Why PROTOMONT (S) (N)SSHCGEOEU 1kV Cables Perform Better for LHD Reeling Applications in Underground Mines
Discover why the PROTOMONT (S) (N)SSHCGEOEU 1kV underground mining reeling cable is a top choice for LHDs, scoops, and dynamic applications in Australia. With exceptional tensile strength, abrasion resistance, and reel compatibility, it cuts downtime in WA hard-rock mines and Queensland Bowen Basin operations. Learn specs, real-world performance, and selection tips for Australian conditions.
hongjing.Wang@Feichun
5/19/20268 min read
Introduction: The Real Cost of Cable Failure in Australian Underground Mining
Australia’s underground mining industry is world-class, but it operates in some of the toughest conditions on the planet. From the deep hard-rock operations in Western Australia’s Goldfields and Pilbara extensions to the coal-rich Bowen Basin in Queensland, Load-Haul-Dump (LHD) machines and underground scoops are the backbone of production. These machines work relentlessly in confined, dusty, wet, abrasive, and sometimes hot environments where a single cable failure can bring an entire heading or panel to a grinding halt.
In Australian mining, downtime isn’t just an inconvenience — it’s expensive. With high fixed costs, fly-in-fly-out (FIFO) rosters, and strict production targets, every hour of lost output can cost tens of thousands of dollars. Cable-related issues are a well-known pain point. Trailing and reeling cables endure constant mechanical punishment: repeated bending on reels, abrasion against sharp rock, tensile pull during tramming, torsional stress from turns, and exposure to oil, water, dust, and chemicals.
Many operations still battle premature cable failures with standard or inadequately specified products. This leads to unplanned maintenance, safety risks (such as electrical faults or trips), and compliance headaches under WorkSafe WA, Resources Safety & Health Queensland (RSHQ), and AS/NZS standards. Specialised reeling cables like the PROTOMONT (S) (N)SSHCGEOEU 1kV are engineered precisely for these challenges. They deliver longer service life, higher reliability, and better total cost of ownership (TCO) in real Australian underground conditions.
This in-depth guide explores why this cable stands out for LHD and scoop reeling applications. We’ll cover construction details, performance advantages, Australian case contexts, maintenance best practices, and how to select the right cable for your site.
Why Reeling Cable Failure Causes Major Downtime Underground
Underground mining equipment, particularly electric LHDs, depends on reliable power through flexible cables that move with the machine. Unlike fixed installations, reeling cables face dynamic loads 24/7 during production shifts.
Key stresses in Australian underground mines include:
Abrasion and mechanical wear: Rough floors, fallen rock, and equipment contact in headings.
Torsion and twisting: Frequent directional changes, S-bends, and reel winding.
High tensile forces: Pulling cable at speed during tramming and loading cycles.
Repeated flexing: Thousands of bend cycles daily on mono-spiral or cylindrical reels.
Environmental factors: Water ingress in QLD coal mines, high rock temperatures and dust in WA hard-rock sites, plus oil/fuel exposure from support equipment.
Studies and operational reports highlight that trailing cable issues can account for a significant portion of electric LHD maintenance — sometimes up to 15% or more in challenging setups. In confined underground spaces, repairs are time-consuming, require specialised crews, and often involve safety isolations and permits.
In Australia, these problems are amplified by remoteness. Spare cables and technicians may take days to arrive at sites like those near Kalgoorlie or Moranbah. Production delays cascade through the supply chain, affecting ore haulage, processing plants, and ultimately port exports at places like Dampier, Gladstone, or Hay Point.
Common failure modes include sheath tearing leading to water ingress and earth faults, conductor fatigue and breakage, insulation cracking, and loss of monitoring cores. These not only stop machines but can trigger High Potential Incidents (HPIs) that require investigation and reporting to regulators.
What Is the PROTOMONT (S) (N)SSHCGEOEU 1kV?
The PROTOMONT (S) (N)SSHCGEOEU 1kV is a purpose-built low-voltage reeling cable for mobile underground equipment. It is specifically designed for frequently changing dynamic loads, such as those experienced by LHDs and scoops on mono-spiral and cylindrical reel systems.
Core Specifications (summarised from technical data):
Rated voltage: 0.6/1 (1.2) kV (also suitable for certain higher contexts in some approvals)
Max conductor temperature: 90°C continuous, 250°C short circuit
Ambient temperatures: Flexible installation -25°C to +60°C
Travel speed: Up to 160 m/min
Permanent tensile strength: 30 N/mm² (rule)
Bending radius: 4 × D (moving operation)
Flame retardant (EN/IEC 60332-1-2), oil resistant, ozone and UV resistant
Approvals: Based on DIN VDE 0250-812 and aligned with relevant mining standards; suitable for Australian compliance when selected appropriately (cross-reference with AS/NZS 2802 / 1802 risk assessments).
This cable is part of a broader family optimised for underground mining’s harsh realities, offering a balance of flexibility, strength, and durability that generic cables cannot match.
Engineered for Dynamic Reeling: Why Standard Cables Fall Short
Electric LHDs are increasingly favoured in Australian underground mines for lower emissions, better ventilation compatibility, and consistent power delivery. However, the umbilical or reeling cable remains a critical vulnerability.
Standard industrial flexible cables often lack sufficient tensile reinforcement, abrasion-resistant sheathing, or balanced construction for high-cycle reeling. They suffer from:
Early sheath abrasion and tearing
Conductor work-hardening and breakage
Insulation degradation from flex fatigue
Poor performance on reels leading to bird-nesting or uneven winding
In contrast, the PROTOMONT (S) incorporates features that directly address these weaknesses, making it ideal for Australian LHD fleets operating in high-utilisation environments.
Why PROTOMONT (S) Performs Better: Detailed Advantages
1. Superior High Tensile Strength and Reinforcement With a rule tensile strength of 30 N/mm², this cable handles the strong pulling forces generated during LHD tramming and reel recovery. A central reinforcement element (typically aramid yarn or equivalent high-strength support embedded in a cradle separator) absorbs and distributes loads, preventing excessive stress on the power conductors. Polyester braiding adds further structural integrity, improving performance during high-speed operations and directional changes.
2. Exceptional Abrasion and Tear Resistance The heavy-duty polychloroprene (PCP) outer sheath is engineered for mining’s abrasive conditions. It resists tearing, cutting, and wear far better than standard compounds, even when dragged across rough underground floors or wound repeatedly on reels. This is particularly valuable in WA’s siliceous ores or QLD’s coal environments with sharp particulates.
3. Outstanding Flexibility for Continuous Reeling Very finely stranded tinned copper conductors (high class flexibility) combined with EPR (ethylene propylene rubber) insulation maintain pliability over millions of bending cycles. This reduces internal fatigue and supports smooth operation on mono-spiral reels (compact, common in development) and cylindrical reels (for longer reaches in production areas).
4. High-Speed Capability and Dynamic Load Handling Rated for travel speeds up to 160 m/min, the cable supports aggressive LHD cycles without premature degradation. Balanced core arrangement with double-concentric control and earth conductors improves stability, reduces torsion, and enhances monitoring reliability.
5. Environmental and Safety Performance Flame retardant, oil/chemical resistant, and robust against ozone/UV (important during storage or surface handling). These properties help meet Australian safety expectations and reduce fire or fault risks in gassy or dusty coal mines.
6. Proven Mechanical Parameters
Torsional stress tolerance: ±50°/m
Excellent bending performance per relevant guidelines
Central support minimises elongation and damage
Operations report significantly extended service intervals compared to non-specialised alternatives.
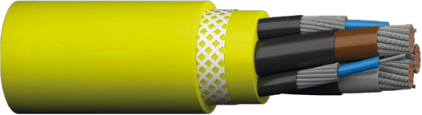
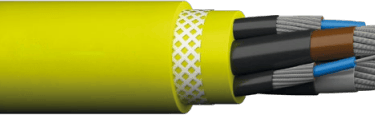
In-Depth Cable Construction Breakdown
Understanding the layered design explains its performance:
Conductors: Very finely stranded tinned copper (Class 5 equivalent) for flexibility and corrosion resistance in humid underground conditions.
Insulation: EPR rubber compound — flexible, thermally stable, and electrically reliable under repeated stress.
Core Layout: Three main power cores with double-concentric control/PE elements in outer interstices for symmetry, balance, and monitoring.
Reinforcement: Central aramid-style support element + polyester braiding for tensile and anti-twist performance.
Sheaths: Inner sheath for core protection; tough PCP outer sheath for mechanical and environmental defence.
Identification: Clear core colouring and markings for easy maintenance.
This construction creates a cohesive system optimised for reeling dynamics rather than a simple power cord.
Real-World Applications and Australian Case Context
LHD and Scoop Operations: Primary use in production mucking, development, and clean-up. Electric LHDs with reeling cables are common in nickel, gold, copper, and coal underground mines.
Reel Systems: Excels on mono-spiral reels in tighter headings and cylindrical reels for extended ranges.
Australian Examples:
In Western Australia’s underground hard-rock mines (e.g., gold and nickel operations near Kalgoorlie or Leinster areas), cables face high abrasion from quartz-rich rock and long tramming distances. Specialised reeling cables reduce change-out frequency, supporting higher machine utilisation in remote FIFO sites.
In Queensland’s Bowen Basin coal mines (around Moranbah, Emerald, or Blackwater), wetter conditions, methane risks, and bord-and-pillar or longwall-adjacent mobile equipment demand flame retardant, reliable power delivery. Reduced cable faults contribute to better compliance with RSHQ standards and fewer electrical HPIs.
Major Australian miners (including those operating large fleets) have long relied on high-performance mining cables from established global suppliers to maintain output at export-critical operations feeding ports like Gladstone and Dampier. While specific proprietary data is site-confidential, industry patterns show that upgrading to reinforced reeling cables yields measurable gains in availability and safety.
Ports benefit indirectly: Consistent underground production supports reliable rail and ship loading at key export hubs.
Quantifying the Benefits: Reduced Downtime and Lower TCO
Mines switching to purpose-built cables often see:
2–3× longer service life (depending on duty cycle)
Fewer unplanned stops
Reduced maintenance labour and spare parts costs
Improved safety metrics (lower electrical incidents)
Higher overall equipment effectiveness (OEE) for LHD fleets
In high-production Australian mines running 24/7, these gains compound quickly into significant ROI.
Common Causes of Reeling Cable Failure and How PROTOMONT (S) Mitigates Them
Excessive Tensile Stress — Central reinforcement counters pull forces.
Flex Fatigue — Fine stranding + EPR insulation.
Abrasion/Sheath Damage — Robust PCP sheath.
Torsion — Balanced construction and braiding.
Reel Mismanagement — High bending and speed ratings provide margin.
Proper selection and care amplify these advantages.
Best Practices for Extending Cable Service Life in Australian Mines
Reel System Optimisation:
Proper tension control and alignment.
Adequate reel diameter to respect bending radii.
Smooth operator techniques to avoid shock loads.
Inspection and Maintenance:
Daily visual checks for cuts, swelling, or wear.
Regular electrical testing of cores and earth continuity.
Focus on high-flex zones near machine entry points.
Operational and Storage Tips:
Avoid exceeding rated speeds or tight bends.
Protect spares from UV, heat, and contamination.
Train crews on cable handling per AS/NZS guidelines.
Risk Assessments: Always align cable choice with site-specific conditions and Australian standards (AS/NZS 2802 for metalliferous, 1802 considerations for coal).
How to Choose the Right 1kV Underground Reeling Cable for Your Operation
Key factors for Australian buyers:
Reel type and duty cycle.
Expected tensile loads, speeds, and travel distances.
Site environment (abrasion level, moisture, temperature).
Compliance and approvals (risk-assessed against local regs).
Supplier support for custom lengths, repairs, and technical advice.
Total cost of ownership vs initial price.
For most LHD/scoop applications in WA and QLD, prioritise high-tensile, abrasion-resistant designs with strong central reinforcement like the PROTOMONT (S).
Expanded FAQ: Questions Australian Mining Professionals Ask
What makes a cable suitable for underground LHD reeling? High tensile strength, central reinforcement, tough sheath, and proven flex life matched to reel dynamics.
Why do standard cables fail faster in Australian mines? They are not optimised for the combination of abrasion, tension, and high-cycle reeling common in local geology and operations.
Is this cable suitable for mono-spiral reels? Yes — explicitly designed and proven for mono-spiral and cylindrical systems.
How does aramid/polyester reinforcement help? It absorbs tensile and torsional loads, protecting conductors and extending life.
What about compliance in WA vs QLD? Consult site engineers for risk assessments against relevant AS/NZS standards and regulator expectations.
Can it reduce electrical HPIs? Robust construction and monitoring cores improve reliability and fault detection.
Future Trends: Electrification and Cable Demands in Australian Mining
With growing focus on electrification, battery-hybrid, and trolley-assist systems, reliable reeling cables remain essential during transition. Higher utilisation, automation, and deeper mines will demand even tougher cables. Designs like PROTOMONT (S) position operations for these changes while delivering immediate gains today.
Expert Summary
The PROTOMONT (S) (N)SSHCGEOEU 1kV is a high-performance reeling cable specifically engineered for the rigorous demands of LHD and scoop operations in underground mining. Its combination of 30 N/mm² tensile strength, central aramid-style reinforcement with polyester braiding, finely stranded tinned copper conductors, EPR insulation, and heavy-duty PCP outer sheath provides superior resistance to abrasion, tearing, flex fatigue, and torsional stress — exactly what Australian underground mines need.
In WA’s abrasive hard-rock environments and Queensland’s Bowen Basin coal operations, this cable helps minimise costly downtime, enhance safety, and improve productivity. By matching cable specification to real dynamic loads and site conditions, mines achieve better reliability, lower total ownership costs, and stronger compliance with Australian standards and regulations.
When evaluating reeling cables, look beyond basic ratings to mechanical performance, reinforcement systems, and proven durability in similar duties. Partner with experienced suppliers for site audits, custom solutions, and ongoing support. In underground mining, the right cable isn’t just a power connection — it’s a critical enabler of safe, continuous production.
For tailored advice on your LHD fleet or reel systems, consult mining cable specialists familiar with Australian conditions. Reliable power delivery underground starts with choosing cables built for the job.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat