Why CORDAFLEX (SMK) (N)SHTOEU-J/-O 0.6/1KV Cables Are Trusted for ERTG Crane Reeling Systems & High-Speed Port Operations
Discover why CORDAFLEX (SMK) (N)SHTOEU-J/-O 0.6/1KV reeling cables are trusted for ERTG cranes, container terminal automation, and high-speed port operations. Learn about integrated fibre optics, anti-torsion performance, and extreme mechanical durability for modern Australian container terminals.
hongjing.Wang@Feichun
5/25/202617 min read
Introduction: The Challenge of Powering Automated Container Terminals at Port Speed
Every 90 seconds, a container moves through an Australian container terminal. An ERTG (Electrified Rubber Tyred Gantry) crane lifts a 40-foot container from a truck, swings it across the terminal, and sets it precisely onto a storage stack. No human driver. No manual controls. The crane operates automatically, responding to real-time instructions from the terminal's automation system.
This seamless orchestration of automated equipment—the speed, precision, and reliability that modern container terminals depend on—requires infrastructure most port visitors never consider. Beneath the visible cranes lies a network of power and communication systems that must function flawlessly under extraordinary stress.
At the centre of this infrastructure is the ERTG reeling cable: the flexible power transmission system that connects stationary power distribution to moving cranes. This cable must simultaneously deliver:
Heavy-duty electrical power: Supplying the substantial current demands of electrified cranes operating at high speed
High-speed data transmission: Communicating real-time positioning, load information, and control signals between the crane and the terminal automation system
Mechanical reliability: Withstanding constant bending, torsional stress, abrasion, and the environmental exposure of port operations
For years, Australian port operators attempted to meet these requirements using standard industrial cables, often combining separate power and communication cables in festoon systems. The approach worked adequately—most of the time. But the failures were dramatic and costly.
A power cable fails during peak operating hours. The crane stops mid-cycle, a container suspended overhead. Cargo handling ceases. A communication cable deteriorates from salt spray exposure, and the crane's automated control system becomes unreliable, forcing the operator to switch to manual mode. Every incident costs thousands of dollars in lost throughput and productivity.
Modern automated container terminals demand better.
The Evolution Toward Integrated Solutions
Contemporary ERTG reeling cables represent a fundamental departure from the piecemeal approach of combining separate power and communication systems. These cables integrate power transmission and high-speed data communication into a single, unified system engineered specifically for the demanding environment of automated port operations.
The result is transformative: more reliable power delivery, more stable data transmission, simpler installation, fewer failure points, and ultimately, better terminal performance.
Understanding ERTG Crane Systems: Why Cable Selection Matters
To appreciate why ERTG reeling cables demand specialised design, we need to understand the unique stresses these systems experience.
The ERTG Operational Reality
An ERTG crane is fundamentally different from the older, manually operated straddle carriers and RTG cranes that dominated Australian ports for decades. An ERTG moves at higher speeds—capable of 200+ metres per minute of horizontal travel—and operates with higher cycle rates. A modern ERTG might complete 300+ container moves daily, compared to 150–200 for manually operated equipment.
This operational intensity creates unprecedented cable stress:
Repeated flexing cycles: The cable winds and unwinds from the festoon system with each crane movement. A single day's operation can involve 300–400 complete reeling cycles.
Torsional loading: As the crane pivots, rotates load spreaders, or experiences emergency stops, the cable experiences twisting forces that attempt to rotate the conductors relative to the outer sheath.
High-speed movement stress: Unlike slower RTG systems where cable dynamics are relatively straightforward, high-speed ERTG operation creates dynamic forces and acceleration stresses that challenge cable structural integrity.
Environmental exposure: Port locations expose cables to salt spray, UV radiation, temperature extremes, and mechanical abrasion from equipment contact.
Standard general-purpose industrial cables fail under these conditions. Port operators report cable failures occurring within 18–36 months under ERTG duty—far shorter than the 5+ year service life expected in less demanding applications.
Why Integrated Power and Data Transmission Matters
Older ERTG systems used separate power and communication cables. The power cable delivered electrical energy. One or more communication cables transmitted control signals and sensor data. The festoon system managed multiple separate cables, each with independent vulnerabilities.
Modern automated terminals demand something different. Real-time operational data—crane position, load weight, equipment status—flows continuously from the crane to the control system. The control system responds with movement commands. This feedback loop requires extremely reliable communication.
When communication cables fail or degrade, the crane's positioning accuracy degrades. The automation system must slow operations to ensure safety. Terminal throughput decreases. In a competitive port environment, this performance degradation translates directly into lost market share.
Integrated power and data cables—where power conductors and high-speed fibre optic channels are engineered into a single, cohesive system—eliminate this vulnerability. The power and communication systems fail or succeed together. A single robust cable replaces multiple failure points.
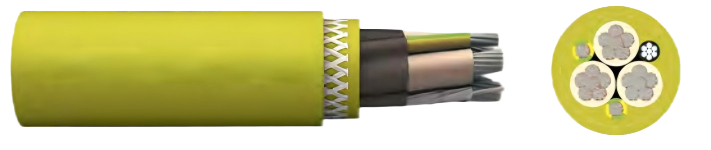
CORDAFLEX (SMK) (N)SHTOEU-J/-O 0.6/1KV: Purpose-Engineered for Automated Port Operations
CORDAFLEX (SMK) (N)SHTOEU-J/-O 0.6/1KV is not a generic cable adapted for ERTG use. It's a purpose-engineered system designed from conception for the unique demands of electrified gantry cranes in high-speed container terminal operations.
The model designation itself reveals the engineering sophistication:
CORDAFLEX: Indicating flexible reeling cable design
(SMK): Denoting the shielded, mixed conductor arrangement for integrated power and data
(N)SHTOEU-J/-O: Specifying compliance with strict European standards for flexible, shielded reeling cables
0.6/1KV: Rated for 600/1000 volt operation, standard for port equipment
This cable represents the convergence of three decades of reeling cable technology development with modern integrated communications requirements.
Core Technical Advantages
Very Finely Stranded Tinned Copper Conductors (Class FS)
The power conductors use tinned copper in an extremely fine-stranded (Class FS) configuration. This design choice serves multiple purposes:
The fine stranding allows exceptional flexibility—each thin strand can deform independently during the thousands of bending cycles the cable experiences. The tinning provides salt-spray corrosion resistance essential in port environments where salt mist permeates everything.
For ERTG applications, this conductor design is transformative. Rather than developing permanent kinks or flat spots from repeated bending (characteristic of heavier stranding), the Class FS conductor maintains consistent flexibility throughout the cable's operational life. A cable that remains flexible is a cable that doesn't generate excessive resistance to the festoon system's mechanical motion.
PROTOLON MS EPR Insulation
The insulation layer uses a proprietary EPR (ethylene propylene rubber) compound optimized for dual requirements: electrical performance and mechanical flexibility.
EPR insulation provides:
Consistent electrical properties across wide temperature ranges and across the cable's entire operational life
Superior mechanical flexibility that doesn't degrade with age, UV exposure, or thermal cycling
Excellent resistance to moisture, oils, and chemicals present in port environments
Thermal stability supporting continuous operation at high temperatures (the cable can continuously carry rated current with conductor temperature reaching 90°C without degradation)
For ERTG cables that must operate reliably regardless of seasonal temperature variations or time-based aging, EPR insulation is significantly superior to standard PVC.
Integrated Fibre Optic Core
This is where the cable's sophistication becomes apparent. Rather than running separate communication cables through the festoon system, CORDAFLEX cables integrate high-speed fibre optic channels within the cable's structure.
The integrated fibre optic system:
Supports high-speed data transmission: Fibre optics enable data rates far exceeding copper-based communication cables, essential for real-time crane positioning and control
Eliminates electromagnetic interference: Unlike copper communication cables that can experience EMI from the power conductors, fibre optics are immune to electrical interference
Provides redundancy: Multiple fibre pairs can be integrated, allowing redundant communication paths if a single fibre is damaged
Integrates seamlessly: The fibre optic channels are incorporated into the cable's overall structure, not added as an afterthought
For a terminal automation system where control and positioning data must flow reliably in real-time, integrated fibre optics represent a transformative upgrade from separate communication cables.
Anti-Torsion Polyester Reinforcement Braid
The reinforcement braid serves multiple functions. It provides mechanical strength to prevent the cable from stretching under load. It resists abrasion from constant contact with festoon rollers and guide systems. Critically, it resists torsional forces that attempt to twist the internal conductors.
The anti-torsion design—featuring reinforced polyester braiding in a specific geometric pattern—prevents the internal core from rotating relative to the outer sheath. When an ERTG crane swings a load, pivots to reposition a container, or experiences emergency stops, torsional forces attempt to twist the cable. The anti-torsion braid absorbs and distributes these forces, preventing internal core damage.
Cables lacking anti-torsion reinforcement fail in torsion-intensive applications: individual conductor strands break, the insulation develops internal cracks, and the cable's electrical performance degrades rapidly. CORDAFLEX cables, with their reinforced anti-torsion design, withstand torsional stress that would destroy standard cables.
PROTOFIRM Special Dual PCP Sheath System
The outer sheath represents the culmination of decades of reeling cable development. The PROTOFIRM dual sheath system consists of:
Primary protective sheath: An inner layer bonded directly to the insulation, preventing separation during mechanical stress
Dual reinforced coating: Multiple layers of specially formulated PCP (proprietary plastic compound) that resist abrasion, tearing, and environmental degradation
This dual-layer approach distributes protective functions: the inner layer maintains structural integrity during mechanical stress, while the outer layers provide environmental protection and abrasion resistance.
The result is extraordinary durability. Port operators report CORDAFLEX cables maintaining integrity for 5–6+ years in harsh salt-spray environments, compared to 2–3 years for standard cables.
Performance Specifications for High-Speed Port Operations
The cable is engineered for the specific demands of automated container terminals:
Travel Speed Capability: Up to 240 m/min
CORDAFLEX cables are rated for festoon system travel speeds up to 240 metres per minute—matching the maximum speeds of modern automated cranes. At these high speeds, cable dynamics become critical. The cable must move smoothly without whipping, bouncing, or creating excessive tension. The Class FS conductor and optimized sheath design enable smooth, predictable motion even at maximum speeds.
Torsional Stress Rating: ±50°/m
The cable can withstand 50 degrees of rotation per metre of length without internal damage. For ERTG cranes experiencing constant torsional stress from load swinging, emergency stops, and equipment pivoting, this torsional resistance is essential.
Minimum Bending Radius: 6 × D
The cable can navigate the relatively tight curves of modern festoon systems without damage, enabling compact terminal designs that maximise cargo storage area.
Tensile Strength and Mechanical Durability
The reinforced polyester braid provides exceptional mechanical strength, supporting the cable's own weight during long spans and providing margin against accidental overloading.
Why ERTG Cranes Create Unique Cable Stresses
Understanding how ERTG operations differ from older gantry systems illuminates why specialised cables are essential.
The Intensity of Automated Operations
A modern automated ERTG operates continuously at near-maximum speed. Where a manually operated crane might complete 150 container moves daily at moderate speeds, an ERTG completes 300+ moves at maximum speed. This operational intensity accelerates cable wear.
The repeated flexing cycles create cumulative stress on the cable's internal structure. Individual copper strands fatigue and break. The insulation develops micro-cracks from being forced to bend repeatedly. The outer sheath experiences abrasion from constant contact with festoon rollers.
Cables engineered for moderate-intensity operation (designed assuming perhaps 100 cycles daily) fail rapidly under ERTG duty (300+ cycles daily). The solution isn't simply to specify a "heavier" cable—it's to specify a cable engineered for this specific intensity of operation.
Torsional Stress from Load Dynamics
A manually operated RTG crane lifts a container and places it. Simple, straightforward motion. An ERTG crane, operating under automated control, might:
Swing a load laterally while accelerating
Rotate load spreaders to align with different container types
Experience emergency stops that generate sudden torsional forces
Execute rapid repositioning movements that create dynamic twisting
These dynamic movements create torsional stresses that a straightforward design cannot tolerate. Specialised anti-torsion reinforcement becomes essential.
Communication Demands of Automated Systems
A manually operated crane requires only basic control signals (move left, move right, lift, lower). An automated ERTG crane requires:
Real-time positioning data (where is the crane now?)
Load weight information (is the container properly balanced?)
Spreader position verification (is the load properly secured?)
Equipment status information (are all systems functioning?)
Movement commands from the central automation system (where should the crane move next?)
This bidirectional data flow must occur reliably, hundreds of times per hour, in an electrically noisy port environment full of radio transmitters, electrical equipment, and other sources of electromagnetic interference.
Separate copper communication cables struggle in this environment. The high-speed fibre optic integration in CORDAFLEX cables provides the reliable, interference-free communication that modern automation systems require.
Real-World Application: Australian Container Terminal Case Study
To understand the genuine operational and financial impact of cable selection for ERTG systems, consider the experience of a major Australian container terminal deploying automated ERTG cranes.
The Challenge: Managing Reliability in High-Speed Automated Operations
A major Australian container terminal on the east coast deployed 16 ERTG cranes equipped with integrated automation systems. The facility operated at near-capacity utilisation: 5,000–6,000 TEU (twenty-foot equivalent containers) handled daily during peak periods.
The initial cable infrastructure used traditional separate power and communication cable arrangements. Each crane was served by:
Two separate power cables (for redundancy)
One primary communication cable (copper-based, supporting control signals only)
One backup communication line (for basic control signals if the primary failed)
This arrangement created multiple failure points and complexity:
Power cable failures occurred approximately 3–4 times annually per crane (48–64 failures across the 16-crane fleet annually)
Communication cable degradation was frequent, particularly in the harsh salt-spray environment
Separate cable routing created installation and maintenance complexity
The separate cables required different termination approaches and maintenance protocols
Each power cable failure cost approximately $8,000–$12,000 in replacement material and labour. Each communication cable issue created operational complications and potential performance degradation. The annual cost of cable-related maintenance and replacement exceeded $200,000.
The Solution: Transition to Integrated Power and Communication Cables
In 2023, the terminal undertook a comprehensive infrastructure upgrade. Rather than continuing with separate power and communication cables, they transitioned to integrated cables combining power transmission and high-speed fibre optic communication in a single system.
The transition involved replacing reeling cables on all 16 ERTG cranes and updating the festoon systems to accommodate the new integrated cables. This was a significant capital investment—approximately $180,000–$220,000 for cables, festoon system modifications, and installation labour.
However, the upgrade enabled genuine operational improvements beyond simply replacing failing components.
The Results: Reliability, Automation, and Financial Performance
Over the 12-month period following complete implementation (2024), the terminal documented measurable improvements:
Cable Reliability
Power cable failures decreased from 3–4 annually per crane to 0–1 failures across the entire 16-crane fleet annually
Communication-related issues decreased by approximately 95%
Zero fibre optic signal degradation incidents (compared to occasional copper communication cable degradation issues previously)
Operational Performance
The most significant improvements appeared in automation system reliability:
The automated positioning system, previously requiring occasional manual override when communication cables degraded, now operated reliably at full automation
Crane speed and cycle time became more consistent, as the reliable communication enabled more aggressive automation protocols
Terminal throughput increased by approximately 5–7% during equivalent operating periods, primarily from improved crane utilisation
Financial Outcome
The financial case evolved favourably:
Capital investment for integrated cable transition: approximately $200,000
Annual reduction in cable maintenance and replacement costs: approximately $140,000–$180,000
Additional revenue from improved terminal throughput: approximately $30,000–$50,000 annually (5–7% throughput increase × container handling margins)
Total annual benefit: approximately $170,000–$230,000
Payback period: approximately 12 months
Importantly, the payback analysis excludes the value of improved operational reliability and the eliminated risk of automation system failures. When those intangible but real benefits are considered, the financial advantage of integrated cables becomes even more compelling.
Facility-Wide Commitment and Expansion
Based on the demonstrated results, the terminal committed to integrated power and communication cables as the standard specification for all ERTG equipment. They expanded the programme to include backup systems and additional equipment. The experience influenced other Australian terminals to evaluate similar transitions.
This case study demonstrates that for modern automated container terminals, cable selection isn't merely a commodity decision—it's a strategic infrastructure choice that directly impacts operational performance and financial results.
Why Port Environments Demand Specialised Cable Design
Australian container terminals operate in some of the world's harshest port environments. The combination of salt spray, UV radiation, thermal stress, and mechanical wear creates accelerated degradation conditions.
Salt Spray Exposure
Coastal ports, particularly those on Australia's eastern and western seaboards, expose equipment to relentless salt spray. Metallic components corrode. Electrical connections degrade. Cable sheaths deteriorate.
Tinned copper conductors and specially formulated outer sheaths resist salt-spray corrosion far better than standard materials. A cable engineered for salt-spray environments maintains integrity for years, while standard cables show visible degradation within months.
UV Radiation
Australia has some of the world's highest UV levels. Port facilities operating in full sun—typical for container terminal festoon systems—expose cables to intense ultraviolet radiation. Standard PVC sheaths become brittle and crack. Specialised UV-stabilised compounds maintain flexibility and integrity despite continuous UV exposure.
Thermal Extremes
Port operations often include significant temperature variations. Summer heat can drive ambient temperatures above 40°C. Winter—particularly in southern Australia—can bring temperatures near or below freezing. Cables must maintain consistent properties across this full range.
Modern formulations including EPR insulation and specially compounded outer sheaths maintain flexibility and electrical properties across temperature extremes that would cause standard cables to fail.
Mechanical Wear from Continuous Motion
High-speed festoon systems create continuous mechanical stress from cable contact with rollers, guides, and equipment. The outer sheath must resist wear from this relentless mechanical contact while remaining flexible enough to move smoothly through the festoon system.
The dual-layer PROTOFIRM sheath system of CORDAFLEX cables distributes this wear across multiple layers, extending service life far beyond single-layer designs.
Integrated Fibre Optics: Enabling Real-Time Terminal Automation
The integration of high-speed fibre optic channels into reeling cables represents a fundamental shift in how automated container terminals manage control and positioning information.
How Fibre Optic Integration Improves Automation
Traditional automation systems used copper-based communication cables carrying signals at relatively low data rates (often kilobits per second). Modern systems require:
Real-time positioning data (updates multiple times per second)
Load cell information (weight of container, load balance)
Environmental sensors (temperature, humidity monitoring)
Equipment status information (motor performance, mechanical status)
Multiple redundant communication paths (ensuring continued operation if a single line fails)
Copper-based communication cables, sharing the same festoon systems as heavy-duty power cables, experience electromagnetic interference. The signal quality degrades, particularly in electrically noisy port environments.
Fibre optic communication, immune to electromagnetic interference, provides clean, reliable signal transmission. High-speed data rates support rich information exchange between crane and automation system. Multiple fibre pairs can be integrated, providing genuine redundancy if a single fibre is damaged.
The result: automation systems operating with greater reliability and supporting more aggressive operational protocols (faster crane speeds, tighter scheduling, more sophisticated load positioning).
Real-Time Positioning and Load Management
Modern ERTG cranes equipped with integrated fibre optic communication can transmit positioning data multiple times per second. The central automation system knows precisely where each crane is at every moment. This precision enables:
Collision avoidance (cranes adjust trajectories in real-time to avoid interference)
Optimal scheduling (the system routes containers through cranes and storage locations with maximum efficiency)
Load balancing (the system ensures even distribution of work across cranes)
Predictive maintenance (equipment performance is monitored continuously, enabling maintenance before failures occur)
Older systems with slower communication couldn't achieve this level of sophistication. They operated with larger safety margins and slower cycle times to ensure safety despite limited real-time information. Modern systems, with reliable high-speed communication, can operate more aggressively without sacrificing safety.
Selecting the Right ERTG Reeling Cable: A Practical Decision Framework
For terminal operators and procurement teams evaluating ERTG cable systems, several factors deserve consideration:
Operational Performance Requirements
Understand your terminal's actual operational parameters: How many container moves daily? What are maximum crane speeds? What are acceleration and deceleration profiles? Do you operate 24/7 or in defined shifts?
Heavy-duty operations (300+ moves daily, maximum speeds, aggressive acceleration) require cables engineered for this intensity. Lighter-duty operations might achieve acceptable performance with less specialised designs.
Automation Integration Needs
If your terminal operates or plans to operate automated container handling systems, evaluate whether your current communication infrastructure adequately supports real-time data flow. Degradation of communication reliability often indicates that integrated power and data cables would improve performance.
Environmental Exposure Assessment
Evaluate your terminal's specific environmental conditions. Salt-spray intensity varies between locations. UV exposure depends on climate and facility design. Temperature extremes vary regionally. Select cables specifically engineered for your environment's conditions.
Total Cost of Ownership Analysis
While integrated power and communication cables cost more initially than separate systems, the total cost of ownership—accounting for extended service life, reduced failure rates, simplified maintenance, and improved operational performance—typically favours integrated systems.
The Australian terminal case study demonstrates payback within 12 months. For facilities planning 5–10 year operational lifecycles, cumulative savings are substantial.
Supply Chain and Technical Support
Ensure your supplier can provide integrated cable systems with the specific fibre optic configuration you require, can offer reliable delivery, and can provide installation and troubleshooting support. A supplier relationship with technical expertise is more valuable than price alone.
Technical Specifications for High-Speed Port Operations
When evaluating ERTG reeling cables, several specifications deserve careful attention.
The rated voltage of 0.6/1 kV establishes the electrical working envelope for ERTG equipment. This voltage standard aligns with most ERTG motor and control systems, making it the universal specification for port crane reeling cables.
The travel speed rating of 240 m/min indicates the maximum speed at which the cable can be reeled without performance degradation. This specification matches modern ERTG maximum speeds, confirming the cable can handle contemporary automated terminal operations.
The torsional stress rating of ±50°/m indicates the cable's anti-twist capability. For ERTG operations where dynamic load swinging and equipment pivoting create torsional forces, this specification is essential. Standard cables with lower torsional ratings fail under these conditions.
The minimum bending radius of 6 × D enables the cable to navigate compact festoon system curves without damage. This tight bending radius is only achievable with very flexible designs, confirming the cable's suitability for modern terminal infrastructure.
The integrated fibre optic capacity should match your automation system's data requirements. Modern terminals typically require multiple fibre pairs for redundancy and supporting multiple data streams.
The mechanical durability specifications—including anti-torsion reinforcement and dual-layer sheath design—confirm the cable's ability to withstand the intensity of ERTG operations.
Conclusion: Integrated Cable Systems as Strategic Port Infrastructure
The selection of ERTG reeling cables represents more than a procurement decision. It's a strategic infrastructure choice affecting operational performance, automation capability, and financial results.
Modern integrated power and communication cables—engineered specifically for ERTG operations—enable Australian container terminals to:
Operate more reliably: Fewer cable failures mean more consistent equipment availability
Automate more aggressively: Reliable high-speed communication supports advanced automation protocols
Achieve higher throughput: More consistent operations enable improved terminal utilisation
Reduce maintenance costs: Longer cable service life and fewer failures reduce operational costs
Support modern automation: Integrated fibre optics enable real-time data transmission
For Australian terminal operators, the transition from traditional separate cable arrangements to integrated power and communication systems represents the path toward modern, high-performance container terminal operations.
Expert Summary
Why Integrated ERTG Reeling Cable Systems Have Become Essential Infrastructure for Modern Australian Container Terminals
After comprehensive analysis of ERTG cable performance, operational data from Australian container terminals, and the economics of cable system selection, several decisive conclusions emerge:
Specialised Design Directly Enables Automated Operations
ERTG reeling cables engineered specifically for high-speed, high-intensity automated operations consistently outperform generic industrial cables. The design differences—Class FS ultra-fine-stranded conductors, anti-torsion reinforcement, integrated fibre optics, and dual-layer protective sheaths—directly address the unique stresses and requirements of modern automated container terminal operations.
The Australian terminal case study documents consistent improvements: dramatic reduction in cable failures (48–64 failures annually reduced to near-zero), elimination of communication cable degradation issues, and substantial improvements in automation system reliability and operational throughput.
Integrated Power and Data Transmission Eliminates Failure Points
Traditional systems using separate power and communication cables created multiple vulnerabilities: each cable could fail independently, communication signals could degrade from electromagnetic interference, and complex routing created installation and maintenance challenges. Integrated cable systems eliminate these vulnerabilities by combining power and high-speed fibre optic communication into a single, unified system.
This integration doesn't merely simplify installation—it fundamentally improves reliability. The power and communication systems succeed or fail together, but the overall reliability is superior because a single robust cable replaces multiple failure points.
Port Environmental Conditions Justify Specialised Materials
Australian container terminals operate in harsh coastal environments with salt spray, intense UV radiation, and temperature extremes. Cables engineered for these specific environmental conditions maintain integrity for 5–6+ years, compared to 2–3 years for generic cables. The material science (tinned conductors, EPR insulation, UV-stabilised outer sheaths) represents genuine engineering advancement specific to port environments.
Real-Time Communication Enables Advanced Automation
Modern container terminals increasingly deploy sophisticated automation systems requiring real-time positioning, load monitoring, and equipment status information. Copper-based communication cables, sharing space with heavy power conductors, experience electromagnetic interference that limits data transmission quality. Integrated high-speed fibre optics, immune to electromagnetic interference, provide the reliable communication that advanced automation requires.
Terminals equipped with integrated fibre optic cables can operate automation systems more aggressively—faster crane speeds, more sophisticated scheduling, tighter load positioning—because the reliable communication provides real-time information for safe operation.
Economic Justification Is Compelling
While integrated power and communication cables cost more initially than separate systems, the total cost of ownership—accounting for extended service life, dramatically reduced failure rates, simplified maintenance, improved operational performance, and additional revenue from improved throughput—clearly favours integrated systems. The Australian terminal case study demonstrates payback within 12 months and ongoing annual benefits of $170,000–$230,000.
For terminals planning 5–10 year operational lifecycles, cumulative financial advantages exceed $800,000–$1.2 million per facility.
Supply Chain Maturity Supports Widespread Adoption
Five years ago, integrated ERTG reeling cables with high-speed fibre optics were specialised products requiring extended lead times and premium pricing. Today, standardised integrated cable systems are available from multiple suppliers with competitive pricing and rapid delivery. Supply chain maturity has eliminated logistical barriers to adoption.
Operational Performance Improvements Are Measurable
Terminals transitioning to integrated cable systems report consistent improvements in automation system reliability, crane utilisation, and operational throughput. These aren't theoretical benefits—they're documented, measured improvements in actual port operations.
Technology Is Proven and Mature
Integrated ERTG reeling cables have been deployed in high-speed, high-intensity container terminal operations worldwide for more than a decade. The designs are proven, reliable, and well-understood. There is no technological risk in transitioning to integrated cables—only documented, field-proven benefits.
Recommendation
For Australian container terminal operators, the selection of integrated power and communication cables for ERTG crane systems is not optional—it represents best practice for modern port infrastructure. Facilities operating older separate-cable systems should prioritise transition to integrated systems as part of their capital planning.
For new ERTG installations or major terminal upgrades, specifying integrated cables from inception is the economically rational and operationally optimal choice. The transition enables not merely better reliability, but genuinely improved operational performance and automation capability.
The era of compromising with separate cable systems in high-speed automated container terminals has ended. Modern integrated cable systems—combining power transmission and high-speed fibre optic communication in a single, unified, purpose-engineered system—represent the infrastructure standard for 21st-century container port operations.
For Australian terminal operators seeking competitive advantage through operational excellence and technological leadership, the question is not whether to transition to integrated ERTG reeling cables—it's when and how to execute that transition most effectively to maximise operational and financial benefits.
Ready to upgrade your ERTG infrastructure to integrated power and communication cables? Contact our Australian terminal specialists to discuss your specific operational requirements, request detailed technical specifications and performance data for high-speed port operations, explore integrated cable configurations matching your automation system, and develop an infrastructure upgrade strategy aligned with your terminal's operational and financial objectives. We're here to help you achieve the reliable, high-performance operations that modern container terminals demand.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat