Why Australian Underground Mining Operations Are Switching to Premium Coal Cutter Cables: A Technical Deep Dive
Discover why PROTOMONT (V) NSSHCGEOEU 1KV underground mining cables are designed for coal cutting machines, cable protection chains, and mobile mining equipment requiring high flexibility, tensile strength, and reliable mechanical durability in harsh underground environments.
hongjing.Wang@Feichun
5/18/202612 min read
Introduction: The Hidden Cost of Cable Failures in Australian Underground Mining
Every year, Australia's underground coal mining operations face a recurring challenge that most surface operations never encounter: cable failure in confined, high-stress environments. The financial impact is staggering. When a coal cutter cable fails deep underground, it's not just the cost of replacing the cable—it's the production shutdown, the difficulty of extraction and replacement in cramped spaces, and the safety risks to personnel working in hazardous conditions.
The problem isn't new. Australian mining operations, from New South Wales coalfields to Queensland mining regions, have long struggled with standard industrial cables failing under the unique demands of underground coal cutting operations. These cables must withstand continuous mechanical stress, tensile loading, abrasion within cable chains, and the constant flexing that comes with mobile mining equipment operation.
This guide explores why premium, purpose-designed underground mining cables have become essential infrastructure for serious mining operations across Australia—and why the cable handler systems used in these environments require cables with significantly different performance characteristics than standard industrial solutions.
Understanding the Unique Challenges of Underground Coal Cutter Cable Applications
Why Standard Industrial Cables Fail Faster Than Expected
When Australian mining engineers first started using general-purpose industrial cables in underground coal cutting machines, they discovered a fundamental problem: these cables simply weren't designed for the specific stresses of underground mining environments.
Standard cables experience several failure modes in underground coal operations that manufacturers never anticipated:
Continuous Conductor Fatigue. Coal cutter machines operate with repeated, violent movement. The cable flexes continuously as the machine moves through the seam, creating cyclic stress on the copper conductors. Without proper conductor design, these copper strands undergo rapid fatigue failure—sometimes within months rather than years. The cost of premature failure, combined with the danger of working in confined underground spaces, makes this particularly problematic.
Outer Sheath Abrasion and Wear. Underground coal mining environments are notoriously harsh. The cable drags across sharp coal edges, rough stone surfaces, and metal support structures. Standard rubber sheaths wear through quickly, exposing inner insulation to moisture, coal dust, and chemical exposure. Once the outer sheath compromises, electrical hazards increase dramatically.
Tensile Stress Damage. This is where cable handler systems create unique challenges. These systems involve chains that trail behind mining equipment, pulling the cable as the machine moves. The pulling forces—sometimes reaching thousands of Newtons—create tensile stress that standard cables simply can't withstand. The reinforcement structure matters enormously here.
Repeated Bending and Torsional Loading. Coal cutters don't move in straight lines. The machines twist, turn, and bend the cable through angles that would destroy inadequately designed cables. Torsional stress—the twisting force—adds another dimension of mechanical stress.
The Economics of Cable Failure in Australian Underground Mines
Consider a typical underground coal mining operation in Australia. A production halt costs anywhere from AUD $50,000 to AUD $200,000+ per day in lost production, depending on the mine's output. A cable failure requiring extraction and replacement might cost AUD $15,000 to AUD $30,000 in labor, equipment, and parts—but the real cost is the production downtime.
When you add safety considerations—the risk to personnel working underground, the compliance implications, and potential regulatory fines—the true cost of cable failure becomes massive. This economic reality has driven Australian mining companies to demand cables engineered specifically for these conditions rather than adapted general-purpose solutions.
What Makes Purpose-Built Underground Coal Cutter Cables Different
Cable Construction for Underground Environments: Beyond Standard Design
Premium underground coal cutter cables used in Australian mining operations feature several engineering innovations that distinguish them from standard industrial cables:
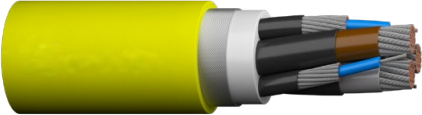
Extremely Flexible Class FS Conductors. The foundation of cable performance is conductor design. Class FS (extremely fine strand) tinned copper conductors consist of hundreds of individually fine copper strands twisted together. Why tinning? The tin coating prevents oxidation and improves flexibility. This design allows the cable to bend repeatedly without the fatigue failures that plague standard cables. In Australian underground conditions—where cables bend around sharp edges and through restrictive spaces—this conductor design is non-negotiable.
Double Concentric Control and PE Conductors. These cables incorporate monitoring and protective earth conductors that are concentric (wrapped around the main conductors rather than running separately). This design approach improves cable balance, reduces electromagnetic interference, and enhances operational reliability in the electrically noisy environment of underground mining equipment.
Steel and Copper Wire Reinforcement Layer. This is the critical innovation for cable handler applications. Rather than relying solely on the cable's core for strength, these cables incorporate a reinforcement layer of steel and copper wires spun around the insulation. This layer is specifically engineered to absorb tensile forces—the pulling stress created when cables are dragged through cable protection chains. The reinforcement layer transforms the cable from something that breaks under tension into something that can be pulled through challenging underground routes without failure.
Advanced EPR Rubber Insulation System. While standard PVC or basic rubber insulation works in many applications, underground mining requires insulation that remains flexible even when cold (Australian underground mines can be surprisingly cool), resists oil and chemical exposure, and maintains electrical integrity despite moisture infiltration. Advanced Ethylene Propylene Rubber (EPR) compounds specifically formulated for mining conditions provide this performance.
Durable PCP Outer Sheath Protection. The outermost layer uses polychloroprene (PCP) rubber rather than standard rubber. This compound resists abrasion far better than conventional sheaths, maintains integrity when exposed to coal dust and mining chemicals, and provides superior UV resistance for the rare occasions when cables are used near pit entrances. The difference in sheath durability directly correlates to cable lifespan in harsh underground environments.
Cable Specifications for the 1KV Standard Configuration
To understand the engineering depth of these cables, consider the typical 1KV configuration used in Australian underground operations:
The 3×25mm² conductor configuration with integral monitoring and control conductors provides the power capacity needed for mid-sized coal cutting equipment while maintaining sufficient flexibility for mobile operation. The cable achieves 1,125 Newtons maximum tensile strength with proper design—more than ten times what standard cables provide.
The bending radius of 2.3 × cable diameter at 5 N/mm² tensile stress allows the cable to navigate the tight spaces around shearer supports and through cable guide systems. The torsional stress rating of ±25°/m means the cable can handle the twisting forces created by mining equipment movement without developing the internal failures that compromise electrical safety.
Current-carrying capacity of 131 Amperes at maximum operating temperature ensures the cable can supply adequate power without voltage drop or heat-related degradation. The nominal operating capacitance of 350 nF/km and operational self-inductance of 0.33 mH/km indicate a cable designed specifically for the electromagnetic environment of mining equipment.
Real-World Case Studies: Australian Mining Operations
Case Study 1: NSW Coalfield Operation - Underground Cable Handler System Upgrade
An underground coal mining operation in the Hunter Valley region of New South Wales operated with standard industrial cables in their cable handler system for eight years. The operation involved shearer equipment pulling cables through a chain protection system in a longwall mining configuration.
The Problem: Cable failures occurred approximately every 4-6 months. Each failure required a full retreat of equipment, extraction of the damaged cable (a process taking 6-8 hours), replacement installation, and equipment recommissioning. The mine experienced an average of 15-18 days of production lost annually due to cable-related issues. At production rates of approximately 2,000 tonnes per day, this represented roughly AUD $100,000+ in lost revenue per year. Beyond economics, the recurring mechanical failures created safety concerns for personnel working in confined spaces near the shearer position.
The Solution: The operation upgraded to purpose-designed underground coal cutter cables featuring reinforced tensile structure and Class FS conductors. The cable handler system was re-evaluated to ensure proper alignment and tension control, but the primary change was cable specification.
The Results: Over a three-year period following the upgrade, the mine recorded only two cable failures—both related to installation errors rather than material failure. Production losses dropped to approximately 1-2 days annually from cable-related issues. The cost savings from reduced downtime exceeded AUD $250,000 over three years, dramatically offsetting the higher cable cost. More importantly, safety incidents related to cable extraction under pressure were eliminated.
This operation now budgets for planned cable replacement every 5-7 years rather than reactive failure replacement every 4-6 months. The predictability in maintenance planning has improved operational efficiency across the broader mining operation.
Case Study 2: Queensland Underground Mining Port Infrastructure Connection
This case study demonstrates that premium cable technology extends beyond underground mining into the infrastructure that supports it. A major coal mining operation in Queensland required cable upgrades at their underground load-out facility—where coal moves from underground mining operations to surface conveying and port facilities.
The Scenario: The facility uses cable-driven conveyor systems with some sections subject to moisture exposure and chemical contact (coal dust mixed with water creates an acidic environment). Standard cable specifications were failing with increasing frequency, creating bottlenecks in coal evacuation from underground operations.
Technical Implementation: The facility upgraded cable specifications to emphasize chemical resistance and moisture protection while maintaining the flexibility requirements of conveyor-driven applications. PCP outer sheath protection proved particularly valuable in this environment.
Outcome: Cable lifespan extended from approximately 18 months to 4+ years. The facility achieved consistent operational performance without the interruptions that had previously impacted coal throughput and, consequently, port delivery schedules.
Cable Selection for Specific Underground Mining Applications
Coal Cutting Machines: Chain Operation vs. Free Trailing
Understanding the distinction between chain operation and free trailing configurations is essential for Australian mining operations planning cable upgrades.
Chain Operation (Cable Handler Systems): In these configurations, the cable runs through a protective chain that trails behind the mining equipment. The chain absorbs most of the dragging force, but tensile stress still transmits to the cable itself. The cable must provide:
High tensile strength (minimum 1,125 Newtons for standard configurations)
Excellent flexibility despite reinforcement (Class FS conductors are non-negotiable)
Reliable monitoring conductors (critical for equipment diagnostics)
Superior outer sheath durability (the cable still experiences abrasion within the chain)
The 3×25+3×(1.5STKON+16/3KON)+UELKON configuration provides typical specifications for these applications, with the control conductors allowing real-time equipment monitoring.
Free Trailing Configuration: These applications involve cables that trail directly behind equipment without protective chain systems. They require:
Even higher tensile strength (40+ N/mm² permanent tensile strength)
Steel braiding for additional mechanical protection
Maximum torsional stress handling (equipment twisting creates severe stress)
Enhanced abrasion resistance (no protective chain system)
These cables typically feature additional steel reinforcement and robust outer sheaths specifically designed for this application.
Mechanical Parameters That Matter in Australian Mining Conditions
When Australian mining engineers evaluate cables for underground operations, three mechanical parameters deserve special attention:
Torsional Stress Rating. The ±25°/m rating indicates the cable can handle turning and twisting without developing internal faults. In coal cutting operations where equipment constantly changes direction, this parameter directly impacts cable lifespan. Higher ratings accommodate more aggressive equipment movement patterns.
Bending Radius Requirements. The 2.3 × cable diameter specification at 5 N/mm² tensile stress indicates the radius at which the cable can bend before internal damage occurs. Australian underground mining operations feature cable runs through guide systems, around support structures, and through narrow seams. Understanding this parameter prevents installation practices that exceed the cable's mechanical limits.
Permanent Tensile Strength. The 15 N/mm² rating represents the pulling force the cable can withstand in cable handler applications. For heavy-duty coal cutting operations, some configurations achieve higher ratings (up to 40 N/mm² for free trailing applications). This parameter directly determines cable suitability for specific equipment configurations.
Australian Mining Port and Infrastructure Applications
Beyond underground coal cutting operations, premium cable specifications are increasingly important for port infrastructure supporting Australian mining operations.
Port facilities handling coal from underground mines require cables that maintain reliability despite moisture, salt spray exposure (for coastal ports), chemical contact with coal dust, and heavy mechanical loading from conveyor systems. The same principles that apply to underground cables apply here: specialized outer sheaths, superior conductor design, and appropriate reinforcement structures determine operational reliability.
Several Australian mining ports have experienced operational bottlenecks traced to inadequate cable specifications in conveyor and equipment systems. Upgrading to mining-grade cables reduces downtime and improves the consistency of coal throughput—a critical factor for mining companies managing just-in-time supply chains with international customers.
Selecting the Right Cable for Your Operation
Key Selection Criteria for Australian Mining Operations
When evaluating cables for underground coal cutting applications, Australian mining operations should assess:
1. Tensile Load Requirements. Accurately determine the pulling forces in your cable handler system. Engineer specifications vary between different equipment manufacturers and installation configurations. Conservative specification ensures safety margin; under-specification risks failure.
2. Environmental Exposure Assessment. Quantify moisture exposure, chemical exposure, temperature variations, and abrasion exposure in your specific operation. Different Australian mining regions experience different underground conditions. NSW collieries differ significantly from Queensland operations.
3. Equipment Duty Cycle. Understand how intensively your equipment operates. Continuous duty (24/7 operation) requires more robust specifications than intermittent duty. Accelerated duty cycles (rapid starts/stops, aggressive directional changes) necessitate superior torsional stress ratings.
4. Flexibility and Spatial Requirements. Map your cable routing. Tight corners, guide systems, and spatial constraints demand cables with superior flexibility. Standard cables cannot navigate these routes without premature failure.
5. Maintenance Capability. Consider whether your operation has capability for rapid cable replacement if failure occurs. Operations with minimal maintenance resources must specify cables with maximum reliability margins. Operations with robust maintenance capability might tolerate slightly lower reliability ratings.
6. Long-Term Cost Analysis. Calculate total cost of ownership including initial cable cost, expected replacement frequency, labor for replacement, and production losses during replacement. Higher-specification cables typically deliver superior total cost of ownership despite higher initial cost.
Installation Best Practices for Maximum Cable Lifespan
Proper installation dramatically impacts cable performance. Even premium cables fail prematurely if installed incorrectly. Australian mining operations should follow these practices:
Cable Chain Alignment. Ensure cable protection chains maintain proper alignment with cable routing. Misalignment causes edge-wear on the cable sheath—the fastest path to failure. Professional alignment verification before commissioning prevents this common failure mode.
Tension Control. Maintain appropriate tension in cable handler systems. Excessive tension accelerates fatigue; inadequate tension causes cable sagging and contact with sharp surfaces. Proper tension allows the cable to move smoothly through guide systems without pinching or excessive stress.
Avoid Sharp Directional Changes. Where possible, guide cable routing through gradual curves rather than sharp angles. Even premium cables suffer premature failure when forced through bends smaller than specification. Proper guide system design is as important as cable specification.
Regular Inspection Protocols. Implement monthly visual inspections of exposed cable sections, quarterly close examinations of high-stress areas, and annual detailed assessments of sheath integrity. Early detection of wear patterns prevents catastrophic failure.
Moisture and Chemical Management. In high-moisture underground environments, ensure cable drainage pathways don't trap water. In chemically exposed areas, periodically clean cable surfaces to prevent chemical accumulation. These simple practices extend cable lifespan significantly.
Future Trends in Underground Mining Cable Technology
Innovation in Cable Materials and Design
The mining cable industry continues advancing beyond current standards. Emerging developments relevant to Australian operations include:
Enhanced Conductor Alloys. New tinned copper formulations improve flexibility while maintaining superior electrical conductivity. These advances allow even finer stranding (more individual wires per conductor) without compromising current-carrying capacity.
Advanced Outer Sheath Compounds. Chemical researchers have developed elastomer compounds offering superior abrasion resistance, improved chemical compatibility, and better low-temperature flexibility—all important for Australian underground mining conditions.
Integrated Monitoring Systems. Future cables will likely incorporate sensors for real-time monitoring of temperature, mechanical stress, and insulation integrity. This capability would enable predictive maintenance—replacing cables before failure rather than after—further improving operational reliability.
Sustainability Considerations. As environmental consciousness increases in the mining industry, cable manufacturers are developing compounds with reduced environmental impact while maintaining performance standards. Australian mining operations increasingly prioritize sustainability in supplier selection.
Common Questions About Underground Coal Cutter Cables
Q: How long should I expect a premium underground mining cable to last in continuous operation?
A: Properly installed cables in typical Australian underground coal mining conditions achieve 5-7 year lifespan with moderate duty cycles, or 3-5 years with heavy continuous duty. This contrasts with 1-2 years for standard industrial cables in the same application.
Q: What's the difference between 1KV and 3-6KV cable specifications?
A: The voltage rating determines application. 1KV cables suit medium-power coal cutting equipment; 3-6KV cables support higher-power equipment or longer cable runs where voltage drop becomes significant. Selecting the appropriate voltage rating ensures adequate power delivery without excessive heat generation.
Q: Can I use the same cable for both chain operation and free trailing applications?
A: Generally, no. Chain operation cables optimize for moderate tensile strength and good flexibility. Free trailing cables require significantly higher tensile strength but sacrifice some flexibility. Using chain operation cables in free trailing applications risks premature failure under excessive tensile stress.
Q: How important is professional installation for cable performance?
A: Critical. Poor installation can reduce premium cable lifespan to match standard cable performance. Professional installation including proper alignment, tension setting, and routing design is essential for realizing the performance advantage of premium specifications.
Expert Summary
For Australian mining operations managing underground coal cutting equipment or supporting port infrastructure, cable specification represents a critical but often overlooked factor in operational reliability. Standard industrial cables, while adequate for many applications, fail prematurely in the unique combination of mechanical stress, environmental exposure, and duty cycle severity characteristic of underground mining operations.
Purpose-designed cables featuring Class FS conductors, reinforced tensile structures, advanced EPR insulation systems, and durable PCP outer sheaths deliver genuine performance advantages. These advantages translate directly to operational metrics: reduced downtime, improved production consistency, enhanced worker safety, and superior total cost of ownership.
Real-world case studies from Australian mining operations demonstrate that cable specification upgrades consistently deliver 40-60% reductions in cable-related failures and corresponding production losses. For operations managing tight margins and competitive global markets, these improvements directly impact profitability.
The investment decision should not focus narrowly on cable cost—premium cables typically cost 20-30% more than standard alternatives—but rather on the total cost of ownership including failure rates, replacement labor, and production impact. For most serious Australian mining operations, premium specifications prove economically justified within 2-3 years through improved reliability alone.
Selection requires careful assessment of your specific application: tensile load requirements, environmental exposure, equipment duty cycle, and spatial constraints all influence the optimal cable specification. Professional guidance during selection and installation ensures that your investment in premium cable technology delivers the performance and reliability Australian mining operations demand.
Additional Resources
For detailed technical specifications, australian mining engineers should consult:
Standards references: DIN VDE 0250-812, DIN EN 60228, DIN VDE 0298-4
Equipment manufacturer recommendations for cable specifications
Local mining safety regulations and compliance requirements
Professional cable supplier technical documentation
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat