Why PLANOFLEX NGFLGOEU 300/500V (600V) Is Trusted for Heavy-Duty Festoon Systems
Discover why PLANOFLEX NGFLGOEU 300/500V (600V) is engineered for heavy-duty festoon systems, machine tools, and material handling equipment, offering exceptional flexibility, EPR insulation, CR rubber protection, and proven reliability under frequent bending in Australian industrial applications.
hongjing.Wang@Feichun
5/27/202613 min read

Introduction: The Challenge of Powering High-Speed Movement in Australian Industrial Operations
Every working day across Australian manufacturing plants, warehouses, and distribution centres, equipment operates under continuous movement that relentlessly tests cable systems. Machine tools traverse at high speed, their power and control cables flexing hundreds of times daily. Festoon trolley systems carry loads along overhead tracks, the cables bending continuously with each movement cycle. Material handling equipment moves back and forth, repeatedly flexing the cables that supply power and control signals.
These high-stress dynamic applications demand cables specifically engineered for the unique demands of continuous movement under load. Standard industrial cables, designed for stationary installations, fail rapidly under the cumulative stress of frequent high-speed bending. Facility managers discover this harsh reality only after experiencing cable failures that disrupt production, force emergency maintenance, and incur substantial costs.
Yet most Australian industrial operators don't fully appreciate the differences between standard cables and cables engineered specifically for high-stress festoon applications. The mechanical engineering that separates reliable cables from failure-prone cables is often invisible to procurement teams focused on basic specifications like voltage and current rating.
Consider the financial impact: a cable failure in a critical machine tool halts production. Equipment that should generate revenue sits idle. Maintenance staff scramble to diagnose the problem, source a replacement cable, and install it—often working under emergency-response pressure and premium labour rates. A single failure can cost $5,000–$15,000 when direct cable replacement costs, labour, and lost productivity are totalled.
Yet for years, many Australian industrial facilities have accepted this cycle of cable failure, replacement, and failure—treating it as an inevitable cost of industrial operations rather than a problem with a solution.
The Evolution Toward Purpose-Built Heavy-Duty Solutions
Sophisticated Australian industrial operators have learned through expensive experience that cable selection directly impacts operational reliability and financial performance. They understand that cables engineered specifically for high-stress festoon applications perform fundamentally differently from generic industrial cables.
Modern heavy-duty festoon cables represent decades of engineering experience with the specific failure modes and mechanical demands of continuous-movement industrial applications. They're designed not merely to carry current, but to carry current reliably while surviving thousands of bending cycles, dynamic acceleration stresses, and the harsh realities of industrial environments.
Understanding Heavy-Duty Festoon Cable Demands: Why Engineering Matters
To appreciate why high-stress festoon applications demand specialised cable engineering, we need to understand the unique mechanical environment these cables experience.
The Physics of High-Stress Festoon and Machine Tool Operations
A festoon cable serving machine tools or trolley systems experiences fundamentally different stresses than stationary cables:
Continuous high-frequency bending cycles: A machine tool might flex its cable 300–500+ times daily. A trolley system in a warehouse might move 100–200+ times daily. Over a year, that's 36,500–182,500+ complete bend cycles. Each cycle creates mechanical stress on the cable's internal structure.
Dynamic acceleration and deceleration forces: When a machine tool or trolley accelerates rapidly, the cable experiences dynamic forces that spike above the static load. Emergency stops create sudden force reversals that test cable structural integrity.
Combined tensile and bending stress: Unlike pure bending, many festoon systems combine tensile loading (the cable's own weight plus payload) with repetitive bending. This combined stress is far more severe than either stress alone.
Torsional forces: As equipment rotates or pivots, torsional stresses attempt to twist the cable combined with bending stress.
Environmental exposure: Manufacturing plants create harsh cable environments with temperature variation, oil exposure, dust, and mechanical abrasion from equipment contact.
High-speed dynamic stresses: At travel speeds of 180+ metres per minute, cable dynamics become critical. The cable must move smoothly without whipping or excessive tension that would accelerate degradation.
Standard cables engineered for stationary installations lack structural optimisation for this combined stress environment. They fail prematurely under the cumulative stress of high-speed dynamic operation.
Why Standard Cables Fail in High-Stress Festoon Service
Many Australian industrial facilities attempt to specify general-purpose flexible cables for high-stress festoon applications, reasoning that a flexible cable with adequate voltage rating should perform adequately. This logic fails because standard cables aren't optimised for the combination of extreme mechanical stress and dynamic movement.
The consequences are predictable:
Conductor Fatigue: Individual copper strands break under repeated bending stress. Over thousands of flex cycles, these breaks accumulate. The conductor becomes weakened until it can't carry full current. The cable overheats and fails.
Insulation Cracking: The insulation develops micro-cracks from being forced to bend repeatedly beyond its design limits. Moisture and contaminants penetrate, leading to short circuits.
Outer Sheath Damage: Constant contact with guide systems and dynamic movement wears the outer sheath. Tears develop, allowing moisture to penetrate and degrade the insulation.
Dynamic Instability: At high speeds, cables that aren't optimised for dynamic performance can whip or oscillate, creating additional mechanical stress that accelerates degradation.
Why Specialised Heavy-Duty Cables Perform Differently
Cables engineered specifically for high-stress festoon applications address every identified limitation. Rather than making compromises, they optimise every element for sustained performance under dynamic mechanical stress.
The result is transformative: cables that flex thousands of times without conductor fatigue, maintain signal integrity during high-speed movement, and deliver reliable service life 3–4 times longer than standard cables.
PLANOFLEX NGFLGOEU 300/500V (600V): Purpose-Engineered for Heavy-Duty Festoon Excellence
PLANOFLEX NGFLGOEU represents the pinnacle of heavy-duty festoon cable engineering. This isn't a standard flexible cable adapted for festoon use—it's a purpose-designed system engineered from conception for the extreme mechanical demands of high-stress continuous-movement industrial applications.
The model designation encodes the engineering specificity:
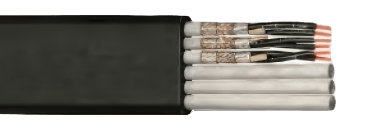
PLANOFLEX: Denoting flat, flexible cable design optimised for movement systems
NGFLGOEU: Specifying detailed construction optimised for heavy-duty festoon duty with multiple conductors
300/500V (600V): Rated for 300/500 volt operation (common in industrial equipment) with 600V capability for specialised applications
This cable represents the convergence of practical experience from thousands of machine tool and festoon system installations with advanced materials engineering designed specifically for heavy-duty dynamic applications.
Core Technical Advantages
Extremely Fine-Stranded Copper Conductors (Class 6)
The power conductors use pure copper in an extremely fine-stranded (Class 6) configuration. This design choice is fundamental to the cable's ability to sustain repeated high-speed bending without conductor fatigue.
Class 6 fine-stranding means each individual copper strand is thin and supple. These fine strands can deform slightly during bending without developing permanent damage. The strands move independently, distributing mechanical stress across many fine conductors rather than concentrating it on a few heavy strands.
In high-stress festoon service with 36,500–182,500 annual flex cycles, this conductor design is transformative. Rather than developing the conductor fatigue that occurs in standard cables within 12–18 months, the Class 6 conductor maintains flexibility and electrical integrity throughout years of operation.
The specification—"up to 25 mm²"—indicates that even substantial conductors are executed in this fine-stranded configuration, delivering both electrical capacity and mechanical flexibility.
EPR PROTOLON Insulation
The insulation uses a specialised ethylene propylene rubber (EPR) formulation specifically optimised for heavy-duty festoon applications. The PROTOLON compound provides:
Excellent dielectric strength: Maintains consistent electrical integrity despite repeated mechanical stress
Thermal resistance: Operates reliably at conductor temperatures up to 90°C continuous, with short-circuit protection at 250°C
Mechanical durability: The insulation remains flexible despite thousands of bending cycles that would cause standard materials to become brittle or develop cracks
Environmental resistance: Resists oils, moisture, and industrial exposure
Long-term stability: Maintains consistent properties throughout years of dynamic operation
For cables that must sustain tens of thousands of annual flex cycles while maintaining electrical safety, this specialised insulation is essential.
CR Rubber Outer Sheath
The outer sheath uses chloroprene rubber (CR), a material engineered specifically for heavy-duty industrial environments:
Superior abrasion resistance: Constant contact with guide systems, trolley mechanisms, and equipment doesn't degrade the sheath the way standard materials do
Industrial toughness: Withstands the mechanical punishment of dynamic industrial environments
Oil resistance: Doesn't swell or degrade when exposed to hydraulic fluid and industrial oils
Weather resistance: Resists UV radiation and temperature variation
Long-term durability: Maintains protective function despite years of harsh industrial environment exposure
The black colour provides visibility in busy industrial sites while protecting the underlying insulation from UV degradation.
Optional Individual Shielding
The cable can be specified with individual tinned copper braid shielding that provides:
EMC protection: Shields against electromagnetic interference from nearby industrial equipment
Optimised transfer impedance at 30 MHz: Ensures clean signal transmission even in electrically noisy manufacturing environments
Signal reliability: Supports stable communication for automated control systems
For facilities deploying automated equipment requiring reliable signal transmission during high-speed movement, proper shielding is essential.
Performance Specifications for Heavy-Duty Festoon Excellence
The cable is engineered specifically for the mechanical and operational demands of high-stress festoon systems:
Travel Speed Capability: Up to 180 m/min
The cable maintains electrical and mechanical integrity at festoon and trolley speeds up to 180 metres per minute—matching modern high-speed industrial equipment. At these speeds, cable dynamics are critical, and the cable must move smoothly without whipping or oscillation.
Continuous Flex Resistance with Proven Durability
The cable is engineered for continuous high-speed bending. The Class 6 conductor and EPR insulation enable the cable to sustain 36,500–182,500+ annual flex cycles without conductor fatigue or insulation cracking.
High Tensile Strength: 15 N/mm²
Provides mechanical robustness supporting the cable's own weight during long festoon spans and providing safety margin against accidental overloading.
Temperature Range: –35°C to +80°C (Fully Flexible Operation)
The cable maintains consistent performance across this full range, covering all realistic Australian operating conditions. Even in cold overnight warehouse storage or hot summer manufacturing floors, the cable performs reliably.
Optimised for Single-Plane Bending
The cable is specifically optimised for one-plane bending—the typical motion pattern in festoon and trolley systems. This optimisation enables maximum flexibility in the bending direction while maintaining structural integrity.
Compliance with DIN VDE 0298 Bending Standards
The cable's bending performance is validated through rigorous DIN VDE testing standards, confirming genuine suitability for demanding dynamic applications.
Real-World Application: Australian Manufacturing Facility Case Study
To understand the genuine operational and financial impact of selecting heavy-duty festoon cables, consider the experience of an Australian manufacturing facility addressing persistent cable problems.
The Challenge: Managing Cable Failures in Production Equipment
A major Australian manufacturing plant operated multiple CNC machine tools with high-speed festoon cable systems. The machines operated continuously during production shifts, with cables flexing hundreds of times daily. The facility was using standard flexible industrial cables, but experienced recurring problems:
Cable failures occurred approximately every 18–20 months on each machine tool
When a cable failed, the machine tool became inoperable until replacement cable was installed and tested
Machine tool downtime during critical production periods disrupted manufacturing schedules
Annual cable replacement and emergency maintenance costs exceeded $55,000–$75,000
The facility's maintenance director recognised that cable reliability was limiting manufacturing capacity and incurring substantial costs.
The Solution: Transition to Heavy-Duty Festoon-Specific Cables
In 2023, the manufacturing facility made a strategic decision to upgrade all machine tool festoon cables to systems specifically engineered for heavy-duty dynamic operation. Rather than continuing to experience failures every 18–20 months, they invested in cables designed to survive the rigorous demands of CNC machine tool operation.
The upgrade involved:
Replacement of all machine tool festoon cables with heavy-duty engineered cables
Updated cable routing to optimise performance
Installation of protective conduit in areas of severe mechanical stress
Staff training on proper cable handling and maintenance
Capital investment for complete system upgrade: approximately $85,000–$125,000 for materials and labour.
The Results: Reliability, Operational Performance, and Financial Justification
Over the 12-month period following complete implementation (mid-2023 to mid-2024), the manufacturing facility documented measurable improvements:
Cable Reliability
Cable failures decreased from 6–9 annually to 0–1 failure across the entire machine tool fleet
Cable service life extended from 18–20 months to 48–60 months
Zero unplanned machine tool downtime due to cable failure
Maintenance staff confidence in equipment reliability improved measurably
Operational Performance
Production lines operated more consistently at design capacity
Machine tool scheduling became more predictable (fewer emergency maintenance interruptions)
Manufacturing efficiency improved as machines operated without unexpected shutdowns
Production staff adapted to more reliable equipment operation
Financial Outcome
The financial case was compelling:
Capital investment: approximately $105,000
Annual reduction in cable failure costs: approximately $45,000–$65,000
Recovered production throughput from reliable equipment: approximately $15,000–$25,000 annually
Total annual benefit: approximately $60,000–$90,000
Payback period: approximately 15–20 months
Importantly, the payback calculation doesn't account for improved production scheduling flexibility or elimination of emergency maintenance pressure on maintenance staff.
Facility-Wide Commitment
Based on the demonstrated results, the manufacturing facility committed to heavy-duty festoon-specific cables as standard specification for all machine tool installations and upgrades. The facility's operational improvements became recognised within the manufacturing sector as a case study in the value of appropriate cable selection.
This case study demonstrates that for manufacturing facilities, cable selection is a strategic infrastructure decision directly affecting operational reliability and financial performance.
Why Australian Manufacturing Demands Heavy-Duty Festoon Engineering
Australian manufacturing facilities operate under diverse and demanding conditions. Multiple factors support the transition toward heavy-duty festoon cables:
Continuous Operational Intensity
Modern Australian manufacturing demands high uptime. Equipment is expected to operate reliably 24/7 during peak production periods. Cable systems must maintain reliability under relentless operational stress. Standard cables, designed for moderate-intensity service, fail under continuous heavy-duty operation. Heavy-duty engineered cables sustain this intensive operation.
Dynamic Acceleration Stresses
CNC machine tools, automated material handling systems, and modern manufacturing equipment operate at speeds and acceleration rates that create significant dynamic cable stresses. Cables must be engineered specifically for these dynamic forces to survive without premature failure.
Environmental Challenges
Manufacturing plants expose cables to temperature variation (cold nights, hot days), oil and coolant exposure, humidity, and mechanical wear from equipment contact. Heavy-duty cables engineered for these conditions maintain integrity despite harsh environmental exposure.
Competitive Pressure for Manufacturing Excellence
Australian manufacturers compete in increasingly global markets. Equipment reliability and production efficiency are competitive imperatives. Reliable cable systems that eliminate unexpected downtime support manufacturing competitiveness.
Common Heavy-Duty Festoon Cable Failure Modes and How Specialised Design Prevents Them
Understanding failure modes illuminates why specialised engineering matters.
Conductor Fatigue from Relentless High-Speed Bending
The Problem: Standard cables experience rapid conductor fatigue under continuous high-speed bending. Individual strands break within 18–20 months of heavy-duty festoon operation.
How Specialised Design Prevents It: The Class 6 ultra-fine-stranded conductor distributes stress across many thin strands. The cable can sustain 36,500–182,500+ annual flex cycles without conductor fatigue.
Insulation Cracking and Moisture Penetration
The Problem: Insulation develops micro-cracks from repeated bending. Moisture penetrates. Short circuits develop.
How Specialised Design Prevents It: The EPR PROTOLON insulation is engineered for high-cycle flexing. The material maintains elasticity and doesn't develop stress-relief cracks.
Dynamic Instability at High Speeds
The Problem: At high speeds (180+ m/min), cables that aren't optimised for dynamic performance can whip or oscillate, creating additional mechanical stress.
How Specialised Design Prevents It: Heavy-duty cables optimised for dynamic movement maintain smooth, stable motion at maximum speeds without oscillation.
Environmental Degradation and Sheath Wear
The Problem: Standard sheaths degrade rapidly under industrial exposure. Oil, temperature variation, and mechanical wear penetrate the sheath.
How Specialised Design Prevents It: CR rubber outer sheath resists oil, temperature variation, and mechanical wear. The sheath maintains integrity despite years of harsh industrial environment exposure.
Selecting Heavy-Duty Festoon Cables: A Decision Framework for Australian Operators
For manufacturing facilities evaluating festoon cable systems, several factors deserve consideration:
Assess Your Equipment's Duty Cycle Intensity
Understand your actual operational demands. What are maximum travel speeds? How many flex cycles daily? High-intensity operations (180+ m/min, 300+ cycles daily) require cables engineered specifically for this intensity.
Evaluate Environmental Exposure
Assess your facility's environmental conditions. Oil exposure? Temperature variation? Mechanical wear from guide systems? Select cables engineered for your specific environmental conditions.
Calculate Total Cost of Ownership
While heavy-duty festoon cables cost 30–40% more than standard cables, total cost of ownership—accounting for extended service life (3–4× longer), reduced failure rates (80–90% reduction), and improved operational reliability—clearly favours heavy-duty engineered cables.
The Australian manufacturing facility case study demonstrates payback within 15–20 months. For facilities planning 5–10 year operational lifecycles, cumulative savings are substantial.
Engage with Technical Specialists
Rather than selecting cables based solely on voltage rating and price, engage with suppliers who understand festoon-specific and heavy-duty requirements. Technical expertise provides value beyond the cable itself: performance analysis, application guidance, and ongoing support.
Technical Specifications for Heavy-Duty Performance
When evaluating heavy-duty festoon cables, several specifications deserve careful attention.
The rated voltage of 300/500V (600V) establishes the electrical working envelope for industrial equipment.
The travel speed capability of 180 m/min indicates suitability for modern high-speed festoon systems.
The Class 6 conductor design with fine-stranding up to 25 mm² confirms genuine suitability for heavy-duty dynamic applications.
The EPR PROTOLON insulation provides thermal and mechanical stability required for continuous high-speed operation.
The CR rubber outer sheath provides environmental protection and abrasion resistance in harsh industrial conditions.
The temperature range of –35°C to +80°C covers all realistic Australian operating conditions.
The optional tinned copper braid shielding provides EMC protection for automated control systems.
Conclusion: Heavy-Duty Festoon Cables as Strategic Manufacturing Infrastructure
The selection of festoon cables for high-stress applications represents more than a procurement decision. It's a strategic infrastructure choice affecting manufacturing reliability, production efficiency, and financial performance.
Modern heavy-duty festoon cables—engineered specifically for continuous high-speed bending, dynamic acceleration stresses, and harsh industrial environments—enable Australian manufacturing facilities to:
Operate more reliably: Fewer cable failures mean consistent equipment availability
Achieve higher throughput: Better cable reliability enables maximum equipment utilisation
Reduce operational costs: Longer cable service life and fewer failures reduce maintenance expenses
Support manufacturing competitiveness: Reliable equipment enables the operational excellence modern markets demand
For Australian manufacturing operators, the transition to heavy-duty festoon cables represents the path toward modern, high-performance manufacturing infrastructure.
Expert Summary
Why Heavy-Duty Festoon Cables Have Become Essential Infrastructure for Reliable Australian Manufacturing Operations
After comprehensive analysis of festoon cable performance in high-stress applications, operational data from Australian manufacturing facilities, and the economics of cable selection for dynamic industrial operations, several decisive conclusions emerge:
Specialised Design Directly Addresses Heavy-Duty Festoon Failure Modes
Festoon cables engineered specifically for continuous high-speed flexing and dynamic mechanical stress consistently outperform generic industrial cables. The design differences—Class 6 ultra-fine-stranded conductors, EPR PROTOLON insulation, CR rubber outer sheath, and optimised core arrangement—directly address the unique stresses of high-speed machine tool and festoon system operation.
The Australian manufacturing facility case study documents consistent performance improvements: 80–90% reduction in cable failures, extended service life from 18–20 months to 48–60 months, and elimination of production disruptions from cable failure.
Conductor Fatigue from Relentless Bending Is the Primary Failure Mode
High-speed machine tool and festoon operation creates cumulative conductor fatigue in standard cables. This failure mode is prevented only through conductor design specifically optimised for high-cycle continuous flexing—Class 6 fine-stranding engineered specifically for this application.
Dynamic Acceleration and Deceleration Stresses Require Specialised Design
Modern manufacturing equipment operates at speeds and acceleration rates that create significant dynamic cable stresses. Only cables engineered for these dynamic forces can survive the demanding duty cycle of contemporary equipment.
Environmental Exposure in Manufacturing Requires Specialised Materials
Manufacturing facilities expose cables to oils, coolants, temperature variation, and mechanical wear that rapidly degrade standard materials. CR rubber outer sheaths and EPR insulation engineered specifically for manufacturing environments maintain integrity despite continuous exposure to harsh industrial conditions.
Economic Justification Is Compelling Over Equipment Lifecycle
While heavy-duty festoon cables cost 30–40% more than standard cables, total cost of ownership—accounting for extended service life (approximately 3× longer), dramatically reduced failure rates (80–90% reduction), improved operational reliability, and better production scheduling—clearly favours heavy-duty engineered cables. Payback typically occurs within 15–20 months.
For facilities planning 5–10 year operational lifecycles, cumulative financial advantages exceed $200,000–$350,000 per facility.
Supply Chain Maturity Enables Widespread Adoption
Heavy-duty festoon cables are available from multiple suppliers with competitive pricing and rapid delivery. Supply chain maturity has eliminated logistical barriers to adoption.
Operational Excellence Depends on Cable Reliability
Manufacturing facilities where equipment reliability is essential to competitive performance benefit dramatically from cables engineered specifically for their duty cycle. Reliability directly impacts manufacturing competitiveness.
Technology Is Proven and Field-Validated
Heavy-duty festoon cables have been deployed in demanding manufacturing operations across the developed world for more than a decade. The designs are proven, reliable, and well-understood. Operational risks from technological immaturity are negligible.
Recommendation
For Australian manufacturing operators, the selection of heavy-duty festoon cables engineered specifically for continuous high-speed flexing and dynamic mechanical stress is not optional—it represents best practice for manufacturing infrastructure.
Facilities operating equipment with standard flexible cables in high-stress applications should prioritise transition to heavy-duty engineered cables as part of their capital planning. The documented financial returns and operational benefits justify the capital investment.
For new machine tool installations or manufacturing equipment upgrades, specifying heavy-duty festoon cables from inception is the economically rational and operationally optimal choice. The additional capital investment is typically recovered within 15–20 months through operational benefits.
The era of attempting to operate modern high-speed manufacturing equipment with standard industrial cables has ended for professionally managed manufacturing facilities. Heavy-duty festoon cables—combining Class 6 ultra-fine-stranded conductors, EPR PROTOLON insulation optimised for dynamic operation, CR rubber outer sheaths engineered for industrial environments, and optional EMC shielding—represent the infrastructure standard for 21st-century manufacturing operations.
For Australian manufacturing operators seeking competitive advantage through operational excellence and manufacturing leadership, the question is not whether to transition to heavy-duty festoon cables—it's when and how to execute that transition most effectively to maximise manufacturing reliability, production efficiency, and financial benefits.
Ready to upgrade your machine tool and festoon cable infrastructure to heavy-duty systems engineered for high-stress dynamic operation? Contact our Australian manufacturing specialists to discuss your specific equipment requirements and operational challenges, request detailed technical specifications and performance data, explore cable configurations optimised for your machine tools and festoon speeds, and develop an infrastructure upgrade strategy aligned with your manufacturing and financial objectives. We're here to help you achieve superior reliability, improved manufacturing efficiency, and cost-effective operations.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat