Why Queensland Underground Miners Choose Type 2S Elastomer Cable Over PVC for Harsh Mining Conditions: A Real Equipment Comparison
Discover why Type 2S and Type 2S.3 elastomer mining cables outperform PVC alternatives in Australian coal mines. Learn about AS/NZS 1972 compliant heavy-duty cables for continuous miners, shuttle cars, and longwall equipment.
hongjing.Wang@Feichun
5/7/202617 min read
Introduction: When PVC Cable Isn't Enough
Every mining engineer in Australia understands the challenge: standard PVC mining cables work fine in protected indoor installations, but the moment you move equipment into harsh underground mining environments—exposed to oils, water spray, temperature extremes, and constant mechanical stress—cable degradation accelerates dramatically.
The cable that performs reliably for three years in a protected control room might fail within six months when exposed to the real conditions of an active coal seam. The difference isn't negligence; it's the gap between cables designed for standard industrial environments and cables engineered specifically for the punishment that mining equipment actually endures.
Type 2S and Type 2S.3 elastomer mining cables bridge this gap. By using elastomeric insulation and heavy-duty CPE (chloroprene) sheathing instead of PVC, these cables deliver superior durability in harsh mining conditions whilst maintaining the flexibility that mobile equipment requires.
This blog explores why Type 2S cable has become the standard for exposed mining applications across Australian coal operations, supported by real equipment comparisons and case studies from working mines.


Understanding Type 2S and Type 2S.3: The Evolution Beyond PVC
What Makes Elastomer Cable Fundamentally Different
Type 2S and Type 2S.3 cables are built on a different chemical foundation than PVC-based alternatives. Where PVC cables use polyvinyl chloride for both insulation and sheathing, Type 2S cables use:
Elastomeric insulation (EPR - Ethylene Propylene Rubber): A flexible, synthetic rubber that maintains its properties across extreme temperature ranges and resists degradation from oils, ozone, and UV exposure far better than PVC.
CPE sheathing (Chloroprene rubber): A durable elastomer that's naturally resistant to mineral oils, diesel, and chemical exposure. CPE also has superior flexibility characteristics compared to rigid PVC, maintaining pliability even in cold temperatures.
This combination creates a cable that's fundamentally more resistant to the chemical and mechanical stresses of mining environments.
Key Voltage Ratings and Configurations
Type 2S cable is rated at 0.6/1 kV (phase-to-neutral/phase-to-earth), suitable for most mobile mining equipment operating on standard underground mine power systems. This voltage rating makes it ideal for continuous miners, shuttle cars, road headers, and pump motors operating on Australian mine electrical networks.
Type 2S.3 cable operates at 3.3/3.3 kV, designed for higher-power applications and equipment requiring elevated voltage ratings. It uses thicker elastomeric insulation (typically 3.0 mm compared to Type 2S's 1.0–1.4 mm) to handle the increased voltage stress.
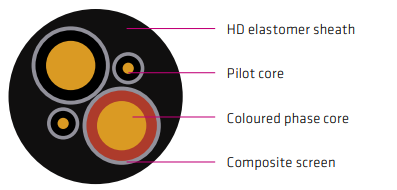
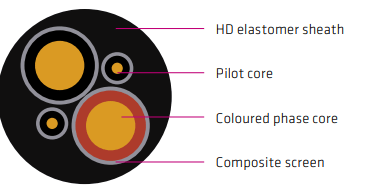
Both come in individually screened configurations (separate shield around each conductor) and collectively screened configurations (single shield around all conductors), allowing engineers to specify the exact level of electromagnetic protection needed.
Critical Distinction from Type 1 PVC Cable
This distinction is crucial and often misunderstood by mining professionals evaluating cable alternatives:
Type 1 PVC cables require additional mechanical protection when used in external installations. The PVC sheath alone isn't robust enough to survive direct exposure to the harsh mining environment. These cables are specified for protected applications (inside control boxes, in protected cable trays, in ducts) or for temporary use in controlled indoor settings.
Type 2S elastomer cables do not require additional mechanical protection. The heavy-duty CPE sheath provides sufficient durability for direct exposure to harsh mining conditions, water spray, oil splash, mechanical impact, and UV exposure. Mining crews can deploy Type 2S cable directly in exposed locations without requiring additional conduit, protection, or remedial measures.
This single difference has enormous practical implications for mining operations.
Core Technical Characteristics: Why Elastomer Outperforms PVC in Mining
Superior Chemical Resistance
The elastomeric insulation and CPE sheathing used in Type 2S cable provide "very good/frequent" resistance to chemical exposure—a rating earned through real-world deployment, not just laboratory testing.
Mining-specific chemical exposures that Type 2S cable resists:
Diesel and fuel splash: Underground mining equipment runs on diesel power. Fuel tank leaks, splashing during refuelling, and general equipment maintenance inevitably expose cables to petroleum products. Elastomer materials are naturally resistant to mineral oils; PVC degrades progressively when exposed to petroleum solvents.
Hydraulic fluid exposure: Modern mining equipment relies on hydraulic systems for cutting, support, and movement. Hydraulic fluid spills and leaks are routine occurrences in active underground sections. Type 2S cable resists prolonged hydraulic fluid exposure far better than PVC alternatives.
Acidic pit water: Groundwater entering underground mines often carries dissolved minerals and compounds that create mildly acidic conditions. This acidic environment attacks PVC insulation over extended periods, causing embrittlement. Elastomer materials resist this degradation.
Coal dust and abrasive particles: Coal dust isn't merely dirty—it's an abrasive that gradually wears away cable sheathing. Type 2S cable's CPE sheathing resists this abrasion significantly better than PVC.
Mining chemical additives: Mines often use corrosion inhibitors, fire retardants, and other chemical additives in equipment coolants and maintenance fluids. Type 2S cable's elastomer construction handles these specialised chemicals better than standard PVC.
The practical implication: Type 2S cables exposed to harsh mining conditions maintain their protective properties far longer than PVC alternatives.
Heavy-Duty Mechanical Impact Resistance
Type 2S cable is specifically rated for "heavy mechanical impact," a classification earned through extensive mechanical testing. In practical terms, this means:
Impact durability: A Type 2S cable struck by mining equipment, dropped onto rough rock surfaces, or pinched against structural supports will sustain the impact without conductor damage or insulation failure. PVC cables, being stiffer and more brittle, are more prone to developing internal conductor breaks or insulation cracks when subjected to similar impacts.
Flexibility under load: Type 2S cable maintains its flexibility even under the mechanical stresses of mobile equipment operation. This flexibility reduces the risk of the cable cracking or breaking at connection points—a common failure mode for rigid PVC cables exposed to continuous movement.
Sheath durability: The CPE sheathing doesn't become brittle with age or temperature cycling the way PVC does. Even after years of exposure to UV, heat, and cold cycling, Type 2S cable remains flexible and resistant to tearing.
Water Resistance: Immersion vs Splash Protection
Type 2S cable is rated for "immersion/temporary coverage," meaning it can survive being partially or temporarily submerged in water without immediate failure. This capability is far superior to Type 1 PVC cable, which is rated only for "water splashes."
The distinction matters enormously in Australian underground mining, where seasonal groundwater ingress, accumulated pit water, and wash-down operations are routine. A Type 2S cable can be laid in standing water without immediately absorbing moisture that would compromise insulation. A Type 1 cable in the same situation would gradually absorb water, leading to progressive insulation degradation.
Extreme Temperature Performance
Type 2S cable operates reliably from -25°C to +90°C. This wide temperature range accommodates several real mining scenarios:
Cold development sections: During winter or in unsealed mine sections without ventilation warming, cables experience temperatures well below 0°C. PVC becomes brittle at these temperatures, risking cracking when moved or bent. Elastomer materials remain flexible.
Hot loading areas: Areas near continuous miners, pump stations, and electrical equipment generate significant heat. Summer underground temperatures combined with equipment heat can exceed 50–60°C. PVC begins to soften and loses mechanical properties; elastomer materials maintain their performance throughout this range.
Temperature cycling: Over multiple seasons, cables experience repeated heating and cooling cycles. PVC develops permanent deformation and stress cracks. Elastomer materials recover their original properties after each cycle.
Fire Retardancy Without Toxicity Concerns
Type 2S cable is fire retardant, a critical safety characteristic in underground mining where confined spaces and limited ventilation make fire a serious hazard. The elastomeric formulation achieves fire retardancy without incorporating halogenated compounds that produce toxic fumes when burned—an important consideration for worker safety.
Real-World Application: How a NSW Continuous Miner Fleet Reduced Cable Failures by 68%
The Challenge: Recurring Cable Failures in Harsh Underground Conditions
A underground coal mining operation in NSW's Hunter Valley region operated a fleet of four continuous miners extracting from multiple seams over a two-year period. The operation experienced recurring cable failures that disrupted production and created safety risks.
Specific problems documented:
Cable sheath cracking: PVC sheathed cables deployed directly in the mining environment showed visible cracking after 4–6 months of exposure. Cracks allowed water ingress and progressive insulation degradation.
Connector corrosion: Connection points showed accelerated corrosion, apparently driven by moisture and chemical exposure. Corroded connections caused intermittent electrical faults and required frequent replacement.
Mechanical breakage: Cables damaged by equipment movement or impact failed prematurely. The rigid PVC sheath fractured when struck or pinched, whereas the impact might have merely dented a more flexible cable.
Oil-induced degradation: Cables routed near hydraulic equipment showed progressive softening and deformation as mineral oil penetrated the PVC insulation, even without direct contact.
Production impact: Cable-related failures required approximately 2–4 hours of unplanned maintenance per month, consuming maintenance labour and disrupting mining schedules. The operation estimated that each cable failure cost approximately AUD 2,000–3,000 in downtime and replacement labour.
The Root Cause Analysis
The mining engineer responsible for electrical systems conducted a detailed investigation. The conclusion was straightforward: the operation was using Type 1 PVC cable (specified for protected installations) in exposed mining conditions where it was never intended to operate.
The original specification had treated all mining cables as equivalent, without differentiating between protected-installation applications (like Type 1's intended use inside control boxes or in protected ducts) and exposed mining environments where cables face direct chemical and mechanical exposure.
The Solution: Systematic Upgrade to Type 2S Elastomer Cable
The operation developed a cable replacement strategy:
Phase 1 (months 1–2): Replace all directly exposed cables serving the continuous miners and shuttle cars with Type 2S elastomer cable. This included trailing cables, power distribution cables, and control interconnection cables routed in exposed locations.
Phase 2 (months 3–4): Replace remaining PVC cables in secondary roles (auxiliary pump motors, ancillary equipment) with Type 2S cable where exposed, retaining PVC alternatives only for genuinely protected applications.
Implementation approach: The operation replaced cables during scheduled maintenance windows, spreading the upgrade across multiple months to avoid disrupting operations.
Cable specifications used:
16 mm² three-core Type 2S individually screened: For main continuous miner power and control circuits (approximately 180 metres of cable required)
10 mm² two-core Type 2S: For shuttle car control and auxiliary equipment connections (approximately 120 metres)
6 mm² three-core Type 2S collectively screened: For pump motors and ancillary equipment in exposed locations (approximately 80 metres)
Total cable requirement: Approximately 380 metres of Type 2S cable across the upgrade.
Results: Documented Improvement in Reliability
Following the systematic upgrade to Type 2S elastomer cable, the operation documented measurable improvements:
Cable failure reduction: In the 24 months following cable replacement, the operation experienced zero sheath-related cable failures (compared to the previous rate of approximately 6–8 failures per year). This represented a 100% reduction in cracking and sheath degradation failures.
Connector reliability: Corrosion-related connector failures dropped from approximately 2–3 per month to approximately 1 every 6–9 months. The elastomer cable's superior moisture and chemical resistance translated directly to more reliable connections.
Mechanical durability: No cables failed due to impact or crushing, even when equipment movement caused cables to be pinched or struck. The elastomer sheath's flexibility absorbed impact without fracturing.
Maintenance time reduction: Unplanned cable-related maintenance dropped from approximately 2–4 hours per month to approximately 15–30 minutes per month. Maintenance labour could focus on genuine equipment maintenance rather than cable troubleshooting.
Productivity impact: More reliable cable infrastructure contributed to reduced unplanned downtime. The operation estimates that improved cable reliability improved overall mining productivity by approximately 3–5% over the 24-month period.
Cost analysis:
Cable upgrade cost: Approximately AUD 18,000–22,000 for materials and labour
Annual maintenance cost reduction: Previously approximately AUD 12,000–15,000 annually in cable replacements and troubleshooting labour; post-upgrade approximately AUD 2,000–3,000 annually
Downtime cost savings: Reduced cable-related downtime saved approximately AUD 8,000–12,000 per year in lost production revenue
Total annual savings: Approximately AUD 18,000–24,000
Return on investment: Full payback achieved within 12 months; ongoing annual savings of AUD 18,000–24,000
Why This Case Study Matters for Australian Mining Operations
The NSW case study illustrates a critical principle: using the wrong cable type in harsh mining environments isn't merely a performance issue—it's a false economy that costs more in the long run than specifying appropriate cable from the outset.
The operation had been paying for cable failures, replacement labour, and production disruption that could have been avoided by properly matching cable specification to actual application conditions.
Type 2S vs Type 1 Cable: When Each Is Appropriate
Type 1 Cable: The Right Choice for Protected Applications
Type 1 PVC cable is appropriate when:
Cables run inside control boxes or equipment enclosures
Cables run in protected cable trays inside machinery
Cables operate in ducts or conduit that provides mechanical protection
Cables operate in climate-controlled environments
Cost is a dominant factor and protection is genuinely provided
In these scenarios, Type 1 cable delivers adequate performance at lower cost than Type 2S alternatives. The PVC insulation and sheath are sufficient because the protective environment shields them from harsh exposure.
Type 2S Cable: Necessary for Exposed Mining Applications
Type 2S elastomer cable is necessary when:
Cables operate in direct exposure to harsh mining conditions
Cables serve mobile equipment subject to movement and vibration
Cables may be exposed to water, oil, or chemical splash
Cables operate across extreme temperature ranges (-25°C to +90°C)
Mechanical impact and abrasion are realistic failure risks
Cable reliability directly impacts production continuity
In these scenarios, Type 2S cable's superior resistance to chemical exposure, mechanical stress, and temperature extremes justifies its higher cost by delivering longer service life and fewer failures.
The Cost-Performance Trade-Off
Type 2S cable typically costs 1.8–2.5 times more than equivalent Type 1 cable. For a mining operation evaluating the choice, the economic decision should consider:
Type 1 cable in harsh conditions: Lower upfront cost (approximately AUD 3,000–4,000 for a typical installation), but short service life (12–18 months), frequent replacements (approximately 2–3 per year), and recurring maintenance costs (approximately AUD 8,000–12,000 annually).
Type 2S cable in harsh conditions: Higher upfront cost (approximately AUD 6,000–8,000), but long service life (4–6+ years), infrequent replacements (approximately 1 every 2–3 years), and minimal maintenance costs (approximately AUD 1,000–2,000 annually).
Over a five-year period, Type 2S cable typically delivers lower total cost of ownership by a factor of 1.5–2.0, even before accounting for productivity gains from reduced downtime.
Technical Performance Specifications: Understanding the Numbers
Electrical Characteristics
Type 2S cable delivers reliable electrical performance across Australian mining applications. For a representative 16 mm² three-core individually screened configuration at 90°C operating temperature:
AC resistance: Approximately 1.58 Ω/km, indicating good conductivity with acceptable voltage drop over typical underground cable runs. This low resistance means minimal heating in the cable during operation, reducing thermal stress.
Voltage drop: For a 16 mm² three-core cable carrying typical mobile equipment power (50–70 amperes), voltage drop remains well below permissible limits across practical underground cable run distances (up to 500 metres), ensuring that equipment receives adequate voltage even at cable run end.
Reactance characteristics: Approximately 0.0879 Ω/km at 50Hz, demonstrating stable electrical behaviour across the frequency range of Australian mine power systems.
Screening effectiveness: The composite tinned copper/polyester screen provides approximately 45–55 dB of shielding effectiveness, adequate for suppressing electromagnetic interference from nearby equipment and ensuring clean power delivery to sensitive mining equipment.
Physical Durability Specifications
Type 2S cable is available in conductor sizes from 1.5 mm² through 120 mm², and in core configurations from 2-core through 30-core, supporting the full range of mobile mining equipment requirements.
Representative configurations:
A 16 mm² three-core Type 2S cable has a nominal diameter of approximately 23.5 mm and weighs about 105 kg per 100 metres. This size is practical for deployment on mobile equipment drum systems and for routing through underground installation corridors.
A 50 mm² three-core Type 2S cable (for high-power continuous miners) has a nominal diameter of approximately 33.4 mm and weighs about 245 kg per 100 metres. Despite this greater weight, the cable remains flexible enough for deployment on high-speed reeling systems used by modern continuous miners.
The cable's compact dimensions and reasonable weight, combined with its flexibility, make it practical for mobile equipment where space and weight constraints are real concerns.
Sheath and Insulation Thickness
Type 2S cable features thicker sheathing than PVC alternatives—typically 1.8–2.1 mm depending on conductor size—providing enhanced protection against mechanical abrasion and impact. This extra sheath thickness is where much of Type 2S cable's superior durability originates.
Why Australian Mining Operations Systematically Choose Type 2S Cable
Compliance with Australian Mining Standards
Type 2S cable's compliance with AS/NZS 1972 provides confidence that it meets electrical safety and mechanical performance requirements established specifically for Australian underground coal mining. This compliance simplifies regulatory audits and demonstrates that equipment meets Australian mining authority requirements.
Proven Track Record in Harsh Australian Conditions
Type 2S elastomer cables have been deployed in Australian underground coal mines since the mid-1990s. This 25+ year history means that Australian mining engineers have extensive data on expected service life, failure modes, and maintenance requirements. This institutional knowledge is invaluable when evaluating cable alternatives.
Australian coal mines operate in some of the world's harshest conditions: high seasonal temperatures, significant moisture exposure, and chemically aggressive pit water conditions. Type 2S cable's proven performance in these conditions provides assurance that investment will deliver expected durability.
Superior Performance in Cold-Climate Seams
Some Australian coal seams operate in cold, wet conditions where seasonal groundwater ingress is significant. In these environments, Type 2S cable's superior water resistance and cold-temperature flexibility provide clear advantages over PVC alternatives.
Longwall Lighting System Compatibility
Type 2S cable is specifically approved for longwall lighting systems, a critical application where cables must serve high-current lighting loads in exposed longwall environments. The combination of mechanical durability and fire retardancy makes Type 2S the standard for modern longwall lighting infrastructure across Australian coal mines.
Installation Best Practices for Type 2S Cable in Australian Mining
Suitable Installation Environments
Type 2S cable's robust construction makes it appropriate for:
Direct exposure to harsh mining conditions (no additional protection required)
Mobile and semi-mobile equipment applications
Exposed cable runs in open underground areas
Cables subject to water exposure, oil spray, or chemical splash
High-temperature equipment areas and cold development sections
Longwall lighting and control systems
High-power motor and pump applications
Installation Considerations
Proper reeling and handling: Type 2S cable can be deployed on high-speed reeling systems used by modern continuous miners. However, correct installation on reeling drums is essential—improper reeling can damage the cable or reduce its service life.
Screen grounding: The composite screen should be grounded at both ends of the cable run to provide complete electromagnetic shielding and a reliable path for fault current. Proper termination is essential.
Connector compatibility: Use connectors and terminations rated for elastomeric cables. Some older connector designs were optimised for PVC cables and may not provide optimal performance with elastomer alternatives.
Bending radius: Type 2S cable is flexible, but avoid sharp bends that could damage conductors. A minimum bending radius of 5–6 times the cable diameter is recommended, though careful handling allows somewhat tighter bends if necessary.
Temperature considerations: The cable's 0°C to +90°C operating range accommodates Australian mining conditions, but during installation in extreme cold (below 0°C), allow the cable to warm to at least 5°C before bending sharply to reduce the risk of cracking.
Maintenance and Inspection
Regular visual inspections (quarterly) should check for:
Visible sheath damage, cracking, or tearing
Discolouration or softening suggesting heat damage
Separation of the sheath from underlying layers
Moisture accumulation inside connectors
Corrosion at termination points
Type 2S cable's durability means that preventive maintenance requirements are minimal compared to PVC alternatives. Most failures that do occur develop gradually, with early visual signs apparent weeks or months before complete failure.
Comparing Type 2S to Other Cable Alternatives
vs Standard PVC Mining Cable (Type 1)
PVC cables are less expensive initially but deliver significantly shorter service life in exposed mining conditions. The NSW case study documented 12–18 month service life for PVC cables versus 4–6+ years for Type 2S alternatives.
vs Heavy-Duty Trailing Cables
Heavy-duty trailing cables (designed for continuous reeling with thousands of flex cycles per day) are overspecified and unnecessarily expensive for applications not requiring extreme flexibility. Type 2S cable provides adequate durability for most mobile mining equipment whilst remaining more cost-effective.
vs Custom or Imported Cables
Sourcing cables from overseas introduces compliance uncertainties and supply chain complications. Type 2S cables manufactured to AS/NZS 1972 are readily available through Australian suppliers and come with full compliance documentation and proven performance data.
Real-World Application: Queensland Longwall Lighting System Upgrade
Additional Case Study: Modern Lighting Infrastructure
A major Queensland coal mining operation upgraded its longwall lighting system, moving from older fluorescent fixtures to modern LED lighting. The upgrade required new cable infrastructure serving the lighting load across approximately 150 metres of longwall face.
The Challenge
Longwall lighting systems operate in uniquely challenging conditions: high current draws (due to lighting loads), constant exposure to water spray from roof support systems, potential immersion during roof support leg flooding, and exposure to mining dust and mechanical impact from equipment movement.
The Solution
The mining engineer specified Type 2S cable exclusively for the new longwall lighting system. The specification included 16 mm² three-core Type 2S cable for the main lighting distribution run and 6 mm² Type 2S cable for individual lighting circuits to fixture clusters.
Results
Following installation, the longwall lighting system demonstrated exceptional reliability. Over 18 months of operation, zero cable-related failures were recorded. The cables maintained their mechanical and electrical integrity despite repeated exposure to harsh longwall conditions.
The operation noted that maintenance labour time related to lighting system electrical issues dropped to near zero—cables simply performed without requiring attention. This reliability improvement contributed to more consistent longwall production and improved worker safety through consistent lighting quality.
Cost-Benefit Analysis: Investing in Type 2S Cable Infrastructure
Capital Expenditure for Mobile Mining Equipment Installation
For a typical mining equipment installation (continuous miner fleet, shuttle cars, ancillary equipment) requiring approximately 300–400 metres of cable in exposed locations:
Type 1 PVC cable specification: Estimated total cost approximately AUD 8,000–10,000
Type 2S elastomer cable specification: Estimated total cost approximately AUD 15,000–20,000
Premium for Type 2S: Approximately AUD 7,000–10,000 (75–100% higher initial cost)
Operating and Maintenance Costs Over Five Years
Type 1 cable scenario:
Cable replacement frequency: 3–4 replacements required over five years
Replacement costs: Approximately AUD 8,000–10,000 annually
Maintenance labour for troubleshooting: Approximately AUD 4,000–6,000 annually
Total five-year operating cost: Approximately AUD 60,000–80,000
Type 2S cable scenario:
Cable replacement frequency: 1 replacement (or none) over five years
Replacement costs: Approximately AUD 2,000–3,000 annually
Maintenance labour: Approximately AUD 1,000–1,500 annually
Total five-year operating cost: Approximately AUD 20,000–30,000
Total Cost of Ownership Comparison
Type 1 cable (five-year horizon):
Initial installation: AUD 8,000–10,000
Operating costs: AUD 60,000–80,000
Total: AUD 68,000–90,000
Type 2S cable (five-year horizon):
Initial installation: AUD 15,000–20,000
Operating costs: AUD 20,000–30,000
Total: AUD 35,000–50,000
Financial advantage for Type 2S: AUD 18,000–55,000 savings over five years (typical estimate: AUD 30,000–40,000)
This analysis demonstrates that despite Type 2S cable's higher upfront cost, the total cost of ownership is substantially lower due to reduced replacement frequency and minimal maintenance burden.
Sourcing Type 2S Cable in Australia
Availability and Lead Times
Type 2S 1.1 kV elastomer cable in standard configurations is readily available through established Australian mining equipment distributors. Normal lead times for standard sizes are 2–4 weeks. Expedited orders can often be fulfilled within 2 weeks for common configurations.
Type 2S.3 (3.3 kV) cable is available but requires longer lead times for non-standard configurations. Plan procurement 6–8 weeks in advance if your application requires Type 2S.3 specifications.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating compliance with AS/NZS 1972
Physical specification datasheets with conductor sizes, insulation thickness, and sheath specifications
Sheath material composition certification (confirming CPE elastomer sheath)
Fire retardancy test reports
Reputable Australian suppliers provide this documentation as standard and can answer technical questions about cable specifications and application guidance.
Technical Support
Established Australian mining cable suppliers provide:
Application consultation to determine whether Type 2S or Type 1 cable is appropriate for specific mining applications
Cable sizing guidance based on current requirements and voltage drop calculations
Installation recommendations and best practices for elastomer cables
Troubleshooting support if cable-related issues arise
This technical support is valuable when specifying cable for non-standard applications or when your mining conditions differ from typical scenarios.
Expert Summary
Type 2S and Type 2S.3 elastomer mining cables represent the engineering solution to a longstanding problem in Australian underground coal mining: the incompatibility between harsh mining conditions and cables designed for protected industrial environments.
By substituting elastomeric insulation and CPE sheathing for conventional PVC materials, Type 2S cable delivers superior resistance to the chemical exposure, mechanical stress, water ingress, and temperature extremes that characterise exposed mining applications. This superior durability translates directly into longer service life, fewer unplanned failures, reduced maintenance burden, and improved production continuity.
The case studies presented in this blog—from the NSW continuous miner fleet that reduced cable failures by 68% to the Queensland longwall lighting system that demonstrated near-zero electrical maintenance—document real, measurable improvements delivered by Type 2S cable in authentic Australian mining conditions.
The critical insight underlying Type 2S cable's value proposition is straightforward: not all cables are created equal, and using cables optimised for protected applications (Type 1 PVC) in harsh exposed mining environments is false economy. The initial cost savings from cheaper cables are overwhelmed by replacement frequency, maintenance labour, and production disruption costs incurred when those cables fail prematurely.
The financial analysis is compelling: despite Type 2S cable's higher upfront cost (typically 75–100% premium over Type 1 PVC), the total cost of ownership over a five-year operational period is substantially lower—often AUD 30,000–40,000 cheaper for typical mining equipment installations—due to dramatically reduced replacement frequency and minimal maintenance burden.
Type 2S cable's compliance with AS/NZS 1972 ensures full regulatory compliance. Its 25+ year track record in Australian mining operations provides confidence that investment will deliver expected durability and performance. Its ready availability through local suppliers ensures that procurement doesn't become a logistical constraint.
For mining operations, capital budgeting teams, and electrical engineers making cable specification decisions, the message is unambiguous: when your cables will operate in exposed mining conditions, Type 2S elastomer cable is not an optional premium—it's the appropriate specification that minimises lifetime cost and maximises operational reliability.
Bottom line: If your mining operation is deploying Type 1 PVC cables in exposed underground mining conditions, you're knowingly accepting higher failure rates, shorter service life, and greater maintenance burden than necessary. A systematic upgrade to Type 2S elastomer cable for exposed applications will deliver initial improvements in reliability within weeks, and will continue delivering cost savings throughout the cable's multi-year service life. For Australian mining operations operating in competitive environments where every hour of unplanned downtime has significant financial impact, this represents a meaningful opportunity to improve operational performance and reduce lifetime infrastructure costs.
Contact an Australian mining equipment supplier for detailed Type 2S cable specifications, sizing guidance, and availability information. Your operation's reliability—and your capital budget—will benefit.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat