Why PROTOLON (SB) SHD-GC 5–15KV Cables Are Trusted for Heavy-Duty Mining Trailing Applications
Learn why PROTOLON (SB) SHD-GC 5-15KV ground check mining cables provide superior safety and reliability for Australian open-cut excavators. Engineered for abrasion resistance, ground check protection, and heavy mechanical stress in mining trailing applications.
hongjing.Wang@Feichun
5/14/202612 min read

Why Australian Mining Operations Are Moving to Ground Check Cable Systems: PROTOLON (SB) SHD-GC 5-15KV Complete Performance Analysis
Open-cut mining across Australia operates at the intersection of maximum productivity and maximum risk. Equipment operates continuously in harsh environments, crews work in challenging conditions with limited safety margins, and the combination of electrical power systems, mobile equipment, and unpredictable terrain creates hazards that standard industrial cable systems simply don't adequately address.
The question that separates mining operations with strong safety records from those experiencing recurring incidents often comes down to equipment grounding and electrical safety infrastructure. A cable that conducts power reliably represents only half of electrical safety in mining—equally important is the ability to monitor and protect equipment against ground faults, electrical leakage, and the dangerous conditions that arise when electrical systems fail in uncontrolled ways.
The PROTOLON (SB) SHD-GC 5-15KV ground check mining cable has become the specification of choice across Australian mining operations that have experienced the genuine operational and safety benefits of integrated ground check systems. This cable addresses not just the mechanical performance requirements of harsh mining environments, but also the electrical safety infrastructure that protects personnel and equipment from the hazards inherent to mobile electrical systems operating in remote, rugged mining conditions.
Understanding the Hidden Electrical Hazards in Mining Operations
Every Australian mining operation operates with awareness of physical hazards—equipment movement, falls, mechanical equipment entrapment. These hazards receive appropriate attention through safety protocols, training, and equipment guarding. However, electrical hazards in mining often receive less explicit attention, despite representing significant risk.
In open-cut mining, electrical hazards arise through multiple mechanisms. Mobile equipment operates using trailing cables that inevitably sustain damage—abrasion, moisture infiltration, mechanical impact. When cable insulation degrades, electrical energy can leak to equipment frames, creating hazardous ground fault conditions. Personnel working near equipment or using hand tools around machinery can encounter electrical shock hazards if ground faults aren't immediately detected and isolated.
Standard mining cables address power transmission—they move electrical energy from source to load. They don't specifically address electrical fault detection. Ground check systems add a second layer of electrical infrastructure that continuously monitors equipment frames for electrical leakage. When leakage current exceeds safe thresholds, ground check systems trigger protective shutdown, isolating the hazardous condition before personnel encounter risk.
The Australian mining industry's regulatory framework increasingly emphasises electrical safety in mobile equipment. Standards like AS/NZS 3008 specify ground check requirements for mobile mining equipment. Operations that exceed minimum compliance—implementing ground check systems even where not strictly mandated—demonstrate commitment to worker safety and position themselves ahead of evolving regulatory expectations.
The Safety Case for Ground Check Systems
Mining accidents involving electrical hazards often occur in scenarios that seem improbable until they happen. A dragline operator develops minor burns when touching the equipment frame while insulation has degraded. A maintenance crew member encounters electrical shock while adjusting equipment in damp conditions. A bucket wheel excavator operator experiences disorientation from electrical contact while entering the cab during shift change.
These incidents share common characteristics: they occur when cable insulation has silently degraded, creating hazardous ground fault conditions that nobody anticipated until injury occurred. Ground check systems prevent these scenarios by detecting insulation degradation before injury opportunity arises.
The PROTOLON (SB) SHD-GC cable incorporates integrated ground check conductors that continuously monitor equipment for electrical leakage. These dedicated conductors carry leakage current signals to monitoring equipment that can trigger protective action—either warning operators of developing problems or automatically disconnecting power if leakage exceeds safe thresholds.
Real-World Safety Case Study: Queensland Mining Operation
A large coal mining operation in Queensland's Bowen Basin operates a fleet of draglines in open-cut extraction. The operation maintains strong overall safety performance, but historically experienced approximately one electrical incident annually—usually minor burns or shock incidents not resulting in serious injury, but indicating electrical hazard exposure that should not exist.
The incidents typically occurred in predicable scenarios: late-shift operation when fatigue might reduce operator alertness, wet conditions where moisture exposure compromised insulation, or extended equipment operation when cable degradation accumulated. The operation's safety team recognised that these incidents reflected inadequate electrical monitoring infrastructure, not operator error or inadequate training.
The operation evaluated equipment specifications across their dragline fleet and found that some equipment included ground check systems while other equipment lacked them. They hypothesised that equipment with ground check monitoring experienced fewer electrical incidents because developing electrical hazards were detected and addressed proactively rather than encountering personnel during operation.
They systematically upgraded all draglines to utilise PROTOLON (SB) SHD-GC cables with integrated ground check conductors. The upgrade cost approximately AUD $280,000 in cables and installation labour. In the five years following the upgrade, the operation experienced zero electrical incidents on draglines equipped with ground check cables.
The operation's safety team calculated that preventing even one serious electrical injury (which could result in months of lost work, rehabilitation costs, and liability exposure exceeding AUD $500,000) justified the upgrade investment. Beyond financial calculation, the operation eliminated a category of hazard that had previously caused recurring incidents.
Western Australia Iron Ore Mining: Excavator Fleet Safety Enhancement
A major iron ore mining operation in the Pilbara region of Western Australia operates approximately fifteen large excavators across multiple mining sites. The operation's previous specification used standard mining cables on most equipment, with ground check systems installed only on equipment that had experienced electrical incidents or required specific safety upgrades.
This piecemeal approach created inconsistency: some equipment had advanced electrical safety systems while other equipment operated with minimal electrical monitoring. Operators and maintenance crews found this inconsistency confusing—different safety protocols applied to superficially similar equipment.
The operation invested in standardising their entire excavator fleet on PROTOLON (SB) SHD-GC specification cables. The standardisation investment ran approximately AUD $420,000, but provided operational and safety benefits beyond direct electrical protection.
First, standardisation enabled consistent safety training—all operators and maintenance crews learned single protocols for electrical safety monitoring rather than managing multiple different systems. Second, maintenance teams could standardise spare cable inventory and installation procedures. Third, the operation achieved consistent electrical monitoring capability across all mobile equipment.
Beyond safety metrics, the operation found that ground check monitoring provided valuable diagnostic information. Ground check systems can detect developing cable degradation before catastrophic failure occurs—slight leakage current elevation signals insulation breakdown in progress. The operation began using ground check signals to identify cables requiring proactive replacement before failures disrupted production.
Over a three-year period following standardisation, the operation's cable failure rate actually decreased by approximately 35% compared to previous years. This improvement wasn't because the ground check cables were superior from a purely mechanical standpoint (though they are), but because ground check monitoring identified cables requiring replacement before mechanical failure occurred.
New South Wales Quarrying: Integrated Safety and Reliability
A major hard-rock quarrying operation in New South Wales operates bucket wheel excavators and associated material handling equipment. The operation's challenge involved coordinating safety across equipment from different manufacturers and vintage, some equipped with modern electrical safety systems and others operating with minimal monitoring.
The operation invested in upgrading their trailing cable specifications across major equipment to standardised PROTOLON (SB) SHD-GC systems. This upgrade served dual purposes: modernising electrical safety infrastructure across the fleet and creating standardised cable specifications for easier inventory management and spare parts logistics.
The operation's safety manager noted that the ground check systems provided unexpected benefit beyond primary safety functions. By monitoring ground leakage current, the operation could identify developing problems in equipment electrical systems. For example, deteriorating motor windings would gradually increase ground leakage—the ground check system would detect this trend before motor failure occurred, enabling proactive maintenance.
This diagnostic capability extended the operation's understanding of equipment condition beyond traditional predictive maintenance approaches. Rather than relying solely on vibration analysis, thermal imaging, or operational observation to detect developing problems, the electrical monitoring system provided direct insight into insulation condition across the equipment fleet.
Understanding Ground Check Cable Technology and Operation
Ground check systems function through dedicated conductors that carry leakage current signals from equipment frames back to the power source or monitoring station. When cable insulation degrades, electrical current leaks from phase conductors to equipment frames. This leakage current flows through the ground check conductor, reaching monitoring equipment that can quantify the leakage and trigger protective action.
The PROTOLON (SB) SHD-GC cable incorporates individual concentric screening around each phase conductor. This screening allows leakage current to be detected and directed through the ground check system rather than flowing unpredictably through equipment frames or personnel who happen to touch the equipment.
The cable design philosophy recognises that insulation degradation is inevitable in harsh mining environments—the goal isn't to prevent insulation breakdown, but to detect it immediately when it occurs and isolate hazardous conditions before injury. By providing a structured path for leakage current through dedicated ground check conductors, the system ensures that electrical hazards are detected and controlled.
The monitoring equipment—whether simple monitoring relays or sophisticated automated protection systems—can be configured to suit different operational requirements. Some mining operations implement systems that trigger equipment shutdown immediately when leakage exceeds thresholds, prioritising safety over operational continuity. Other operations implement systems that warn operators when leakage is detected, allowing equipment to continue operating under direct supervision while maintenance addresses the underlying problem.
PROTOLON (SB) SHD-GC Cable Construction for Mining Applications
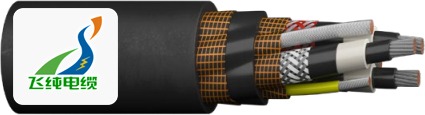
The PROTOLON (SB) SHD-GC cable's design integrates ground check functionality without compromising mechanical performance required for harsh mining trailing applications. The cable features finely stranded tinned copper conductors providing both electrical conductivity and mechanical flexibility.
The three main phase conductors are surrounded by individual concentric copper screening. This screening serves dual purposes. Electrically, it contains electromagnetic fields and provides the structured pathway for ground leakage current. Mechanically, it provides protection against external mechanical damage—the screening layer absorbs impact energy that would otherwise penetrate to the phase insulation.
The insulation system uses semi-conductive EPR rubber providing electrical stability under the medium voltage stresses present in 5-15KV applications. The EPR formulation resists mechanical damage better than standard rubber compounds, maintaining integrity even when subjected to impact or abrasion stress that would compromise lesser materials.
The outer sheath uses polychloroprene (PCP) rubber formulated specifically for abrasion resistance and environmental durability. The PCP compound resists tearing from rocky terrain contact, remains flexible under thermal cycling from Australian climatic extremes, and resists UV degradation from intense sun exposure. The cable incorporates tear-resistant reinforcing tape applied before the outer sheath, providing secondary mechanical protection.
Cable Specifications Supporting Australian Mining Safety Requirements
The PROTOLON (SB) SHD-GC cable achieves voltage ratings from 5KV to 15KV, accommodating mining equipment with diverse power requirements. Smaller operations typically operate at 5KV or 8KV, while larger installations use 10KV, 12KV, or 15KV systems. The cable's range encompasses all standard Australian mining equipment specifications.
The cable's mechanical specifications address harsh mining conditions. The tensile strength specification of 20 N/mm² static provides adequate margin for cable handling during installation. The torsional stress tolerance of ±25°/metre accommodates the rotational forces inherent to dragline boom movement and bucket wheel operation.
The bending radius specification of 6xD for fixed installation and 10xD for flexible operation ensures the cable can bend adequately for mining equipment routing without requiring impractical reeling arrangements. For a 50mm diameter cable typical of 10KV applications, the flexible operation bending radius of 500mm remains practical for mining equipment installation.
Environmental Performance in Australian Mining Conditions
The cable's operating temperature range of -40°C to +80°C accurately reflects Australian mining environments. Surface mining in arid regions experiences extreme temperature variation from cool predawn hours to intense afternoon heat. The cable's thermal cycling resistance ensures it maintains flexibility and mechanical properties despite thousands of daily temperature cycles over multi-year operational lives.
The cable exhibits superior UV resistance critical for Australian open-cut mining where sun intensity exceeds global averages. The PCP rubber sheath resists the brittleness that develops in standard rubber compounds under prolonged Australian sun exposure. Cables remaining in service for five or more years maintain flexibility despite cumulative UV exposure that would render standard cables unserviceable.
The cable resists ozone exposure—important for high-altitude mining operations where ozone concentrations exceed sea-level values. The PCP formulation maintains integrity in challenging environmental conditions where standard compounds would degrade progressively.
The cable demonstrates excellent sea water and salt spray resistance, important for coastal mining operations or inland operations in regions with saline soil conditions. The PCP rubber compound actively resists saltwater environments where standard compounds fail.
Integration with Mining Equipment Safety Systems
Modern mining equipment increasingly incorporates automated safety and monitoring systems. Equipment manufactured in the past decade typically includes ground check connections as standard. Older equipment may lack this capability, but can be retrofitted with PROTOLON (SB) SHD-GC cables and appropriate monitoring equipment.
The ground check system integrates with equipment control systems to enable automated protective action. When leakage current exceeds programmed thresholds, protection relays can trigger equipment shutdown, disconnect power supplies, or trigger alarms that alert operators to electrical hazards.
This integration enables sophisticated safety management. Rather than operating ground check systems as simple all-or-nothing shutdown mechanisms, modern mining operations use ground check monitoring data to inform maintenance scheduling, predict equipment failures, and optimise safety responses based on operational context.
Cost-Benefit Analysis: Safety and Reliability Investment
The PROTOLON (SB) SHD-GC cable costs approximately 25-35% more than standard mining cables without ground check integration. For large-diameter cables used in 10KV-15KV applications, this premium amounts to AUD $12,000-$20,000 per cable. For mining operations upgrading equipment fleets, the total investment can reach AUD $250,000-$450,000.
These costs warrant serious calculation against benefits. The primary benefit is safety—preventing electrical incidents that could injure personnel, result in liability exposure, or disrupt operations. A single serious electrical injury can result in rehabilitation costs, lost productivity, and liability exposure exceeding AUD $500,000-$1,000,000.
Beyond safety benefits, the ground check systems provide operational benefits through condition monitoring. By detecting developing insulation problems, mining operations can schedule cable replacement proactively rather than managing emergency failures. Scheduled replacements cost approximately 30-40% less than emergency replacements because they don't require overtime labour, emergency procurement, or production disruption.
For most Australian mining operations, the combination of safety and operational benefits justifies the specification upgrade. The investment typically pays back within 12-24 months through prevented failures and emergency response elimination alone, independent of safety benefit valuation.
Practical Implementation: Installation and Maintenance
PROTOLON (SB) SHD-GC cables require proper installation to realise their ground check functionality. The ground check conductors must be connected to monitoring equipment that can interpret leakage signals and trigger appropriate protective action. Mining operations implementing ground check systems typically work with electrical specialists to ensure proper installation and monitoring system configuration.
Routine maintenance focuses on both mechanical cable condition and ground check system functionality. Visual inspections should assess cable sheath condition, with particular attention to the areas where ground check conductors connect to monitoring equipment. These connection points represent potential vulnerability if moisture infiltrates.
Ground check systems require periodic testing to verify that monitoring equipment correctly detects leakage signals. Australian mining operations following best practices typically conduct ground check system tests annually or when equipment undergoes major service. These tests verify that the monitoring equipment correctly identifies simulated leakage conditions and triggers protective action as designed.
Selecting Ground Check Systems for Mining Equipment
For Australian mining operations evaluating whether to implement ground check systems, the decision should consider several factors. First, regulatory compliance requirements—operations in regions with strict electrical safety standards may face mandatory ground check requirements. Second, equipment manufacturer recommendations—many equipment manufacturers now provide ground check connections as standard, with detailed specifications for monitoring system requirements.
Third, operational experience—mining operations that have experienced electrical incidents or near-incidents should strongly consider ground check system implementation. The system's ability to detect developing electrical hazards before personnel encounter risk provides insurance-like value beyond normal cost-benefit analysis.
Fourth, fleet standardisation benefits—operations managing mixed equipment types benefit from standardising on consistent electrical safety systems rather than managing multiple different approaches.
Making the Specification Decision
For Australian mining operations evaluating cable specifications, ground check integration should be considered for production-critical equipment where electrical incidents could result in serious personnel exposure. Excavators, draglines, and bucket wheels warrant ground check systems. Secondary equipment with less direct personnel exposure might adequately employ standard specifications.
However, modern safety culture in Australian mining increasingly favours standardised electrical safety infrastructure across equipment categories. Operations that implement ground check systems enterprise-wide rather than on selected equipment find that standardised approaches simplify training, streamline maintenance, and provide consistent safety protection.
For most Australian open-cut mining operations, implementing PROTOLON (SB) SHD-GC cable specifications across major equipment represents sound investment in both personnel safety and operational reliability.
Expert Summary
The PROTOLON (SB) SHD-GC 5-15KV ground check mining cable represents a meaningful advancement in mining electrical safety infrastructure, integrating mechanical performance appropriate for harsh open-cut mining environments with electrical monitoring capability that detects and protects against ground fault hazards. Real-world performance data from Queensland coal mining, Western Australian iron ore operations, and New South Wales quarrying operations demonstrates that ground check systems provide measurable safety and operational benefits beyond standard cable specifications.
The cable's engineering addresses dual requirements: mechanical durability for trailing applications in harsh mining conditions and electrical architecture enabling ground check functionality. The integrated concentric copper screening around each phase conductor provides structured pathway for ground leakage current while simultaneously offering mechanical protection against external damage. The PCP rubber sheath and tear-resistant reinforcement layers provide abrasion resistance required for mining applications, while maintaining the electrical properties necessary for ground check operation.
The safety benefits of ground check systems extend beyond preventing direct electrical injuries. By detecting insulation degradation before catastrophic failure, ground check monitoring enables proactive maintenance that prevents both safety incidents and operational failures. Mining operations implementing PROTOLON (SB) SHD-GC cable systems typically experience both reduced electrical incidents and improved cable reliability—a combination that reflects the cable's comprehensive engineering for mining-specific requirements.
For Australian mining operations seeking to strengthen electrical safety infrastructure, reduce electrical incident risk, and improve equipment reliability through enhanced monitoring capability, implementing PROTOLON (SB) SHD-GC cable specification represents sound investment in both personnel protection and operational excellence. The cable doesn't merely extend service life or improve mechanical durability; it fundamentally changes how mining operations manage electrical hazards by providing continuous monitoring and protective capability that standard cables cannot offer. In an industry where worker safety represents paramount concern and operational reliability directly impacts financial performance, ground check cable systems deliver value measurable in both safety outcomes and operational efficiency.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat