228 class 6 standards. This fine stranding provides exceptional flexibility essential for repeated bending cycles while maintaining excellent electrical conductivity and mechanical strength.
The nominal voltage rating of 600/1000V accommodates a wide range of industrial electrical systems, from control circuits to power distribution applications. The test voltage of 3500V provides substantial safety margin and ensures reliable insulation performance under varying operational conditions and potential voltage transients.
Mechanical specifications include a minimum bending radius of 7.5 times the outer diameter, allowing tight installation configurations while preventing damage to internal components. This specification is particularly important in applications where space constraints require compact cable routing.
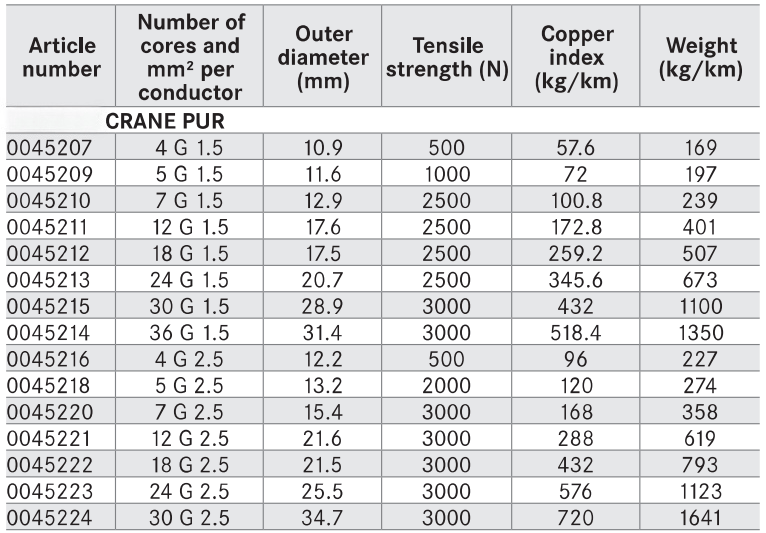
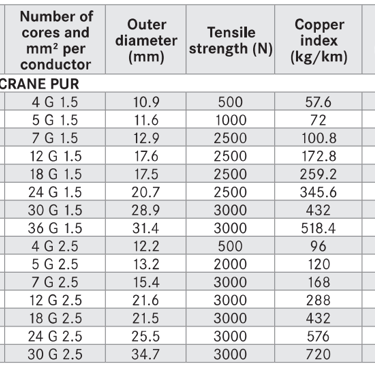
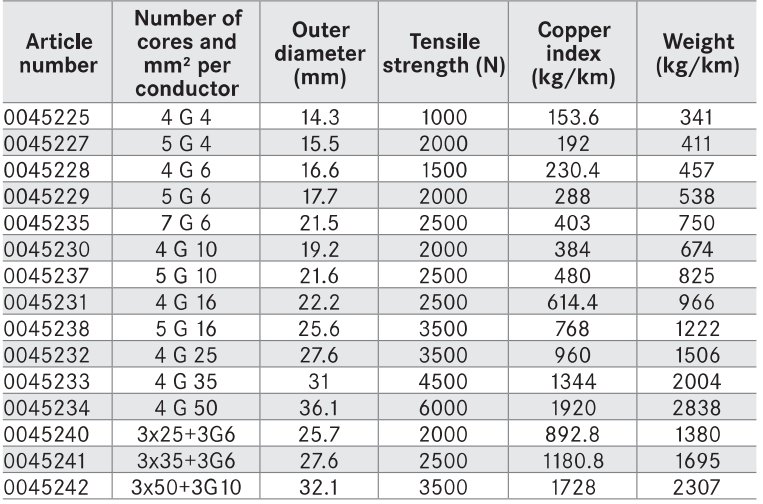
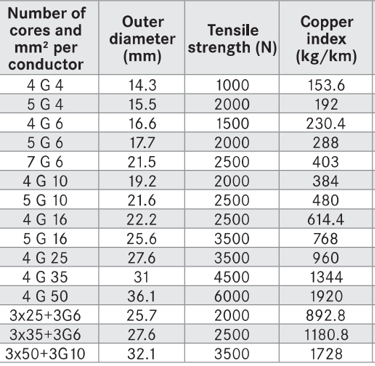
Available configurations span a comprehensive range of core counts and conductor cross-sections. Standard options include 4-core configurations from 4mm² to 50mm², 5-core options up to 16mm², and specialized configurations such as 7G6 for complex control applications. Power configurations include 3×25+3G6, 3×35+3G6, and 3×50+3G10 options for high-current applications.
Tensile strength ratings range from 1000N for smaller configurations to 6000N for the largest cables, ensuring adequate safety factors for the most demanding installations. Weight specifications vary from 341 kg/km for the smallest configuration to 2838 kg/km for the largest, allowing precise system design calculations.
4. Application Areas
The versatility of VDE 0295 Crane PUR Cable makes it suitable for an extensive range of industrial applications. Hoists and lifting systems represent primary applications, where the cable must reliably transmit both power and control signals while withstanding the mechanical stresses of constant vertical movement and load variations.
Transport and conveyor systems present unique challenges, with cables required to follow complex paths around guide rollers and through confined spaces while maintaining electrical integrity. The cable's design specifically addresses these requirements, providing reliable service in applications ranging from mining conveyors to airport baggage handling systems.
Environmental versatility allows deployment in diverse conditions, from dry indoor installations to outdoor environments with full weather exposure. The cable can withstand short-term submersion in industrial water for up to two weeks without interruption, making it suitable for marine applications and wash-down environments.
Hazardous area applications benefit from the cable's compliance with DIN VDE 0165 standards, enabling safe operation in environments where explosive atmospheres may be present. This certification opens applications in petrochemical facilities, grain handling operations, and other industries where conventional cables would pose safety risks.
5. Advantages for Industrial Users
Industrial users benefit from the cable's proven reliability under varying mechanical stress conditions. Whether subjected to low-stress applications such as slow-moving overhead cranes or high-stress scenarios involving rapid cycling and heavy loads, the cable maintains consistent performance and electrical integrity.
Cold climate performance represents a significant operational advantage, with the cable maintaining flexibility and mechanical properties down to -40°C. This capability enables year-round operation in harsh environments where conventional cables would fail, ensuring productivity continuity in critical applications.
Long service life characteristics translate directly into reduced total cost of ownership. The combination of mechanical durability, chemical resistance, and robust construction minimizes premature failures and extends replacement intervals. Reduced maintenance requirements further contribute to operational efficiency and cost control.


6. Why Choose VDE 0295 Crane PUR Cable?
The VDE 0295 certification represents adherence to stringent European standards for both safety and performance, providing assurance of quality and reliability in critical applications. This certification process involves rigorous testing and validation, ensuring consistent performance across production batches and applications.
Port cranes, mining operations, and heavy-duty reeling equipment represent ideal applications for this specialized cable. These environments demand the highest levels of reliability and durability, where cable failure can result in significant operational disruption and safety concerns.
The combination of cost efficiency and high operational reliability makes VDE 0295 Crane PUR Cable an intelligent investment for industrial operations. While initial costs may exceed conventional alternatives, the extended service life, reduced maintenance requirements, and improved operational reliability provide substantial return on investment over the cable's operational lifetime.
Application Scenario and Q&A
Scenario: A major port facility is upgrading their container handling cranes to improve efficiency and reduce maintenance costs. The harsh marine environment, with salt spray and temperature variations, combined with continuous 24/7 operation, requires cables that can withstand extreme conditions while maintaining reliable performance.
Q: What makes this cable suitable for marine environments? A: The halogen-free PUR outer sheath provides excellent resistance to salt spray and moisture, while the oil-resistant properties protect against hydraulic fluid contamination common in port equipment. The -40°C to +80°C temperature range accommodates seasonal variations, and the 2-week water immersion capability handles wash-down operations and weather exposure.
Q: How does the cable prevent twisting during reeling operations? A: The integrated support braid within the outer sheath prevents cable rotation during reeling cycles, eliminating the corkscrew effects that can cause binding and premature wear. The central supporting element absorbs tensile loads, allowing the conductors to maintain their position and preventing internal damage from mechanical stress.
Q: What are the long-term cost benefits compared to standard cables? A: While initial costs may be 15-20% higher, the extended service life (often 2-3 times longer than conventional cables), reduced maintenance requirements, and decreased downtime typically result in 30-40% lower total cost of ownership over the cable's operational lifetime.
Q: Can this cable handle the high current requirements of large crane motors? A: Yes, with configurations available up to 4G50 (50mm² conductors) and specialized power configurations like 3×50+3G10, the cable can handle substantial motor currents while maintaining the flexibility required for reeling applications. The extra-fine wire stranding ensures optimal current distribution and heat dissipation.
Q: What happens if the cable is accidentally damaged during operation? A: The robust PUR construction provides excellent cut and puncture resistance, minimizing damage from operational hazards. If damage occurs, the halogen-free properties ensure safe handling during replacement, and the flame-retardant characteristics prevent fire propagation, maintaining operational safety.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat