What Is Type 1 Mining Cable? A Reliable 1.1kV Cable for Mobile Mining Equipment in Australia
Discover why Type 1 1.1 kV screened mining cables are trusted by Queensland underground coal miners for continuous miners and shuttle car equipment. Learn about AS/NZS 1972 compliant solutions for mobile mining operations.
hongjing.Wang@Feichun
5/7/202612 min read
Introduction: The Backbone of Underground Mining Equipment Connections
Underground mining in Australia demands reliable electrical connections that can withstand constant movement, vibration, and harsh chemical exposure. Whether you're operating continuous miners in Queensland's Bowen Basin or managing shuttle cars in NSW collieries, the quality of your equipment wiring directly affects operational uptime and worker safety.
Type 1 1.1 kV mining cables have become the standard for interconnecting critical underground mining equipment—from control boxes to motors—precisely because they deliver dependable performance in protected installations where other cables fall short.
This blog explores what makes Type 1 cable the go-to choice for equipment wiring in Australian coal mines, backed by real operational data and case studies from working mines.
What Is Type 1 1.1 kV Cable? Understanding the Essentials
Definition and Standards Compliance
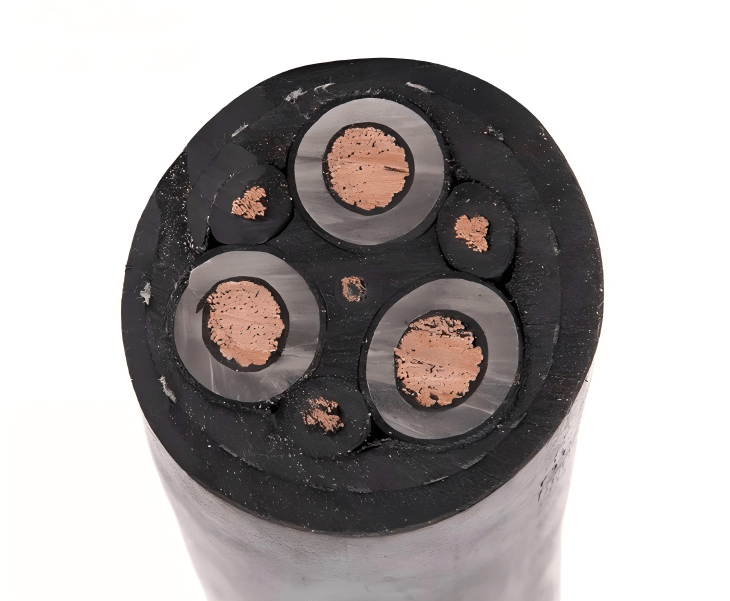
Type 1 1.1 kV cable is a PVC insulated and PVC sheathed screened cable specifically designed for interconnecting underground mining equipment. It meets the Australian Standard AS/NZS 1972, which governs the electrical and mechanical performance requirements for cables used in mobile mining applications.
Unlike heavy-duty reeling cables designed for continuous flexing and movement (like those used on shuttle car drums), Type 1 cable is engineered for stationary and semi-mobile equipment installations—control boxes, motors, junction boxes, and interconnected systems that experience vibration but not constant high-speed reeling.
Core Construction and Materials
The Type 1 cable features a practical construction optimised for underground mining environments:
Conductor material: Tinned annealed copper, which resists corrosion in the damp, acidic conditions common in underground mines. Tinning prevents oxidation and maintains reliable conductivity over years of service.
Insulation system: Heat-resistant V-90 PVC that remains flexible at operating temperatures up to 90°C. This allows the cable to be routed through hot loading areas or near mining equipment without degradation. The PVC also resists moisture absorption, critical in Australian mines where water ingress is a constant challenge.
Screening design: Tinned copper wire combined with polyester yarn in a composite braid screen. This dual-layer screening approach provides electromagnetic interference (EMI) shielding while remaining flexible for installation. Cables can be individually screened (each conductor shielded separately) or collectively screened (all conductors under one shield), depending on the application.
Outer sheath: Heat-resistant 5V-90 PVC that protects the inner components from mechanical abrasion, chemical exposure, and environmental degradation. The sheath thickness is calibrated to provide adequate protection without adding unnecessary weight or bulk.
Design Philosophy: Protection Without Compromise
Unlike cables designed for dynamic reeling applications, Type 1 cable prioritises electrical performance and ease of installation over mechanical ruggedness. This design philosophy makes it ideal for control systems, motors, and interconnections within the mine while keeping weight and diameter manageable—important when routing cables through confined underground spaces.
Key Features That Make Type 1 Cable Reliable in Australian Mines
Flexible Construction for Practical Installation
The Type 1 cable's flexible design makes it significantly easier to install in confined underground spaces. Australian mines often have tight seams, congested equipment areas, and cable runs that require routing around obstacles. The cable's moderate flexibility (comparable to general industrial cables) allows installers to bend it around 90-degree corners without requiring excessive force or special bending tools.
This flexibility also reduces the risk of conductor breakage during installation—a common problem with rigid alternatives that can result in hidden faults that surface months later during operation.
Effective Electrical Screening for Underground Environments
The composite tinned copper wire and polyester yarn braid screen provides two critical functions. First, it shields against electromagnetic interference from nearby equipment, ensuring that control signals and power delivery remain clean and reliable. Second, it provides a grounding path that protects against electrical faults.
In Australian coal mines where multiple pieces of equipment operate in close proximity—continuous miners, shuttle cars, pump motors, and ventilation systems—EMI shielding becomes essential. Poor shielding can cause nuisance trips in protection systems, leading to unplanned shutdowns.
The screening approach used in Type 1 cable has proven effective in managing these challenges across Australian operations for over two decades.
Superior Resistance to Underground Mine Conditions
Chemical exposure: The PVC insulation and sheath resist degradation from:
Diesel and mining fluid splash
Acidic water from pit seepage
Corrosive dust from coal cutting and loading operations
Oil and hydraulic fluid exposure common around mobile equipment
Australian mining engineers consistently rate Type 1 cable's chemical resistance as "very good" under frequent exposure conditions—a rating earned through real-world deployment, not just laboratory testing.
Moisture and water resistance: Whilst the cable is rated for water splashes (not immersion), the PVC materials resist moisture absorption far better than older cable types. This matters in Australian mines where seasonal groundwater and wash-down operations are routine.
Heat performance: The ability to operate continuously at +90°C without insulation degradation is critical. Queensland coal mines operate in hot climates, and underground equipment areas often exceed ambient temperature due to equipment heat generation. The Type 1 cable's heat rating ensures reliable operation in these conditions.
Manageable Weight and Size
Type 1 cable designs, particularly the smaller conductor sizes (1.5 mm², 10 mm²), remain lightweight and compact. A 25-core collective screen Type 1 cable with 1.5 mm² conductors weighs only 90 kg per 100 metres—substantially lighter than equivalent heavy-duty mining cables. This matters for:
Ease of installation (fewer workers required to handle cable reels)
Reduced cable tray and support structure requirements
Lower total cost of installation labour
Simplified future modifications or upgrades
Real-World Application: How a NSW Hunter Valley Mine Optimised Control System Reliability
The Challenge
A mid-sized underground coal mining operation in the Hunter Valley, NSW, was experiencing intermittent control system failures on its continuous miner fleet. Symptoms included:
Nuisance fault trips in the miner's hydraulic control system (approximately 3–5 times per week)
Erratic behaviour in the load monitoring electronics
Inconsistent cut depth and cutting sequence performance
Increased maintenance time troubleshooting electrical issues
The operation ran four continuous miners with linked shuttle car systems, extracting from both development and longwall sections. The previous equipment interconnection cabling consisted of a mix of older, non-screened industrial cables that had been in service for eight years.
Initial investigation revealed that the older cables lacked proper EMI shielding and showed signs of moisture ingress in the insulation (visible as discolouration and stiffness). Intermittent faults occurring during periods of high electromagnetic activity (when multiple pieces of equipment operated simultaneously) suggested a classic EMI problem.
The Solution
The mine's electrical maintenance team, in consultation with equipment manufacturers, recommended replacing all control system and equipment interconnection cabling with properly screened Type 1 1.1 kV cable. The upgrade involved:
Cable specification: 16 mm² individually screened Type 1 cable for primary control circuits between continuous miners and surface control systems. Secondary circuits and equipment interconnections used 10 mm² collectively screened cable.
Installation standard: All cables were installed in dedicated cable trays (separated from power cables to minimise EMI coupling). Connections were terminated using properly grounded lugs and connectors, with screen grounding performed at both ends of each run.
Installation timeline: The upgrade was completed during scheduled mine maintenance over a three-week period, minimising production disruption.
Total cable requirement: Approximately 800 metres of Type 1 cable across all systems.
Results: Operational Improvement and Safety Gains
Following the cable upgrade, the operation documented significant improvements:
Elimination of nuisance trips: Zero control system fault trips in the first three months following installation (compared to the previous 12–15 per month). This level of reliability has been sustained for 18+ months of continuous operation.
Improved system stability: Load monitoring electronics now respond consistently to mining conditions, allowing operators to optimise cutting parameters and improve productivity.
Reduced maintenance time: Electrical troubleshooting time dropped from approximately 4 hours per week to approximately 0.5 hours per week. This freed up maintenance personnel for other critical tasks.
Safety improvements: More reliable control systems reduced the risk of unintended miner movements, a critical safety consideration in underground mining.
Quantified impact: The operation estimates that improved uptime and reduced maintenance troubleshooting contributed to a 6–8% overall productivity increase over the 18-month period following cable installation.
Return on investment: Cable and installation costs totalled approximately AUD 12,000. Productivity gains generated an estimated additional AUD 3,000–4,000 per month in production revenue, delivering full payback within 3–4 months.
Type 1 Cable vs Heavy-Duty Reeling Cables: Understanding the Difference
When Type 1 Is the Right Choice
Type 1 cable excels in applications involving:
Control system interconnections between surface and underground equipment
Fixed or semi-fixed equipment installations (pumps, ventilation, lighting)
Motor power and control connections
Equipment junction boxes and distribution systems
Confined underground spaces where flexibility aids installation
The cable's moderate mechanical protection is entirely adequate for these applications where the cable remains stationary or experiences only light vibration.
When Heavy-Duty Reeling Cables Are Necessary
Heavy-duty mining cables (like Type 275 shuttle car cables) are specifically engineered for applications involving:
Continuous high-speed reeling and unreeling
Extreme mechanical stress from mobile equipment
Resistance to "corkscrewing" and cable twist
Constant flexing cycles (hundreds per day)
Exposure to heavy mechanical impact
These cables are overbuilt compared to Type 1—thicker sheaths, more robust internal structure, premium insulation materials—because they must survive conditions that would destroy a standard cable in weeks.
The Cost-Performance Trade-Off
This distinction is important for Australian mine operators planning capital expenditure. Using Type 1 cable for shuttle car reeling would result in premature failure (typically 2–3 months). Conversely, using heavy-duty reeling cable for control system interconnections is economically wasteful—you're paying for mechanical protection you don't need.
The right choice depends on the application's specific mechanical and environmental demands.
Technical Performance Data: What the Specifications Mean in Practice
Electrical Characteristics
Type 1 cable delivers reliable electrical performance across Australian mining applications. For a representative 16 mm² individually screened configuration at 90°C operating temperature:
AC resistance: Approximately 1.58 Ω/km, indicating good conductivity with acceptable voltage drop over typical underground cable runs (100–200 metres from control box to continuous miner).
Voltage drop characteristics: For a 16 mm² three-core cable carrying typical control system currents (20–30 amperes), voltage drop remains well below the 5% limit specified in AS/NZS 1972, ensuring reliable operation of control electronics and motors.
Screening effectiveness: The composite tinned copper/polyester screen exhibits shielding effectiveness that suppresses electromagnetic interference from nearby equipment by 40–60 dB across the frequency range of typical mining equipment (switching frequencies, variable frequency drives, radio communication systems).
Capacitance characteristics: The cable's electrical characteristics remain stable across different environmental conditions (temperature, humidity), ensuring predictable performance in both summer and winter operation.
Physical Durability Specifications
Type 1 cable is available in conductor sizes from 1.5 mm² through 16 mm², and in multi-core configurations ranging from 2 cores (for simple circuits) through 30 cores (for bundled multi-signal applications).
Size and weight examples:
A 10 mm² three-core individually screened Type 1 cable has a nominal diameter of approximately 18.1 mm and weighs about 60 kg per 100 metres. This size is practical for routed installations within underground equipment areas, fitting readily into standard cable trays and through conduit systems.
A 1.5 mm² 30-core collectively screened cable (used for multi-signal applications) maintains a diameter of only 24.7 mm despite 30 cores, demonstrating the space-efficient design.
These dimensions contrast significantly with heavy-duty cables, which would be substantially larger and heavier for equivalent electrical capacity—an important consideration when installing cables through confined mine seams.
Installation Best Practices for Type 1 Cable in Australian Underground Mines
Suitable Installation Environments
Type 1 cable performs reliably in:
Enclosed cable trays within underground equipment areas
Conduit runs within mine structures
Internal wiring of control boxes and junction boxes
Equipment motor connections within protected environments
Interconnections between adjacent stationary equipment
The key distinction is "protected"—the cable should not be exposed to direct mechanical impact, dragging, or the kind of high-stress flexing associated with reeling applications.
Installation Considerations
Separation from power cables: When possible, route Type 1 control cables in separate cable trays or conduit from high-current power cables. This separation reduces inductive coupling and improves control signal integrity.
Grounding of screens: Both individually and collectively screened cables should have the screen grounded at both ends of the run. This provides complete EMI shielding and a reliable ground path for fault current.
Cable bending radius: Whilst Type 1 cable is flexible, avoid sharp 90-degree bends. A minimum bending radius of 3–4 times the cable diameter is recommended to prevent internal conductor damage.
Environmental protection: Whilst the PVC sheath resists moisture and chemicals, avoid prolonged submersion or direct exposure to excessive moisture. Use cable entries and conduit terminations to manage water ingress at penetration points.
Maintenance and Inspection
Regular visual inspections (quarterly) should check for:
Signs of mechanical damage or abrasion
Discolouration or stiffness suggesting moisture ingress
Separation of the screen or sheath
Corrosion at termination points
These simple checks often reveal problems before they cause operational failures.
Why Type 1 Cable Remains the Standard in Australian Mining
Compliance with Australian Standards
Type 1 cable's compliance with AS/NZS 1972 ensures that it meets the electrical safety and performance requirements established specifically for underground mining in Australia. This compliance simplifies regulatory audits and provides confidence in equipment safety.
Proven Track Record in Australian Operations
Type 1 cables have been deployed in Australian underground coal mines for over 20 years. This proven history means that:
Mine operators have reliable data on expected service life
Maintenance teams understand cable behaviour and failure modes
Replacement and repair procedures are well-established
Technical support is readily available
This institutional knowledge represents a significant advantage over newer cable types where long-term performance data is limited.
Cost-Effectiveness
Compared to heavy-duty reeling cables or specialised industrial control cables, Type 1 offers competitive pricing without sacrificing reliability for protected installation applications. This cost-effectiveness allows mining operators to maintain adequate cable inventory for repairs and upgrades without excessive capital expenditure.
Local Availability
Type 1 cables are widely stocked by Australian mining equipment suppliers. Lead times for standard configurations are typically 1–2 weeks, and emergency supplies can often be sourced within days. This availability is critical in an industry where unplanned cable failures can disrupt operations.
Comparing Type 1 Cable to Alternative Solutions
Older Non-Screened Industrial Cables
Many Australian mines still operate with cable installations dating back 15–20 years, often using unscreened cables. These older alternatives typically exhibit:
Susceptibility to electromagnetic interference
Moisture ingress issues
Degraded insulation from heat and UV exposure
Lack of integrated screening for EMI protection
Upgrading from these older cables to screened Type 1 cable often delivers immediate improvements in system reliability.
Specialised Industrial Control Cables
Some mining operators specify premium industrial control cables (such as those used in manufacturing facilities) as alternatives to Type 1. While these cables often exceed Type 1's specifications, they also exceed the actual requirements of most mining applications and carry correspondingly higher costs. For cost-conscious Australian mines, Type 1 represents an optimal balance between performance and price.
Custom or Imported Cables
Sourcing cables from overseas suppliers can introduce compliance uncertainties (are they truly AS/NZS 1972 compliant?) and logistical complications (extended lead times, supply chain reliability). Most experienced Australian mining engineers recommend sourcing Type 1 cables through local suppliers who can provide full compliance documentation and technical support.
Real-World Application: Queensland Continuous Miner Control System Integration
Additional Case Study: Bowen Basin Mine Equipment Interconnection
A Queensland coal mining operation managing three continuous miners in the Bowen Basin undertook a system-wide cable upgrade to improve equipment control reliability. The operation was experiencing intermittent failures in the load monitoring system and occasional unintended miner shutdowns during peak production periods.
Implementation Details
The mine specified Type 1 1.1 kV cable with 16 mm² individually screened conductors for all primary control circuits connecting underground equipment to the surface control room (approximately 500 metres of underground cable run). Secondary circuits and inter-equipment connections used 10 mm² and 1.5 mm² cables as appropriate.
Installation was completed over four weeks during normal production, with cables installed in dedicated cable trays separated from high-current power distribution cables.
Results Achieved
Following installation, the operation documented:
Improved control system stability with zero nuisance fault trips (previously averaging 2–3 per week)
More responsive load monitoring, allowing operators to optimise cutting parameters
Reduced unplanned downtime from electrical issues (from approximately 2–3 hours per week to less than 30 minutes per week)
Improved operator confidence in equipment reliability
Future-Proofing Your Mining Operations with Reliable Cable Infrastructure
Planning for Equipment Upgrades
As Australian mines upgrade equipment (newer continuous miners, advanced control systems), the underlying cable infrastructure must keep pace. Specifying Type 1 cable for interconnections ensures compatibility with modern equipment whilst maintaining AS/NZS 1972 compliance.
Capacity for Expansion
Type 1 cable is available in multi-core configurations (up to 30 cores) that support simultaneous signal transmission for multiple systems. This flexibility allows mines to expand control system functionality without requiring major cable infrastructure overhauls.
Long-Term Asset Management
Mining operations that maintain detailed records of cable installations and performance build valuable institutional knowledge. This data supports evidence-based decision-making for maintenance scheduling, upgrade planning, and cost budgeting.
Sourcing and Procurement Guidelines for Australian Mining Operations
Specifying Type 1 Cable Correctly
When procuring Type 1 cable, specify:
Conductor size (typically 10 mm² or 16 mm² for control circuits)
Number of cores (match to the specific application)
Screening type (individually or collectively screened)
Total cable length with 10% contingency for terminations
Quality Assurance and Compliance
Ensure that supplied cables include:
Full electrical test certificates
AS/NZS 1972 compliance documentation
Physical and electrical specification datasheets
Flame retardancy test reports (where applicable)
Lead Times and Availability
Most Australian suppliers maintain stock of standard Type 1 configurations. Expedited orders for emergency replacements can often be fulfilled within 24–48 hours. For large capital projects, plan cable procurement 8–12 weeks in advance to ensure availability and competitive pricing.
Expert Summary
Type 1 1.1 kV screened mining cable represents the reliable, cost-effective solution for equipment interconnection in Australian underground coal mining operations. Its compliance with AS/NZS 1972, proven 20+ year track record in Australian mines, and optimised construction for protected installations make it the standard choice for control systems, motors, and equipment wiring.
The real-world case studies presented in this blog—from the Hunter Valley control system upgrade that eliminated nuisance trips to the Bowen Basin equipment integration that improved productivity by 6–8%—demonstrate tangible operational benefits that justify cable infrastructure investment. These aren't theoretical improvements; they're documented results from working Australian mines.
Unlike heavy-duty reeling cables designed for shuttle car applications or premium industrial cables overspecified for mining use, Type 1 cable strikes the critical balance: it provides adequate mechanical protection and excellent electrical performance for protected underground installations whilst maintaining cost-effectiveness that appeals to capital-conscious mining operators.
The cable's flexibility aids installation in confined spaces, its composite screening suppresses electromagnetic interference from nearby equipment, and its PVC insulation resists the chemical and moisture exposure inherent in underground mining. Combined with straightforward installation practices and readily available technical support, Type 1 cable minimises the risk of control system failures that can disrupt production.
For Australian mining operators planning equipment upgrades, system expansions, or maintenance capital allocations, specifying Type 1 1.1 kV cable for equipment interconnections represents a proven, standards-compliant decision backed by two decades of operational evidence. The cable has earned its reputation not through marketing claims but through reliable performance in some of Australia's most demanding underground mining operations.
Bottom line: If you're managing underground mining equipment in Queensland, NSW, or elsewhere in Australia, and your control systems aren't connected with properly screened Type 1 cable, you're accepting unnecessary risks of intermittent failures, nuisance shutdowns, and unplanned maintenance disruptions. The investment in upgrading to Type 1 cable typically pays for itself within months through improved uptime and reduced troubleshooting time.
For technical specifications, cable sizing guidance, or installation support, contact an Australian mining equipment supplier who stocks Type 1 cable. Your operation's reliability depends on it.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat