
What Is the Difference Between Rubber and Silicone in Cable Materials?
What is the difference between rubber and silicone in cable materials? Explore how these two elastomers compare in thermal resistance, chemical durability, flexibility, and electrical insulation to help you choose the right cable for industrial, marine, and high-temperature environments.
hongjing.Wang@Feichun
7/28/202511 min read






Introduction: Why Material Choice Matters in Cables
The selection of insulation materials plays a crucial role in determining electrical cable performance, safety, and longevity. In industrial environments ranging from mining operations to port facilities, the right cable material can mean the difference between reliable operation and costly downtime. Among the most widely used elastomeric insulation materials, rubber cables and silicone cables stand out as leading choices for demanding applications.
Both rubber and silicone serve as elastomers in the cable industry, offering flexibility and protective properties that rigid materials cannot provide. However, their distinct molecular structures and resulting characteristics make them suitable for different operational environments. While rubber has traditionally dominated many cable applications due to its cost-effectiveness and mechanical properties, silicone has emerged as the premium choice for extreme conditions requiring superior thermal stability and chemical resistance.
Understanding the fundamental differences between these cable materials enables engineers and procurement specialists to make informed decisions that optimize both performance and cost-efficiency across various industrial applications.
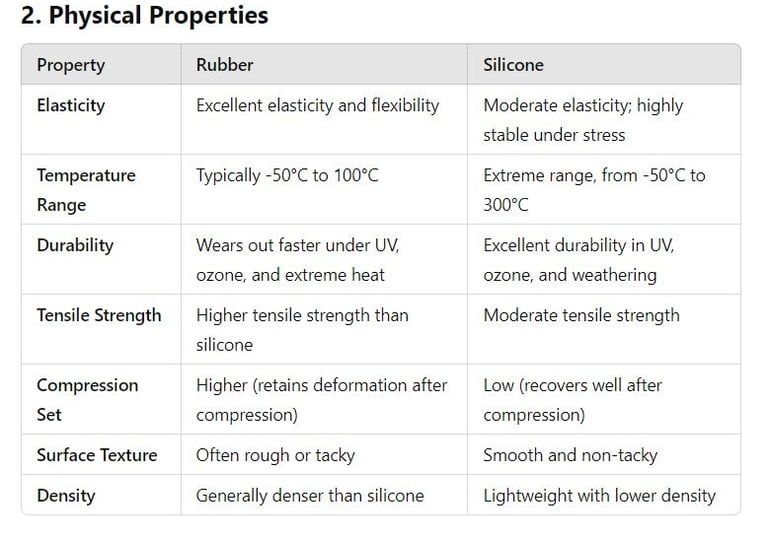
Chemical Composition of Rubber vs. Silicone
The fundamental distinction between rubber and silicone lies in their molecular architecture, which directly influences their performance characteristics in cable applications. Rubber encompasses both natural and synthetic variants, each with unique properties suited to specific cable requirements.
Natural rubber, derived from polyisoprene extracted from rubber trees, forms the basis of many traditional cable insulations. Its hydrocarbon chain structure provides excellent elasticity and mechanical strength, making it ideal for applications requiring high tensile strength and tear resistance. Synthetic rubber variants, including neoprene, nitrile (NBR), and ethylene propylene diene monomer (EPDM), are engineered from petrochemicals to enhance specific properties such as oil resistance or temperature stability.
In contrast, silicone represents a synthetic polysiloxane polymer featuring an inorganic silicon-oxygen backbone with organic side groups. This unique molecular structure combines the flexibility of organic polymers with the thermal stability of inorganic materials. The silicon-oxygen bonds in silicone are significantly stronger than the carbon-carbon bonds found in rubber, resulting in superior resistance to thermal degradation and environmental stress.
The polymer types in cable insulation directly impact performance characteristics. Rubber's hydrocarbon structure makes it susceptible to oxidation and thermal breakdown, while silicone's inorganic backbone maintains stability across extreme temperature ranges. This fundamental difference in rubber vs silicone cable composition explains why silicone cables command premium pricing in specialized applications.
Heat Resistance: Which Cable Performs Better at High Temperatures?
Temperature resistance represents one of the most critical factors distinguishing rubber from silicone in cable applications. The thermal performance of these materials determines their suitability for high-temperature environments commonly found in industrial settings.
Rubber cables typically operate effectively within moderate temperature ranges, generally from -40°C to 90°C for standard formulations. While specialized synthetic rubbers can extend this range, prolonged exposure to elevated temperatures causes rubber to harden, crack, and lose its elasticity. This thermal degradation occurs as the hydrocarbon chains break down under heat stress, compromising both insulation integrity and mechanical properties.
High-temperature silicone cables demonstrate exceptional thermal stability, maintaining flexibility and electrical properties at temperatures up to 300°C. Some specialized silicone formulations can withstand even higher temperatures for short periods. This remarkable heat resistance stems from the strong silicon-oxygen bonds that resist thermal breakdown, allowing silicone cables to operate reliably in environments where rubber would fail.
In practical applications such as reeling cables for port cranes, steel mills, and glass manufacturing facilities, this temperature differential becomes crucial. Heat-resistant cables using silicone insulation enable continuous operation in proximity to furnaces, engines, and other high-temperature equipment without degradation. Similarly, outdoor installations exposed to extreme solar heating benefit from silicone's thermal stability, ensuring consistent performance across varying environmental conditions.
The superior thermal performance of silicone cables makes them indispensable for applications requiring reliable operation in high-temperature environments, justifying their premium cost through reduced maintenance and replacement requirements.


Chemical and Environmental Durability
Environmental resistance capabilities significantly differentiate rubber and silicone cables in harsh operating conditions. The ability to withstand chemical exposure, UV radiation, ozone, and moisture determines cable longevity and reliability in challenging industrial environments.
Rubber cables offer good resistance to water and mild chemicals but demonstrate vulnerability to oils, greases, acids, and solvents unless specifically formulated for chemical resistance. Natural rubber is particularly susceptible to ozone degradation, which causes surface cracking and eventual insulation failure. UV exposure also breaks down rubber compounds over time, necessitating the use of stabilizers and protective additives in outdoor applications.
Chemical resistant cables utilizing silicone insulation provide superior protection against a broad spectrum of environmental challenges. Silicone's inert nature makes it highly resistant to water, oils, acids, bases, and most industrial chemicals. This chemical stability extends to outdoor environments where UV-resistant rubber cables may still experience degradation over time.
In demanding applications such as mining operations, offshore platforms, and port facilities, outdoor silicone cables maintain their properties despite exposure to saltwater, industrial chemicals, and extreme weather conditions. The inherent ozone resistance of silicone eliminates the cracking and deterioration commonly observed in rubber cables exposed to atmospheric ozone.
The environmental durability advantage of silicone becomes particularly apparent in marine and coastal installations where salt spray, moisture, and UV exposure create challenging conditions for cable insulation. While rubber cables may require frequent replacement or protective measures, silicone cables provide long-term reliability with minimal maintenance requirements.
Electrical Insulation Performance
The electrical insulation properties of cable materials determine their suitability for various voltage levels and electronic applications. Both rubber and silicone serve as effective electrical insulators, but their performance characteristics differ significantly across temperature ranges and environmental conditions.
Electrical cable insulation using rubber provides adequate dielectric strength for many standard applications, particularly in moderate voltage systems. However, rubber's insulation properties can degrade at elevated temperatures, potentially compromising electrical safety and system reliability. The addition of specialized fillers and stabilizers can enhance rubber's electrical performance, but these modifications increase material costs.
Silicone cable for electronics applications offers superior electrical insulation properties that remain stable across extreme temperature ranges. The inherent dielectric strength of silicone, combined with its temperature stability, makes it ideal for high-voltage systems and sensitive electronic equipment. Unlike rubber, silicone maintains consistent electrical properties from -65°C to 200°C or higher, ensuring reliable insulation performance regardless of environmental conditions.
In control cable applications for port cranes, festoon systems, and marine installations, consistent electrical performance across varying temperatures and environmental conditions becomes critical. Silicone's stable dielectric properties prevent insulation breakdown that could lead to system failures or safety hazards. The material's resistance to moisture absorption also maintains electrical integrity in humid environments where rubber insulation might compromise system performance.
For high-frequency applications and sensitive electronic systems, silicone's low dielectric constant and excellent electrical stability make it the preferred choice over traditional rubber insulation materials.




Flexibility, Toughness, and Mechanical Properties
Mechanical properties including flexibility, tensile strength, and impact resistance play crucial roles in cable performance, particularly in dynamic applications involving frequent movement or mechanical stress.
Rubber cables excel in providing exceptional elasticity and mechanical toughness. The material's high tensile strength and tear resistance make it ideal for applications involving mechanical stress, abrasion, and impact. Rubber cable flexibility remains excellent at moderate temperatures, allowing for easy installation and reliable performance in applications requiring frequent bending or coiling.
Silicone cables maintain remarkable flexibility even at extreme temperatures, both hot and cold. While silicone may not match rubber's ultimate tensile strength, its ability to remain flexible at -65°C and retain elasticity at 200°C makes it invaluable for motion systems operating across wide temperature ranges. This consistent flexibility prevents the brittleness that can affect rubber cables in cold conditions or the softening that occurs at elevated temperatures.
In dynamic cable systems such as reeling cables for cranes, cable reels for mining equipment, and festoon systems in manufacturing facilities, the combination of flexibility and temperature stability becomes critical. Silicone cable for motion systems provides reliable performance where temperature variations would compromise rubber cable flexibility and mechanical integrity.
The mechanical properties of each material must be matched to specific application requirements. While rubber provides superior mechanical strength for heavy-duty applications, silicone offers consistent performance across environmental extremes that would challenge conventional rubber formulations.
Cost Comparison and Lifespan
Economic considerations significantly influence cable material selection, requiring careful evaluation of initial costs versus long-term performance and replacement expenses.
Cable material cost analysis reveals that rubber cables generally offer lower initial purchase prices, making them attractive for budget-conscious applications and standard industrial environments. The established manufacturing processes and abundant raw materials for rubber production contribute to competitive pricing across various cable specifications.
Silicone cables command premium pricing due to their sophisticated manufacturing processes and superior performance characteristics. The energy-intensive synthesis of silicone polymers and specialized compounding requirements increase production costs compared to traditional rubber formulations. However, this initial investment often proves cost-effective when evaluated against total lifecycle costs.
Long-life cable insulation using silicone materials demonstrates superior durability in demanding environments, often lasting several times longer than comparable rubber cables. In high-temperature applications, chemically aggressive environments, or installations requiring minimal maintenance, silicone cables reduce total cost of ownership through extended service life and reduced replacement frequency.
The economic equation shifts favorably toward silicone in applications where cable failure results in significant downtime costs, safety hazards, or difficult replacement procedures. Port facilities, offshore installations, and critical industrial processes often justify silicone cable investments through improved reliability and reduced maintenance requirements.
Application-based cost-efficiency analysis should consider not only material costs but also installation expenses, maintenance requirements, and potential failure consequences when selecting between rubber and silicone cable materials.
Specific Cable Applications by Material
Different industries and applications favor specific cable materials based on their unique performance requirements and environmental conditions.
Rubber cables dominate applications where mechanical strength, cost-effectiveness, and moderate environmental conditions align with rubber's capabilities. Automotive wiring harnesses, mining equipment cables, construction site temporary power distribution, and general industrial machinery commonly utilize rubber insulation. The material's excellent abrasion resistance and mechanical toughness make it ideal for mobile equipment and heavy-duty applications.
Cable material for industrial use often specifies rubber for conveyor systems, material handling equipment, and general-purpose power distribution where extreme conditions are not encountered. The cost advantages of rubber enable widespread deployment in applications requiring large cable quantities without premium performance requirements.
Silicone cables find their niche in specialized applications demanding superior temperature stability, chemical resistance, or electrical performance. Medical equipment, food processing machinery, and pharmaceutical manufacturing rely on silicone's biocompatibility and chemical inertness. Electronics manufacturing, semiconductor fabrication, and precision instrumentation benefit from silicone's stable electrical properties and temperature resistance.
Best cable material for port cranes and similar heavy industrial equipment increasingly favors silicone for its ability to withstand temperature extremes, chemical exposure, and environmental stress. The harsh conditions encountered in steel mills, glass manufacturing, and petrochemical facilities make silicone's premium properties cost-effective through reduced maintenance and improved reliability.
Marine and offshore applications particularly benefit from silicone's resistance to saltwater, UV exposure, and temperature cycling, making it the preferred choice for critical systems despite higher initial costs.
Environmental Impact and Safety
Environmental considerations and safety requirements increasingly influence cable material selection as industries focus on sustainability and worker protection.
Rubber materials present both advantages and challenges from an environmental perspective. Natural rubber is biodegradable and derived from renewable resources, offering environmental benefits at end-of-life disposal. However, rubber plantations can contribute to deforestation concerns, and synthetic rubber production relies on petroleum-based feedstocks with associated environmental impacts.
Eco-friendly cable insulation considerations must balance material performance with environmental responsibility. While rubber biodegrades more readily than synthetic alternatives, its shorter service life in demanding applications may result in more frequent replacements and associated environmental costs.
Silicone represents a more environmentally stable material that, while not biodegradable, provides extended service life reducing replacement frequency and associated waste generation. The primary raw material for silicone production, silica, is abundant and poses minimal environmental extraction concerns compared to petroleum-based alternatives.
Non-toxic cable materials become critical in food processing, medical, and potable water applications. Silicone's inert nature and FDA approval for food contact applications make it suitable for environments where material leaching or contamination concerns exist. The material's stability prevents the release of harmful compounds during normal operation or thermal stress.
Safety considerations in cable production and installation favor silicone's low toxicity and minimal off-gassing characteristics. Workers handling silicone cables experience reduced exposure to potentially harmful compounds compared to some rubber formulations containing sulfur, accelerators, or other processing chemicals.
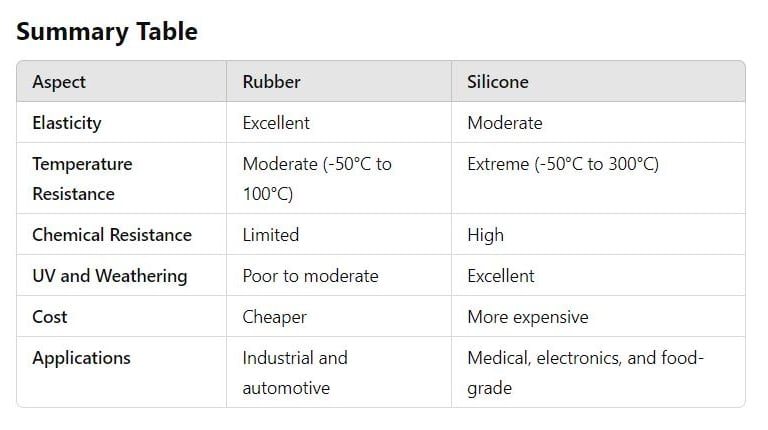
Conclusion: Which Cable Material Should You Choose?
The selection between rubber and silicone cable materials depends on careful consideration of application requirements, environmental conditions, and economic factors. Each material offers distinct advantages that make it suitable for specific use cases.
Choose rubber cables when cost-effectiveness is paramount and operating conditions fall within moderate temperature ranges without extreme chemical exposure. Applications involving high mechanical stress, abrasion resistance requirements, and standard industrial environments benefit from rubber's proven performance and economic advantages. The material's excellent elasticity and mechanical properties make it ideal for mobile equipment, construction applications, and general industrial power distribution.
Rubber or silicone for cable insulation decisions should favor silicone when applications demand superior temperature stability, chemical resistance, or electrical performance across extreme conditions. High-temperature industrial processes, marine environments, medical equipment, and precision electronics justify silicone's premium pricing through improved reliability and extended service life.
Cable material selection guide recommendations emphasize matching material properties to specific application demands. Consider silicone for installations requiring minimal maintenance, critical system reliability, or operation in harsh environmental conditions. The material's consistent performance across temperature extremes and chemical exposure makes it invaluable for demanding industrial applications.
The decision ultimately balances initial material costs against total lifecycle expenses, including installation, maintenance, and replacement considerations. While rubber provides cost-effective solutions for standard applications, silicone delivers superior value in demanding environments where cable failure consequences extend beyond simple replacement costs.
Modern industrial applications increasingly favor silicone cables for critical systems, recognizing that premium material properties often provide cost-effective solutions through improved reliability, reduced maintenance, and extended service life in challenging operating environments.
Frequently Asked Questions
Q: What is the main difference between rubber and silicone cable insulation? A: The main difference lies in their chemical composition and temperature performance. Rubber cables use hydrocarbon-based polymers offering good mechanical properties at moderate temperatures, while silicone cables feature silicon-oxygen backbones providing superior heat resistance up to 300°C and better chemical stability.
Q: Which cable material is better for high-temperature applications? A: Silicone cables are superior for high-temperature applications, maintaining flexibility and electrical properties at temperatures up to 300°C, while rubber cables typically degrade above 90°C and lose elasticity under prolonged heat exposure.
Q: Are silicone cables worth the extra cost compared to rubber cables? A: Silicone cables justify their premium pricing in demanding applications through extended service life, reduced maintenance requirements, and superior performance in extreme conditions. The total cost of ownership often favors silicone in high-temperature, chemically aggressive, or critical system applications.
Q: Can rubber cables be used in outdoor environments? A: Rubber cables can be used outdoors but require UV stabilizers and protective additives to prevent degradation from ozone and ultraviolet exposure. Silicone cables offer inherent UV and ozone resistance without additional treatments.
Q: Which cable material is more environmentally friendly? A: Natural rubber is biodegradable and renewable, while silicone is non-biodegradable but offers longer service life reducing replacement frequency. The environmental impact depends on specific application requirements and lifecycle considerations.
Q: What applications are best suited for silicone cables? A: Silicone cables excel in medical equipment, food processing, electronics, high-temperature industrial processes, marine environments, and applications requiring chemical resistance or biocompatibility.
Q: Do rubber and silicone cables have different electrical properties? A: Both materials provide good electrical insulation, but silicone maintains consistent dielectric properties across extreme temperatures while rubber's electrical performance can degrade at elevated temperatures.
Q: How do mechanical properties compare between rubber and silicone cables? A: Rubber cables typically offer higher tensile strength and tear resistance, while silicone cables maintain flexibility across wider temperature ranges. The choice depends on whether mechanical strength or temperature stability is more critical for the application.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat