
What's the Difference Between Polyester-Based PU and Polyether-Based PU in Industrial Cables?
Explore the key differences between polyester-based polyurethane (PU) and polyether-based PU in the context of industrial cable applications. Understand which PU material offers better abrasion resistance, hydrolytic stability, and flexibility for harsh industrial environments. Includes comparisons on PU cable jackets, polyurethane cable types, and application-specific recommendations.
hongjing.Wang@Feichun
7/29/20259 min read
In the demanding world of industrial cable manufacturing, the choice of cable jacket and insulation materials can make the difference between reliable operation and costly downtime. Polyurethane (PU) has emerged as one of the most versatile and durable materials for industrial cable applications, offering superior performance compared to traditional PVC, rubber, or thermoplastic elastomers. However, not all polyurethane materials are created equal.
The selection between polyester-based polyurethane and polyether-based polyurethane represents a critical decision point for cable engineers and specifiers. Each type offers distinct advantages that align with specific industrial environments and operational requirements. Understanding these differences is essential for optimizing cable performance, minimizing maintenance costs, and ensuring long-term reliability in harsh industrial conditions.
This comprehensive analysis explores the fundamental differences between polyester-based PU and polyether-based PU in industrial cable applications, examining their chemical structures, performance characteristics, and optimal use cases to help engineers make informed material selections.
Chemical Structure and Material Basis
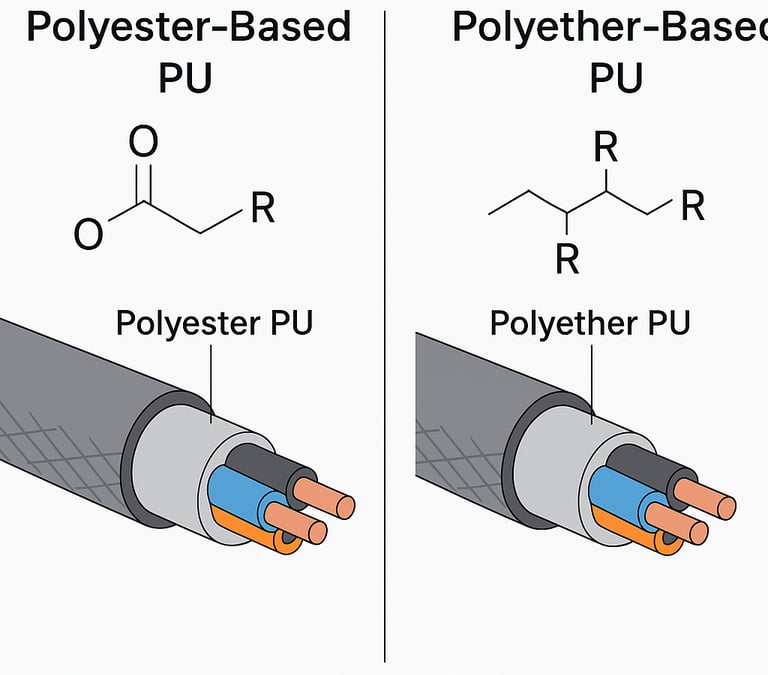
The fundamental distinction between polyester-based and polyether-based polyurethane lies in their polymer backbone structure, which directly influences their performance characteristics in cable applications.
Polyester-Based Polyurethane is synthesized using polyester polyols as the soft segment component. These polyols contain ester linkages (-COO-) in their molecular chain, creating a more rigid and mechanically robust polymer structure. The ester bonds contribute to higher intermolecular forces, resulting in enhanced tensile strength and superior resistance to mechanical wear. However, these same ester linkages make the material susceptible to hydrolytic degradation when exposed to moisture over extended periods.
Polyether-Based Polyurethane utilizes polyether polyols containing ether linkages (-O-) in the polymer backbone. The ether bonds provide greater molecular flexibility and rotational freedom, resulting in enhanced elasticity and low-temperature performance. More importantly for cable applications, ether linkages exhibit excellent resistance to hydrolytic attack, making polyether-based PU ideal for wet or humid environments where cable longevity is paramount.
The choice of polyol type also affects the material's compatibility with various additives and stabilizers commonly used in cable formulations, including flame retardants, UV stabilizers, and antioxidants. This compatibility directly impacts the cable's overall performance profile and compliance with industry standards such as IEC, UL, and CSA specifications.


Mechanical & Environmental Performance Comparison
Mechanical Properties
In industrial cable applications, mechanical integrity under stress is crucial for preventing conductor damage and maintaining electrical continuity. Polyester-based PU demonstrates superior tensile strength and cut resistance, making it the preferred choice for cables subjected to high mechanical stress, sharp edges, or abrasive environments.
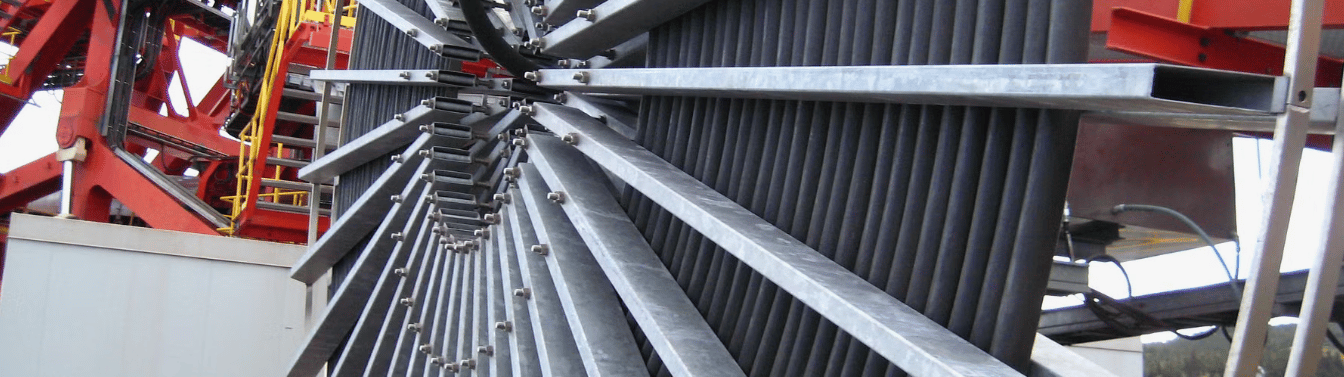
The enhanced mechanical properties of polyester PU are particularly valuable in reeling cable applications, where the cable jacket must withstand repeated bending, stretching, and compression cycles. Industrial cranes, mining equipment, and automated manufacturing systems often require cables that can endure millions of flex cycles without jacket failure.
Polyether-based PU, while offering slightly lower ultimate tensile strength, provides excellent dynamic properties and fatigue resistance. This makes it ideal for applications requiring continuous flexing or where the cable must maintain flexibility under varying load conditions. The superior elasticity of polyether PU also contributes to better strain relief at cable terminations and connectors.
Abrasion Resistance
Abrasion resistance is often the defining factor in cable jacket selection for industrial environments. Polyester-based polyurethane exhibits exceptional sliding abrasion resistance, outperforming most other cable jacket materials by significant margins. This superior performance stems from the rigid polymer structure that resists surface wear and maintains integrity under high-friction conditions.
Industrial applications where polyester PU excels include cable drag chains, reeling systems in steel mills, mining operations with abrasive dust environments, and conveyor systems where cables experience constant rubbing against support structures. The material's ability to withstand abrasive particles and sharp contact points makes it invaluable for maintaining cable integrity in harsh industrial settings.
Polyether-based PU, while offering good abrasion resistance, is better suited for applications where flexibility and environmental resistance take precedence over maximum abrasion protection. Modern formulations can incorporate specific additives to enhance abrasion resistance, creating hybrid polyether materials that approach polyester performance levels while maintaining superior environmental stability.
Hydrolysis and Water Resistance
Water resistance represents one of the most significant differentiators between polyester and polyether PU in cable applications. Polyether-based polyurethane demonstrates exceptional hydrolytic stability, making it the clear choice for marine environments, outdoor installations, and industrial processes involving high humidity or direct water exposure.
The ether linkages in polyether PU resist hydrolytic attack even in warm water conditions up to 122°F (50°C) for extended periods. This stability translates to longer cable life in wet environments and reduced maintenance requirements. Marine applications, offshore installations, food processing facilities, and chemical plants benefit significantly from polyether PU's water resistance.
Polyester-based PU is not recommended for high-humidity or water-exposure applications due to its susceptibility to hydrolysis. The ester bonds can undergo degradation in the presence of water and heat, leading to gradual deterioration of mechanical properties and eventual cable failure. This limitation restricts polyester PU to dry or controlled environments where its superior mechanical properties can be fully utilized.
Temperature Performance
Temperature extremes present unique challenges for cable jacket materials in industrial applications. Polyester-based PU offers superior heat aging resistance and maintains mechanical properties at elevated temperatures longer than polyether alternatives. This makes it suitable for applications near furnaces, engines, or industrial processes generating significant heat.
Both polyester and polyether polyurethanes can withstand continuous operation up to 194°F (90°C), but polyester formulations demonstrate better resistance to thermal degradation and oxidation at the upper temperature limits. Industrial cables in power plants, steel mills, and automotive manufacturing benefit from this enhanced thermal stability.
Polyether-based PU excels in low-temperature applications, maintaining flexibility and impact resistance at temperatures as low as -40°F (-40°C). This cold flexibility is crucial for outdoor installations, cold storage facilities, and industrial equipment operating in extreme climates. The material's ability to withstand sudden temperature changes without cracking makes it ideal for cables that experience thermal cycling.
Electrical Cable Jacket Applications
Polyester-Based PU Applications
The superior mechanical properties and abrasion resistance of polyester-based PU make it the material of choice for demanding industrial cable applications where environmental exposure is controlled.
Heavy-duty reeling cable jackets represent a primary application where polyester PU's mechanical strength and abrasion resistance provide unmatched performance. Mining equipment, steel mill cranes, and container handling systems require cables that can withstand millions of reeling cycles while maintaining jacket integrity. The material's resistance to oils and hydraulic fluids common in these environments adds to its suitability.
Conveyor system cables benefit from polyester PU's sliding abrasion resistance, particularly in applications where cables must run alongside moving machinery or through guide channels. The material's ability to resist wear from constant contact with support structures extends cable life significantly compared to traditional jacket materials.
Industrial automation cables in dry manufacturing environments leverage polyester PU's mechanical strength and chemical resistance. Robot cables, machine tool power feeds, and automated assembly line applications require materials that can withstand repetitive motion while resisting degradation from cutting fluids and lubricants.
Polyether-Based PU Applications
The environmental stability and flexibility of polyether-based PU make it ideal for challenging industrial environments where moisture, temperature extremes, or dynamic motion are primary concerns.
Marine and offshore cable applications represent the ideal use case for polyether PU jackets. The material's hydrolytic stability ensures reliable performance in saltwater environments, while its flexibility accommodates vessel movement and tidal forces. Port cranes, offshore platforms, and shipboard electrical systems benefit from polyether PU's long-term reliability in marine conditions.
Dynamic motion cables in automated systems, hoists, and material handling equipment leverage polyether PU's superior fatigue resistance and flexibility. The material's ability to maintain properties through millions of flex cycles while resisting environmental degradation makes it essential for modern industrial automation.
Outdoor installation cables benefit from polyether PU's UV resistance and weatherability. Industrial lighting systems, outdoor conveyors, and infrastructure applications require materials that can withstand years of exposure to sunlight, temperature cycling, and precipitation without degradation.
Cost and Lifecycle Considerations
The economic aspects of polyester versus polyether PU selection extend beyond initial material costs to encompass total lifecycle expenses, including installation, maintenance, and replacement costs.
Polyester-based PU typically offers lower initial material costs, making it attractive for budget-conscious projects where environmental conditions are favorable. However, the cost advantage diminishes rapidly in applications where hydrolytic degradation leads to premature cable failure and replacement.
Polyether-based PU commands a premium price due to more complex manufacturing processes and raw material costs. This investment is justified in applications where the superior environmental resistance extends cable life significantly. The reduced frequency of cable replacement, lower maintenance requirements, and decreased downtime often result in lower total cost of ownership despite higher initial expenses.
Risk assessment plays a crucial role in material selection. In critical applications where cable failure can result in significant downtime costs or safety hazards, the additional reliability of polyether PU in challenging environments often justifies the higher initial investment. Conversely, in controlled environments where polyester PU's mechanical advantages align with application requirements, the cost savings can be substantial.
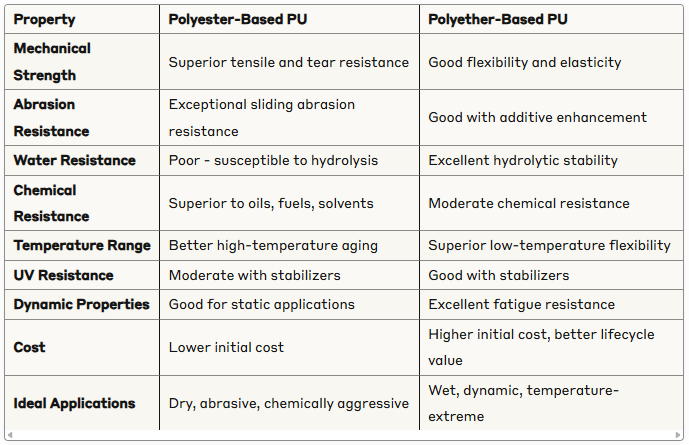
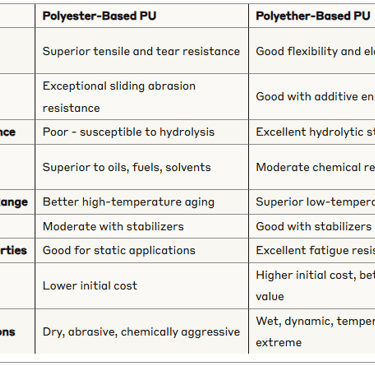
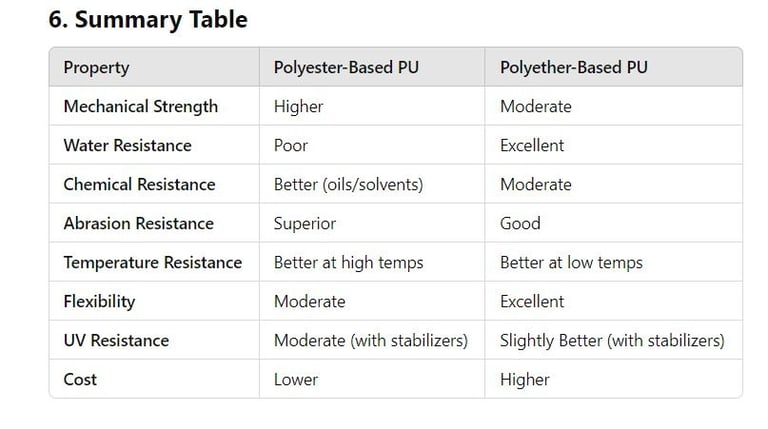
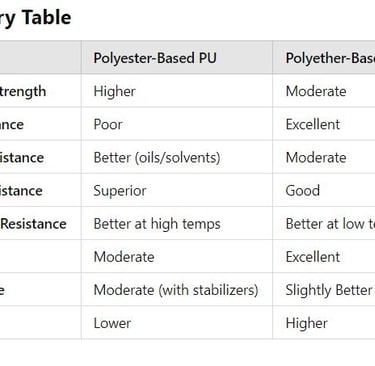
Performance Comparison Summary
Conclusion
The selection between polyester-based and polyether-based polyurethane for industrial cable jackets requires careful consideration of environmental conditions, mechanical requirements, and economic factors. Each material type offers distinct advantages that align with specific application profiles.
Choose polyester-based PU when maximum abrasion resistance and mechanical strength are paramount in dry, controlled environments. Applications involving heavy mechanical stress, chemical exposure, or high-temperature operation benefit from polyester PU's superior properties. The lower initial cost makes it attractive for budget-sensitive projects where environmental conditions support long-term performance.
Select polyether-based PU for applications involving water exposure, extreme temperature cycling, or dynamic motion requirements. The superior environmental stability and flexibility justify the higher initial cost through extended cable life and reduced maintenance. Marine environments, outdoor installations, and automated systems requiring millions of flex cycles represent ideal applications for polyether PU.
For cable engineers and specifiers, the key lies in matching material properties to specific application requirements rather than defaulting to lowest-cost options. A thorough analysis of environmental conditions, mechanical stresses, and lifecycle costs will guide the optimal selection between these two excellent polyurethane materials.
The evolution of polyurethane chemistry continues to blur the lines between polyester and polyether performance through advanced formulations and hybrid materials. However, understanding the fundamental differences between these material types remains essential for making informed decisions that optimize cable performance, reliability, and cost-effectiveness in demanding industrial applications.
Frequently Asked Questions (FAQ)
Q1: Can polyester-based PU cables be used in outdoor applications?
A: While polyester-based PU offers excellent mechanical properties, it's not recommended for long-term outdoor use, especially in humid climates or areas with frequent precipitation. The material's susceptibility to hydrolysis can lead to premature cable failure. For outdoor installations, polyether-based PU with UV stabilizers is the preferred choice due to its superior water resistance and weatherability.
Q2: What is the typical lifespan difference between polyester and polyether PU cable jackets?
A: In dry industrial environments, both materials can last 10-15 years or more. However, in wet or humid conditions, polyester PU may degrade within 2-5 years due to hydrolysis, while polyether PU can maintain performance for 15-20+ years. The actual lifespan depends on specific environmental conditions, mechanical stress, and cable quality.
Q3: Are there hybrid PU materials that combine benefits of both polyester and polyether?
A: Yes, modern formulations can create hybrid polyether materials with enhanced abrasion resistance that approaches polyester performance levels. These specialized compounds use additives and modified polymer structures to improve specific properties while maintaining the base material's environmental advantages. However, true hybrids combining both polymer types in a single jacket are less common due to compatibility issues.
Q4: How do I identify whether my existing cables use polyester or polyether PU jackets?
A: Visual identification is difficult without testing. Check the cable manufacturer's specifications or data sheets, which should specify the jacket material. If documentation is unavailable, laboratory analysis can determine the polymer type. Some field indicators include: polyester PU tends to be harder and more rigid, while polyether PU feels more flexible and elastic.
Q5: Can PU cable jackets be repaired if damaged?
A: Minor surface damage to PU jackets can sometimes be repaired using compatible polyurethane repair compounds, but this is generally a temporary solution. Significant damage typically requires cable replacement, as compromised jacket integrity can lead to conductor exposure and electrical hazards. Prevention through proper installation and cable protection is more cost-effective than repair.
Q6: What temperature range should I expect from PU cables in dynamic applications?
A: Both polyester and polyether PU cables typically operate continuously from -40°F to 194°F (-40°C to 90°C). Polyether PU maintains better flexibility at low temperatures, while polyester PU handles high temperatures better. For extreme temperature applications beyond this range, specialized formulations or alternative materials may be required.
Q7: Are there fire safety considerations with different PU types?
A: Both polyester and polyether PU can be formulated with flame retardant additives to meet various fire safety standards (UL, IEC, etc.). The base polymer type doesn't significantly affect flame retardancy - this is primarily determined by additives. Always verify that cables meet the specific fire safety requirements for your application and installation environment.
Q8: How does chemical exposure affect the choice between polyester and polyether PU?
A: Polyester PU offers superior resistance to oils, fuels, hydraulic fluids, and many industrial chemicals, making it ideal for chemical processing and manufacturing environments. Polyether PU has moderate chemical resistance but excels in aqueous environments. For applications involving both chemical exposure and water, consult with cable manufacturers about specialized formulations.
Q9: What's the cost difference between polyester and polyether PU cables?
A: Polyether-based PU cables typically cost 15-30% more than polyester-based alternatives due to higher raw material and processing costs. However, in applications where polyether PU's environmental advantages extend cable life significantly, the total cost of ownership is often lower due to reduced replacement frequency and downtime.
Q10: Can I use polyester PU cables in food processing applications?
A: While polyester PU can be formulated for food contact applications, polyether PU is generally preferred for food processing environments due to its superior hydrolytic stability and easier cleaning. Many food processing environments involve frequent washdowns and sanitization, conditions where polyether PU's water resistance provides significant advantages. Always verify food safety certifications (FDA, EU, etc.) for specific applications.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat