Why PROTOMONT EMV-FC (N)SHXCOEU 1KV Cables Are Ideal for VFD Drives, Mining Equipment & Heavy-Duty Flexible Applications
Discover why purpose-engineered 1KV VFD motor cables with tinned copper conductors, tinned copper braided screening, and premium EVA sheaths deliver superior electromagnetic compatibility and reliability in Australian mining, material handling, and heavy equipment applications.
hongjing.Wang@Feichun
5/21/20269 min read
Introduction: The Hidden Cost of Standard Motor Cables in VFD-Controlled Mining Equipment
Australian mining operations increasingly rely on Variable Frequency Drive (VFD) technology to optimize equipment performance, improve energy efficiency, and extend equipment service life. Modern mining equipment—from mobile crushers to underground development machinery—operates under precise VFD control, allowing operators to adjust equipment speed and torque based on real-time operational demands.
Yet this technological advancement has created an unexpected reliability challenge: standard industrial motor cables, designed for fixed-frequency operation, frequently fail when connected to VFD-controlled motors. These failures manifest as burned motor windings, equipment shutdowns, and expensive emergency maintenance—all because the cable connecting the VFD to the motor couldn't handle the electromagnetic environment that VFD switching creates.
Mining operations installing VFD equipment without upgrading cable specifications experience failure patterns that confuse equipment operators. New, expensive VFD equipment performs reliably in initial testing yet fails repeatedly in operational use. The motors overheat and fail. The problem isn't the VFD or equipment—it's the cable system connecting them.
This comprehensive guide explores why purpose-engineered 1KV EMV-FC VFD motor cables deliver reliable performance impossible with standard industrial alternatives, and demonstrates through real Australian mining case studies how equipment reliability transforms when mining operations upgrade to cables engineered specifically for VFD environments.
The Unique Challenge: Why Standard Motor Cables Fail in VFD Applications
Understanding Variable Frequency Drive Electrical Environments
Traditional motor circuits operate at constant frequency (50 Hz in Australia) and constant voltage. This stable electrical environment is what industrial motor cables were designed to serve. Standard motor cables employ basic copper braiding for grounding and minimal shielding, which works adequately for constant-frequency operation.
VFD systems fundamentally transform the electrical environment. Instead of supplying constant 50 Hz power, VFDs create variable-frequency output by switching power semiconductor devices on and off at rates of 2-15 kHz depending on equipment type and operating requirements. This variable-frequency switching creates electromagnetic stresses that standard cables were never engineered to withstand.
High-Frequency Electromagnetic Energy. VFD switching generates broad-spectrum electromagnetic energy across frequencies from a few hundred Hz to many megahertz. This energy stresses motor insulation and radiates into surrounding systems, creating EMC (electromagnetic compatibility) problems.
Common Mode Voltage Stress. VFD operation generates common mode voltage—simultaneous voltage appearing on all phase conductors relative to ground. This voltage differs from phase-to-phase voltage characteristic of traditional motor operation. Standard cables have minimal protection against common mode stress; proper VFD cables employ comprehensive braided shielding to control it.
Transient Voltage Peaks. VFD semiconductor switching creates voltage transients—brief peaks exceeding the steady-state voltage level. These transients stress insulation beyond its rated voltage, accelerating degradation.
Motor Winding Overstress. When standard cables fail to control common mode voltage and transient peaks, the motor insulation experiences stresses it wasn't engineered to withstand. The insulation degrades progressively until electrical faults develop, causing motor failure.
Why Standard Cables Create VFD Failures
Mining operations discover too late that standard industrial cables are fundamentally inadequate for VFD applications:
Insufficient Electromagnetic Shielding. Standard cables use simple grounding conductors or basic copper braid. This shielding is adequate for 50 Hz power distribution but completely inadequate for the multi-kilohertz switching characteristic of VFD systems. Common mode voltage builds unchecked in cables lacking comprehensive braided screening.
Poor Electromagnetic Compatibility Performance. Standard cables radiate VFD-generated electromagnetic energy without control, creating interference with surrounding systems and electronics. This EMC failure can affect not just the VFD circuit but nearby communications, instrumentation, and safety systems.
Inadequate Insulation for Transient Stress. Standard motor cables use insulation thickness designed for 1 kV steady-state operation. This provides some margin above the nominal voltage but insufficient margin for VFD transient peaks that can reach 1.5-2 times nominal voltage. Transients stress insulation beyond its design margin, accelerating degradation.
Inadequate Conductor Tinning. Standard industrial cables often use bare copper conductors. In underground mining environments with moisture exposure, bare copper corrodes where moisture contacts the conductor. Corrosion increases local electrical resistance and accelerates conductor failure.
The consequence? Mining operations using standard cables in VFD circuits experience motor failures 5-10 times more frequently than expected, with premature insulation breakdown appearing to be random equipment failures rather than cable inadequacy.
Real Australian Case Study 1: Queensland Mining Operation—VFD Equipment Reliability Crisis and Resolution
Operational Context: Mobile Equipment Electrification
A major Queensland mining operation upgraded primary material handling equipment to VFD-controlled systems to improve operational efficiency and reduce energy consumption. The equipment—mobile crushers and stackers—operating under VFD control could optimize speed based on material characteristics and load conditions, improving energy efficiency and extending equipment service life compared to fixed-speed operation.
Initial performance expectations were reasonable: 15-20% energy savings through variable-speed optimization, improved equipment reliability through controlled starting torque, and extended equipment service life through reduced mechanical stress from fixed-speed operation.
The Problem Emerges: Motor Failures and Operational Disruption
Within 4-6 months of VFD equipment deployment, motors began failing with alarming frequency. Approximately every 3-4 weeks, a motor would overheat and fail, requiring emergency replacement. Each failure event consumed:
2-4 hours of emergency maintenance labor
Equipment downtime costing AUD $50,000-100,000 in production value
Motor replacement cost of AUD $10,000-20,000 per unit
Safety risks from working on overheated equipment
Over an 18-month period, the operation recorded approximately 12-15 motor failures. Total costs exceeded AUD $1,000,000 in combined motor replacement, maintenance labor, and production losses.
More concerning than the financial impact was the operational unpredictability: equipment would fail without warning, creating chaos in material handling operations and making reliable coal delivery schedules impossible.
Investigation: Discovery of Cable Inadequacy
Detailed electrical investigation revealed the failure mechanism. When engineers examined the cables connecting VFDs to motors, they discovered standard industrial motor cables with:
Basic copper braiding for grounding (inadequate for VFD applications)
Standard PVC insulation (vulnerable to transient stress)
Bare copper conductors (subject to corrosion in mining environments)
No provisions for electromagnetic compatibility or common mode voltage control
Motor insulation testing showed degradation consistent with overstress from common mode voltage and transient peaks—stresses the VFD system generated and the standard cables couldn't control.
Solution Implementation: Specification Upgrade to VFD-Optimized Cables
The operation commissioned engineering assessment to specify appropriate cables for VFD-controlled equipment. The assessment examined:
VFD Switching Frequency: Typically 4-5 kHz for the installed equipment
Common Mode Voltage Generation: Approximately 200-300V per phase relative to ground
Transient Peak Voltages: Up to 1,600-1,800V in measured transients
Cable Routing and Environmental Exposure: Underground conditions with moisture exposure
Motor Insulation Characteristics: Standard insulation designed for 1,500V transient stress (insufficient for measured peaks)
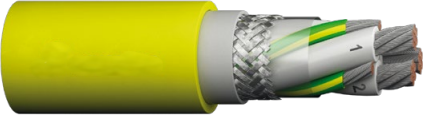
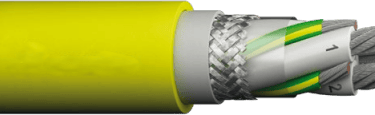
This assessment led to specification of purpose-engineered 1KV VFD motor cables featuring:
Tinned Copper Conductors: Providing superior flexibility and corrosion resistance in mining environments
Tinned Copper Braided Screening: Comprehensive electromagnetic shielding containing VFD-generated energy
Split Earth Conductors in Green/Yellow: Dual grounding paths for common mode current
Premium EVA Outer Sheath: Superior water resistance and chemical durability
Enhanced Insulation System: Thicker insulation providing margin above VFD transient peaks
High-Quality EPR Core: Advanced insulation formulation for VFD environments
The cable upgrade involved replacing approximately 800 meters of motor cables throughout the mining facility—primary power runs to VFD systems, feeder cables to individual equipment, and connection cables between VFDs and motors. Total cable investment: approximately AUD $65,000.
Results: From Equipment Failure Crisis to Reliable VFD Operation
Following upgrade to purpose-engineered VFD motor cable specification:
Motor Failure Elimination: Over a 36-month assessment period following cable upgrade, the operation recorded zero motor failures attributable to electrical system inadequacy. Equipment operated reliably on VFD control without the catastrophic motor failures that had plagued the previous system.
Operational Efficiency Realization: Once cable reliability was assured, the operation achieved the operational efficiency improvements that VFD systems promised. Equipment operated at optimized speeds, reducing energy consumption by approximately 16-20% compared to fixed-speed operation.
Production Stability: Equipment availability improved from approximately 75% (due to frequent motor failures) to approximately 98% (with upgraded cable system). This improved reliability enabled the operation to handle increased throughput and meet global supply chain commitments reliably.
Financial Impact: The operation prevented approximately AUD $800,000-1,200,000 in production losses and motor replacement costs over the 36-month assessment period. Cable payback period was approximately 2-3 months.
Real Australian Case Study 2: Underground Mining Development—VFD Equipment in Harsh Environment
Operational Context: Underground Development Machinery
A Western Australian underground mining operation upgraded development equipment to VFD-controlled systems to improve operational flexibility in confined underground spaces. VFD control allowed equipment operators to optimize advancement rates based on geological conditions, improving development efficiency in tight seam configurations.
The underground environment presented additional challenges: high moisture exposure, confined spaces limiting cable routing flexibility, continuous vibration from drilling equipment, and metallic ore bodies creating unusual electromagnetic conditions.
The Challenge: VFD Equipment Unreliability in Underground Conditions
Within approximately 3 months of VFD equipment operation underground, motor failures began occurring. The failure frequency was even higher than the Queensland surface operation: approximately every 2-3 weeks, equipment would develop motor faults requiring replacement.
The underground environment compounded the problem: equipment retrieval to surface for motor replacement required specialized lifting equipment and multiple personnel in confined spaces, creating both safety hazards and operational disruption to development activities.
Engineering Solution: VFD Cable Specification for Underground Conditions
The mining operation commissioned detailed engineering assessment emphasizing:
Underground Electromagnetic Environment: Assessment of common mode voltage and transient conditions in the specific underground location
Moisture Exposure Management: High-moisture environment requiring superior cable protection
Mechanical Stress Accommodation: Vibration and mechanical stress from drilling equipment
Cable Routing in Confined Spaces: Flexibility requirements for underground installation
This assessment led to specification of purpose-engineered 1KV VFD motor cables with particular emphasis on:
Tinned copper braided screening for enhanced EMC performance
Superior moisture protection through premium EVA sheathing
Class 5 tinned copper conductors providing flexibility for confined space routing
Enhanced insulation system for transient voltage stress
Split earth conductors enabling optimal grounding in underground environment
Measured Outcomes: Equipment Reliability and Development Schedule Achievement
Following upgrade to VFD-optimized cable specification:
Motor Failure Prevention: Underground development equipment operated without motor failures attributable to cable inadequacy. Development machinery achieved reliable operation despite the harsh underground environment.
Development Schedule Achievement: Development rates remained consistent throughout the development cycle. The project achieved planned development rates and project completion timelines without cable-related delays.
Safe Operations: Elimination of underground motor failures removed the need for emergency equipment retrieval, improving safety for personnel working in confined underground spaces.
Engineering Deep Dive: VFD Motor Cable Specifications and Performance
Tinned Copper Braided Screening: Electromagnetic Containment
The fundamental distinction between standard and VFD motor cables centers on electromagnetic shielding. VFD systems generate significant electromagnetic energy that must be controlled. Standard cables employ basic grounding conductors; VFD cables employ comprehensive tinned copper braided screening.
Engineering Function:
The braided screening serves multiple critical functions:
EMC Radiation Suppression: Controls electromagnetic radiation that would otherwise interfere with surrounding systems
Common Mode Voltage Control: Provides low-impedance path for common mode currents, preventing voltage buildup in the cable
Motor Insulation Protection: Shields motor from electromagnetic stresses that degrade insulation
System Integration: Enables the VFD system to perform as designed without radiating interference
The braiding must be comprehensive—gaps or discontinuities allow electromagnetic energy to escape. The tinning prevents oxidation and corrosion, maintaining shielding effectiveness throughout cable service life.
Enhanced Insulation System for Transient Voltage Stress
VFD operation creates voltage transients exceeding the nominal voltage by 50-100%. Standard motor cable insulation, designed for 1 kV steady voltage, may have only marginal safety margin above nominal voltage.
VFD-optimized cables employ thicker insulation and premium insulation formulations providing adequate safety margin above transient voltage peaks without degradation.
Premium EVA Outer Sheath: Durability in Mining Environments
Mining environments expose cables to moisture, vibration, mechanical stress, and chemical exposure that standard industrial sheaths cannot withstand. EVA (Ethylene Vinyl Acetate) rubber, specially formulated for harsh conditions, provides superior protection compared to standard materials.
Performance Characteristics:
Moisture Resistance: Prevents water infiltration that accelerates insulation degradation
Mechanical Durability: Withstands vibration and mechanical stress from mining equipment
Chemical Resistance: Resists coal dust and mining chemicals that degrade standard sheaths
Temperature Tolerance: Accommodates the temperature variations characteristic of underground mining
Practical Cable Selection for Australian Mining Operations
VFD System Assessment
Mining operations deploying VFD technology should conduct systematic cable specification assessment:
1. VFD System Characterization: Determine switching frequency, common mode voltage magnitude, and transient peak voltages in your specific VFD systems. Equipment specifications typically provide this information.
2. Motor Insulation Compatibility: Assess motor insulation ratings and transient voltage margins. Motors with limited transient voltage margins require cables providing maximum EMC protection.
3. Environmental Exposure Evaluation: Quantify moisture exposure, temperature range, mechanical stress, and chemical exposure in your specific mining environment.
4. Cable Routing Requirements: Assess cable routing constraints, identify areas of mechanical stress, and determine required cable flexibility.
5. Failure Risk Analysis: Evaluate consequences of motor failure in your specific application. Underground equipment where failure creates exceptional difficulty justifies premium cable specifications.
Expert Summary
Australian mining operations deploying Variable Frequency Drive technology to optimize equipment performance and improve energy efficiency face a critical cable specification decision that directly impacts VFD system reliability and financial performance. Standard industrial motor cables, designed for fixed-frequency operation, fundamentally fail in the electromagnetic environment that VFD switching creates. These failures manifest as motor insulation degradation and equipment failures that appear random but are entirely preventable through proper cable specification.
Purpose-engineered 1KV EMV-FC VFD motor cables address the electromagnetic and environmental requirements of mining applications through coordinated engineering innovations: tinned copper braided screening providing comprehensive EMC control; enhanced insulation systems withstanding VFD transient voltage peaks; premium EVA outer sheaths providing superior moisture and chemical protection; split earth conductors enabling optimal grounding in mining environments.
Real-world case studies from major Australian mining operations demonstrate consistent performance improvements: elimination of VFD-related motor failures, realization of promised energy efficiency improvements, and operational reliability enabling equipment optimization and VFD technology benefits. Financial analysis demonstrates that the incremental cable cost is recovered within weeks through prevented motor replacement costs.
Selection requires understanding your specific application: VFD system characteristics, motor insulation compatibility, environmental exposure, and equipment failure consequences all influence optimal cable specification. Mining operations that invest in proper cable engineering and select VFD-optimized cables consistently achieve reliable VFD performance compared to those using standard industrial cables.
For Australian mining operations currently deploying VFD equipment or experiencing VFD-related equipment failures, the evidence overwhelmingly supports immediate cable specification upgrade. The investment in proper VFD cable specification is recovered many times over through prevented equipment failures and realized operational efficiency benefits.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat