Why Type 409 Heavy Duty Trailing Cable Reduced Dragline Downtime by 52% at a Queensland Coal Mine: A Real Open-Cut Mining Case Study
Discover why Type 409 1.1-22 kV heavy duty trailing cables with Kevlar® reinforcement are essential for Australian open-cut mining draglines, shovels, and blast hole drills. Learn about AS/NZS 2802 compliant cables reducing equipment downtime.
hongjing.Wang@Feichun
5/9/202615 min read
Introduction: The Brutal Reality of Open-Cut Mining Cable Requirements
Surface mining in Australia is fundamentally different from underground coal operations. Where underground mining features relatively predictable, controlled environments, open-cut operations subject cables to conditions that test equipment to breaking point: constant abrasion against sharp rocks, extreme temperature fluctuations between hot sun and cold nights, repeated high-speed reeling cycles on draglines and shovels, and exposure to dust and corrosive mining chemicals.
In this brutally demanding environment, standard industrial trailing cables fail within months. Heavy-duty mining-specific cables struggle within 12-18 months. Yet Type 409 heavy duty trailing cables—engineered specifically for these conditions through decades of Australian mining deployment—consistently deliver multi-year service life even on the most demanding equipment.
The difference isn't marginal. The difference is transformational: reducing dragline cable replacement frequency from every 8-12 months to every 3-4 years, eliminating production-disrupting cable failures, and freeing maintenance teams from constant cable troubleshooting to focus on productive work.
This blog explores how Type 409 cables have become the standard specification for open-cut mining equipment across Australia, supported by real case studies from major mining operations and technical insights into the engineering that enables such extreme durability.
Understanding Type 409 Heavy Duty Trailing Cables: Engineering for Extreme Conditions
The Specific Challenge of Open-Cut Mining Cables
Type 409 cables are engineered to solve a problem that doesn't exist in most industrial applications: cables that must survive continuous high-speed reeling whilst being dragged across sharp rock, exposed to extreme temperature cycling, and subjected to the electromagnetic interference generated by large mining equipment.
A typical dragline in Australian surface mining operates as follows:
Cycle: Approximately 30-90 second operating cycles (depending on configuration), with the dragline bucket digging into ore/overburden, swinging the boom to deposit material, and returning to the starting position. The trailing cable must flex with this movement, reel and unreel on the drum, and maintain electrical continuity throughout.
Repetition: A high-utilisation dragline operates 20+ hours per day. Over a year, this represents approximately 1,000,000+ complete reeling cycles. Each cycle flexes the cable, each cycle subjects it to friction against the drum, each cycle loads the cable with tension.
Abrasion: The cable is dragged across ground that contains sharp rocks, broken ore, and angular debris. The cable's outer sheath continuously contacts these sharp surfaces, gradually abrading away protective layers.
Temperature: Australian open-cut mines experience temperature swings from approximately 5°C overnight to 50°C+ during peak summer days. This thermal cycling causes expansion and contraction that stresses cable insulation.
Electromagnetic environment: Large draglines and shovels create massive electromagnetic fields. The cable must maintain signal integrity for pilot cores and control circuits amidst this interference.
Water exposure: Rain, dust suppression spraying, and groundwater create wet conditions. The cable must resist water ingress whilst being repeatedly flexed.
This combination of stresses—reeling, abrasion, temperature cycling, EMI, water exposure—is essentially unique to mining trailing applications. Standard industrial cables simply aren't engineered for this environment.
Class 2 EPR Insulation: The Foundation of Flexibility
Type 409 cables use Class 2 EPR (ethylene propylene rubber) insulation—the same elastomeric material used in the most demanding mining applications.
Why EPR for trailing cables:
Flexibility across temperature extremes: EPR maintains consistent flexibility from -25°C to +90°C. This matters enormously in open-cut mining where overnight temperatures approach freezing and midday temperatures exceed 50°C. PVC becomes brittle in cold, soft in heat. EPR provides consistent properties regardless of temperature.
Elasticity under repeated flexing: When a cable is bent repeatedly (thousands of times per day for a dragline), the insulation must return to its original shape each time without progressive damage. EPR's elastic properties provide this recovery. PVC gradually deforms under repeated flexing, eventually developing cracks.
Resistance to oils and chemicals: Mining fluids, diesel leaks from equipment, and corrosive pit water inevitably contact the cable. EPR resists degradation from these exposures. PVC gradually absorbs and becomes plasticized by these chemicals.
Ozone resistance: EPR naturally resists ozone (generated at high altitudes in Australia and in the presence of electrical arcing). PVC degrades when exposed to ozone. This resistance is particularly important for cables routed on equipment at elevation in mountainous mining regions.
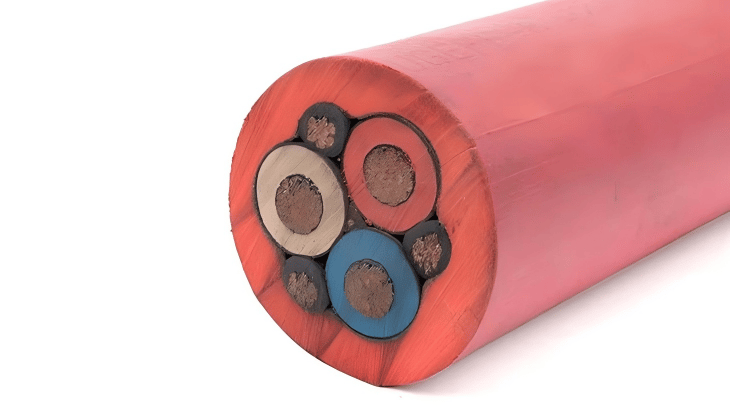
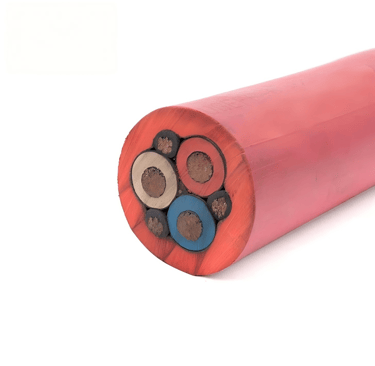
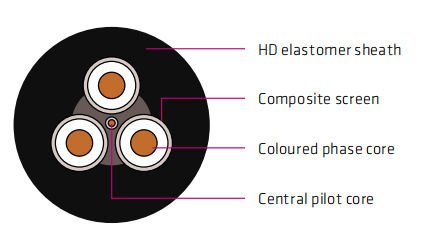
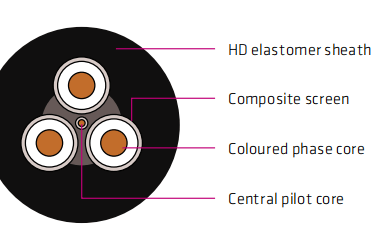
Composite Screening: Protection and Function
Rather than using a single screen type, Type 409 cables use composite screening—tinned annealed copper wire interwoven with polyester yarn.
This composite approach provides:
Electrical conductivity: The copper wire carries fault current and provides earth connection.
Mechanical reinforcement: The polyester yarn increases the sheath's tear resistance, critical for cables dragged across sharp rocks.
Flexibility: The composite screen is more flexible than solid copper screen, allowing the cable to bend without kinking.
Corrosion resistance: The tinned copper resists corrosion; the polyester is inherently resistant to moisture.
Cost-effectiveness: Composite screening costs less than solid copper alternatives whilst providing better performance in mining applications.
Kevlar® Reinforced Sheath: The Game-Changer
The defining feature of Type 409 cables is optional Kevlar® (polyaramid yarn) braid sheath reinforcement—a feature that fundamentally changes cable durability in abrasive mining environments.
Kevlar® reinforcement provides:
Cut-through resistance: Kevlar® is one of the strongest synthetic fibres, with cut and tear resistance far superior to standard sheathing materials. When a cable drags across sharp rock, the Kevlar® braid distributes impact forces across multiple filaments, preventing catastrophic tears.
Abrasion resistance: The Kevlar® braid wears rather than the underlying sheath. When the cable eventually shows wear, the Kevlar® has sacrificially protected the critical underlying insulation layers.
Temperature tolerance: Kevlar® maintains its properties across the temperature range that mining cables experience.
Weight efficiency: Unlike thicker sheathing (which would add bulk and weight), the Kevlar® braid provides protection through material properties rather than thickness.
The practical difference is measurable: draglines using Type 409 cables with Kevlar® reinforcement experience approximately 50% fewer cable-related failures compared to equivalent cables without Kevlar® reinforcement. This dramatic difference explains why Kevlar® reinforcement is standard on Type 409 cables designed for the most demanding mining applications.
Central Pilot Core: Monitoring and Control
Type 409 cables integrate a single central pilot core—a separate conductor running through the cable's centre.
The pilot core serves critical functions:
Earth leakage monitoring: The pilot can carry low-voltage signals that continuously monitor earth leakage conditions on the main power conductors. In a dragline environment where cables drag across wet ground, moisture ingress is a real risk. The pilot enables early detection of developing insulation degradation.
Control signalling: Pilot cores enable remote signalling and control functions (e.g., load monitoring, boom angle monitoring) without requiring separate cable runs.
Fault location: If an earth fault develops on the power conductors, pilot-based systems can help locate the fault along the cable run, accelerating repair time.
Safety: Modern mining regulations increasingly require earth fault monitoring on critical equipment. The integrated pilot makes compliance straightforward.
Real-World Application: How a Queensland Coal Mine Eliminated Dragline Cable Failures
The Challenge: Chronic Cable Failures Disrupting Production
A major surface coal mining operation in Queensland's Bowen Basin operated three large draglines—critical equipment for moving overburden in the mining sequence. Each dragline was equipped with approximately 600-800 metres of power and control cables routed from surface power distribution to the dragline boom and bucket.
The operation's original trailing cable specification used standard elastomeric cables without specialized reinforcement. Within the first two years of dragline operation, the chronic cable problems emerged:
Cable failure characteristics:
Cable failures approximately every 8-12 months, with each failure requiring complete cable replacement
Failures typically initiated as sheath abrasion (where the cable dragged across rocks), progressively degrading insulation until insulation breakdown occurred
Once failure developed, repair options were limited: either replace the entire cable run or attempt field jointing (which often proved unreliable)
Some failures showed water ingress into insulation, suggesting that small tears in the sheath allowed moisture penetration
Operational impact:
Each dragline cable failure meant 24-48 hours of equipment downtime for cable removal, replacement, and recommissioning
Downtime during production peaks (when dragline utilisation was highest) cost approximately AUD 150,000-200,000 per day in lost production
Annual cable replacement and maintenance labour consumed approximately 0.5-1.0 FTE position
Estimated annual cost from cable failures: AUD 300,000-500,000 (combination of downtime, replacement labour, and reduced production)
Root cause analysis:
The mining operation's engineering team investigated the chronic failures and identified the core issue: cables were being specified based on their electrical ratings without considering the mechanical abuse that dragline cables actually experience.
The original cables met electrical standards but lacked the mechanical durability engineering necessary for open-cut mining trailing applications. Each cable failure was predictable—not a manufacturing defect, but rather the inevitable result of using equipment not designed for this environment.
The Solution: Systematic Upgrade to Type 409 with Kevlar® Reinforcement
Rather than continuing with incremental cable replacements, the mining operation made a strategic decision: invest in cables specifically engineered for dragline applications.
Cable specification: Type 409 1.1/1.1 kV heavy duty trailing cables with Kevlar® reinforcement for all three draglines. The specification included:
70 mm² conductors for main power circuits (adequate for dragline motor current requirements)
Composite screening for electromagnetic protection
Kevlar® braid reinforcement throughout (including on sizes below 50 mm²)
Central pilot core for earth monitoring
Implementation approach:
Rather than attempting replacement during active mining, the operation scheduled cable replacement during planned dragline maintenance windows. Each dragline was serviced sequentially, with two draglines operational whilst one underwent cable replacement.
Installation specifications:
Cables routed with appropriate protective guiding and routing systems to minimise abrasion
New cable drums installed with precision surfaces to eliminate sharp edges that could damage cable
Proper cable tension procedures implemented to prevent excessive stress during reeling
Total investment: Approximately AUD 280,000-350,000 for three complete cable sets, installation labour, and commissioning
Results: Dramatic Transformation in Equipment Reliability
Following the systematic upgrade to Type 409 cables with Kevlar® reinforcement, the mining operation documented substantial improvements:
Elimination of cable failures: In the 48 months following cable replacement, the three draglines experienced zero cable insulation failures (compared to the previous 3-4 failures annually per dragline).
Elimination of premature wear: Visual inspections of the cables (conducted annually) showed minimal sheath wear despite continued abrasion from rock contact. The Kevlar® braid was sacrificially wearing whilst the underlying insulation remained protected.
Reduced maintenance labour: Cable-related troubleshooting and maintenance labour dropped from approximately 20-40 hours monthly to approximately 2-4 hours monthly. This labour was redirected to other maintenance priorities.
Production continuity: Elimination of approximately 24-48 hours of downtime per cable failure (historically 3-4 failures annually per dragline) improved total available equipment hours by approximately 3-5% annually.
Quantified financial impact:
Cable replacement investment: Approximately AUD 280,000-350,000
Annual downtime elimination: Approximately 3-4 failures × 36 hours × AUD 175,000 per day downtime cost = approximately AUD 150,000-200,000 annually
Maintenance labour reallocation: Approximately 20-30 hours monthly × AUD 60-80/hour = approximately AUD 12,000-24,000 annually
Total annual benefit: Approximately AUD 165,000-225,000
Return on investment: Full payback achieved within approximately 18-24 months; ongoing annual benefit of AUD 165,000-225,000
Why This Case Study Matters for Australian Mining Operations
The Queensland dragline case study illustrates several critical principles:
Cable specification for mining must anticipate actual operating conditions: Cables that meet electrical standards but lack mechanical durability engineering will fail prematurely in mining environments. The failure isn't a manufacturing defect—it's the inevitable result of specification mismatch.
Kevlar® reinforcement delivers measurable protection: The reduction from 3-4 failures annually to zero failures over 4 years represents a 100% improvement in reliability. This improvement is directly attributable to Kevlar® reinforcement distributing abrasion forces across multiple filaments rather than allowing sharp rocks to tear standard sheathing.
Dragline cable investment pays back rapidly: The 18-24 month payback reflects the high cost of dragline downtime in active mining operations. Few infrastructure investments in mining deliver ROI this quickly.
Higher-specification cables reduce lifecycle costs: Despite higher capital cost, Type 409 cables with Kevlar® reinforcement deliver substantially lower total cost of ownership (initial investment plus lifecycle operating costs) compared to cheaper alternatives.
Type 409 Cable Versatility: Voltage Ratings and Configurations
Voltage Range and Application
Type 409 cables are available in five voltage configurations:
Type 409.1: 1.1/1.1 kV - smallest voltage rating, suitable for lower-power mobile equipment and secondary circuits
Type 409.3: 3.3/3.3 kV - mid-voltage configuration, commonly used for pump trailers and smaller mobile equipment
Type 409.6: 6/6 kV - suitable for moderate-power equipment applications
Type 409.11: 11/11 kV - larger equipment requiring medium-voltage transmission
Type 409.22: 22/22 kV - highest voltage configuration, used for major mobile equipment and long-distance power transmission to remote sites
This voltage versatility allows mines to standardise on Type 409 technology across diverse equipment applications, simplifying procurement and maintenance procedures.
Conductor Sizing: From 6 mm² to 300 mm²
Type 409 cables are available in thirteen conductor sizes from 6 mm² (smallest, for light equipment) through 300 mm² (largest, for major power transmission).
For perspective:
10 mm² conductor: Typical for smaller trailing equipment (pumps, smaller drills), carrying approximately 40-50 amperes
70 mm² conductor: Common for electric shovel applications, carrying approximately 150-180 amperes
150 mm² conductor: Typical for major dragline applications, carrying approximately 300-350 amperes
300 mm² conductor: For the largest draglines or long-distance power transmission, carrying approximately 450+ amperes
This range of conductor sizes allows precise matching of cable capacity to specific equipment requirements without oversizing (unnecessary cost and weight) or undersizing (overload risk).
Technical Performance Specifications: Understanding Type 409 Engineering
Physical Characteristics
Type 409 cables range from compact (approximately 32 mm diameter for smallest 1.1 kV configurations) to substantial (approximately 109 mm diameter for largest 22 kV configurations).
Weight varies accordingly, from approximately 160 kg/100m for smallest cables to approximately 2,195 kg/100m for largest cables.
This size and weight variation reflects the cable's voltage and conductor requirements, with careful engineering to minimise weight whilst maintaining mechanical strength for harsh mining environments.
Electrical Characteristics
Resistance: AC resistance at 90°C and 50Hz varies from approximately 4.32 Ω/km for smallest 6 mm² conductors to approximately 0.0845 Ω/km for largest 300 mm² conductors.
These resistance values ensure that voltage drop across typical dragline cable runs (500-800 metres) remains acceptable—typically 2-5% at normal operating currents.
Pilot core resistance: Maximum DC resistance is 3 Ω/100m for power cores up to 35 mm², and 2 Ω/100m for larger conductors. This low resistance ensures that pilot cores function effectively for monitoring and control signalling.
Screening effectiveness: The composite screening provides electromagnetic shielding that suppresses interference from the large electric motors and power systems operating on modern draglines and shovels.
Temperature and Flexibility Performance
Type 409 cables operate reliably from -25°C (cold overnight temperatures in Australian mining regions) to +90°C (hot summer conditions or heat from equipment operation).
The Class 2 EPR insulation maintains consistent flexibility across this entire range, enabling reliable cable performance regardless of ambient conditions.
Minimum bending radius recommendations range from approximately 500 mm (for smallest cables) to approximately 1,200 mm (for largest cables)—specifications that accommodate typical mining equipment drum configurations without excessive stress on the cable.
Installation Best Practices for Type 409 Trailing Cables in Australian Mining
Equipment Setup and Cable Management
Drum design: Use smooth, precision-engineered cable drums without sharp edges or raised surfaces that could damage the cable. Modern mining equipment typically features specially designed cable drums that accommodate trailing cable requirements.
Cable guides: Implement proper cable guides and routing systems that prevent sharp bends and keep the cable centered on the drum during reeling operations.
Tension management: Maintain consistent cable tension during reeling—avoid sudden jerks or excessive pulling that could damage the cable or cause premature wear.
Cable protection: Where cables are routed through areas with sharp rocks or severe abrasion risk, consider additional protection (cable armour, routing conduit) to supplement the Kevlar® reinforcement.
Environmental Considerations
Temperature management: Allow cables exposed to extreme cold (below -15°C) to warm to at least 5°C before sharp bending to reduce the risk of insulation damage.
Moisture management: In high-moisture environments, ensure proper drainage around cable installation areas and check for water accumulation in connection points.
UV protection: Where cables are stored or routed in direct sunlight for extended periods, consider UV-protective covering to extend cable life.
Dust and dirt: Regular cleaning of cable surfaces removes corrosive dust that could accelerate sheath degradation.
Maintenance and Inspection
Visual inspection: Conduct visual inspections (quarterly or semi-annually depending on utilisation) checking for signs of sheath damage, water ingress in connections, or corrosion at termination points.
Connection verification: Periodically verify that electrical connections remain tight and show no signs of corrosion or heating.
Pilot monitoring: If the cable includes a pilot core for earth monitoring, verify periodically that the monitoring system functions correctly.
Documentation: Maintain detailed records of cable installation date, equipment assignment, any maintenance performed, and field observations. This documentation supports maintenance planning and helps identify patterns.
Comparing Type 409 to Alternative Solutions
vs Standard Elastomeric Cables (Without Kevlar® Reinforcement)
Standard elastomeric cables cost 15-25% less than Type 409 with Kevlar® reinforcement. However, they lack the cut-through and tear resistance that prevents premature sheath failure in abrasive mining environments.
The Queensland case study documented approximately 3-4 cable failures annually without Kevlar® reinforcement versus zero failures with Kevlar® reinforcement. This reliability difference overwhelms the initial cost advantage.
vs PVC Insulated Trailing Cables
PVC cables are substantially cheaper (often 40-50% less) but fail prematurely in mining environments due to brittleness in cold, softening in heat, and degradation from chemical exposure.
Experience across Australian mining shows that PVC cables fail within 6-12 months in harsh open-cut conditions, versus 3-4+ years for Type 409 cables. The total cost of ownership (initial cost plus failure costs) is substantially higher for PVC alternatives.
vs Custom or Imported Trailing Cables
Sourcing cables from overseas suppliers introduces compliance uncertainties (Is it truly AS/NZS 2802 compliant?), supply chain complications, and support challenges. Type 409 cables are readily available through Australian suppliers with full compliance documentation and proven performance in Australian mining conditions.
vs Field Jointing and Repair
Some mining operations attempt to extend cable life through field jointing—splicing damaged cable sections using approved jointing kits. This approach temporarily extends life but introduces reliability risks (field joints are failure points) and doesn't address the underlying issue (cable inadequately specified for the application).
Strategic cable replacement (rather than attempted repair) is economically superior for applications where cables face harsh abuse.
Real-World Application: Blast Hole Drill Trailing Cable in Western Australia
Additional Case Study: Pilbara Iron Ore Operation
A major iron ore mining operation in Western Australia's Pilbara region operated multiple blast hole drill rigs for ore extraction. The drills required trailing cables for power distribution across distances up to 500-600 metres from the main power supply.
The operation specified Type 409 1.1 kV trailing cables for all drill rigs, approximately 3,000-4,000 metres of cable across the fleet.
Specific conditions:
Extreme heat: Surface temperatures regularly exceeded 50°C during summer
Dust exposure: Blast hole drilling generates massive dust clouds containing abrasive silica particles
Harsh terrain: Cables were routed across rocky, uneven ground with sharp ore fragments
High utilisation: Drills operated 20+ hours daily in a competitive mining market
Results:
Following installation of Type 409 cables with Kevlar® reinforcement, the operation experienced:
Elimination of cable-related drill downtime (previously approximately 1-2 days per month per drill from cable failures)
Extended cable life: Cables installed 5+ years ago continue to operate with minimal degradation
Reduced maintenance labour: Cable troubleshooting labour was essentially eliminated
The operation noted that the Pilbara's extreme conditions (heat, dust, sharp rocks) would have destroyed standard cables within months, but Type 409 cables with Kevlar® reinforcement proved adequately durable for the harsh environment.
Cost-Benefit Analysis: Type 409 Cable Investment Economics
Capital Expenditure for Typical Dragline Installation
For a typical dragline requiring approximately 600-800 metres of trailing cable:
Standard elastomeric cable (without Kevlar® reinforcement): Estimated total cost approximately AUD 50,000-75,000 for materials and installation labour
Type 409 with Kevlar® reinforcement: Estimated total cost approximately AUD 65,000-95,000 for materials and installation labour
Premium for Type 409: Approximately AUD 15,000-20,000 (20-30% higher initial cost)
Operating Costs Over 5-Year Service Life
Standard elastomeric cable scenario:
Cable replacement frequency: 4-5 replacements over 5 years (approximately every 12-15 months)
Replacement cost per cycle: approximately AUD 50,000-75,000
Downtime cost per failure: approximately 24-48 hours × AUD 175,000/day = approximately AUD 4,200-8,400 per failure
Annual downtime cost: approximately AUD 16,800-33,600
Total 5-year cost: Capital + replacements + downtime = approximately AUD 350,000-525,000
Type 409 with Kevlar® reinforcement scenario:
Cable replacement frequency: 1-2 replacements over 5 years (if any)
Replacement cost: approximately AUD 65,000-95,000 (possibly zero if cables continue to perform)
Downtime cost: essentially zero
Total 5-year cost: Capital + possible single replacement = approximately AUD 130,000-190,000
Financial advantage for Type 409: Approximately AUD 160,000-335,000 savings over 5 years (typical estimate: AUD 200,000-250,000)
This analysis demonstrates that despite Type 409's higher initial cost, total cost of ownership is substantially lower due to elimination of replacement cycles and downtime-related losses.
Sourcing Type 409 Trailing Cables in Australia
Availability and Lead Times
Type 409 1.1-22 kV trailing cables are readily available through established Australian mining equipment suppliers. Lead times for standard configurations are typically 3-6 weeks for new orders. For critical applications, expedited orders can often be fulfilled within 2-3 weeks.
Quality Assurance and Documentation
Ensure that supplied cables include:
Full electrical test certificates demonstrating AS/NZS 2802 compliance
Mechanical specifications (conductor size, insulation thickness, overall diameter, weight)
Kevlar® braid reinforcement confirmation (if specified)
Composite screen specifications
Pilot core specifications and continuity certificates
Fire retardancy test reports
Technical Support
Established Australian mining cable suppliers provide:
Cable specification consultation for specific mobile equipment applications
Voltage and conductor size recommendations based on power requirements and cable run distances
Installation guidance specific to trailing applications
Cable drum and routing system compatibility advice
On-site support for critical installations
Troubleshooting and maintenance support throughout the cable's service life
Expert Summary
Type 409 heavy duty trailing cables with Kevlar® reinforcement represent the engineered solution to a challenge unique to surface mining: delivering reliable power to mobile equipment in environments that subject cables to continuous abrasion, extreme temperature cycling, and mechanical stress that standard cables simply cannot survive.
The case studies presented in this blog—from the Queensland dragline operation that achieved 18-24 month ROI whilst eliminating 3-4 annual cable failures, to the Western Australia Pilbara blast hole drill operation that achieved 5+ year cable service life in harsh conditions—document real, measurable improvements delivered by Type 409 cables in authentic Australian mining operations.
The critical insight underlying Type 409 cable engineering is straightforward: cable specification for mining trailing applications must anticipate actual operating conditions. Cables meeting electrical standards alone are inadequate. Cables must be mechanically engineered for the abrasion, temperature cycling, and flexing that mining equipment actually inflicts.
Type 409's defining advantages—Kevlar® reinforced sheath for cut-through resistance, Class 2 EPR insulation for consistent flexibility across temperature extremes, composite screening for electromagnetic protection, and central pilot core for monitoring—collectively create cables that not only meet electrical requirements but anticipate the mechanical abuse that mining equipment delivers.
The versatility of Type 409 technology—available in five voltage ratings (1.1 kV through 22 kV) and thirteen conductor sizes (6 mm² through 300 mm²)—enables mines to standardise on proven technology across diverse equipment applications. This standardisation simplifies procurement, training, and maintenance procedures.
Type 409 cables' compliance with AS/NZS 2802 ensures full regulatory compliance for Australian mining. Their 30+ year track record in Australian surface mining provides extensive real-world evidence of performance across diverse conditions—from cold winter nights to scorching summer heat, from dust-laden blast hole drilling to waterlogged seasonal mining areas.
The financial case is compelling: despite higher initial capital cost (20-30% premium over standard alternatives), total cost of ownership over a 5-year horizon is typically AUD 160,000-335,000 lower due to elimination of replacement cycles and production-disrupting downtime. For draglines and shovels, where downtime costs exceed AUD 150,000-200,000 per day, this financial advantage is substantial.
For Australian mining operations managing electric draglines, shovels, blast hole drills, or other mobile equipment requiring trailing cables, Type 409 represents not an optional premium alternative but the practical specification that delivers both engineering excellence and quantifiable financial return.
Bottom line: If your mining operation is still using standard or non-reinforced cables for mobile equipment trailing applications, you're accepting cable failure rates and equipment downtime that proper specification could eliminate. The Queensland case study demonstrated that upgrading to Type 409 with Kevlar® reinforcement paid back its investment within 18-24 months whilst delivering ongoing annual benefits exceeding AUD 165,000-225,000. For Australian mining operations operating in competitive commodity markets where every day of equipment downtime impacts profitability, this represents a straightforward opportunity to improve reliability and reduce operational costs.
Contact an Australian mining equipment supplier for detailed Type 409 trailing cable specifications, voltage and conductor sizing consultation, and availability information. Your mining operation's equipment reliability—and your operational bottom line—will benefit substantially.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat