
XLPE Insulated 6.35/11KV & 12.7/22KV Mining Cables for HV Feeder Applications in Underground Fixed Installations
Explore XLPE insulated 6.35/11KV and 12.7/22KV mining cables for fixed HV feeder installations. Learn about specifications, benefits, and underground mining applications
hongjing.Wang@Feichun
11/3/20259 min read
Introduction
Underground mining operations demand robust and reliable electrical infrastructure to ensure continuous power distribution in challenging environments. Among the critical components of mining electrical systems, XLPE insulated mining cables play a pivotal role in delivering high-voltage power safely and efficiently. Specifically, 6.35/11KV mining cable and 12.7/22KV mining cable configurations have become industry standards for HV feeder cables mining applications, serving as the backbone of underground power distribution networks.
These high voltage mining power distribution systems are essential for powering heavy machinery, ventilation systems, hoisting equipment, and conveyor belts that form the operational core of modern mining facilities. As mining operations extend deeper underground and face increasingly demanding conditions, the selection of appropriate underground mining cables becomes critical for maintaining operational safety, minimizing downtime, and ensuring long-term cost-effectiveness.
The market demand for reliable HV feeder cables for fixed mining installations continues to grow as mining companies prioritize safety standards and operational efficiency. Unlike temporary or mobile cable installations, fixed feeder systems require cables engineered to withstand decades of service in harsh underground environments where replacement or repair operations are both costly and logistically challenging.

Understanding XLPE Insulated Mining Cables
Cross-Linked Polyethylene (XLPE) represents a significant advancement in cable insulation technology. The cross-linking process involves treating polyethylene through chemical or physical methods to create three-dimensional molecular bonds, dramatically improving the material's thermal, mechanical, and electrical properties compared to conventional thermoplastic insulation.
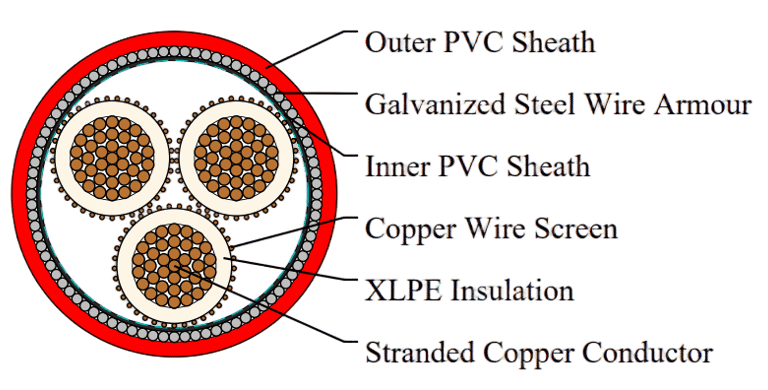
XLPE insulated 6.35/11KV and 12.7/22KV cables feature sophisticated multi-layer construction designed specifically for mining applications. The conductor core consists of stranded plain copper, chosen for its excellent conductivity and flexibility during installation. Surrounding this conductor, the XLPE insulation layer provides superior dielectric strength while maintaining flexibility across a wide temperature range.
A critical component in these cables is the copper wire earth conductor or screen, which provides fault protection and electromagnetic shielding. This is followed by an inner PVC sheath that serves as a bedding layer, protecting the insulation from mechanical stress during and after installation. XLPE mining cables with galvanized steel wire armour incorporate robust mechanical protection, essential for withstanding the crushing forces and impact risks present in underground mining environments. Finally, an outer PVC sheath provides additional environmental protection against moisture, chemicals, and abrasion.
Compared to traditional PVC-insulated cables, XLPE cables offer superior performance in virtually every category. While PVC cables are limited to maximum operating temperatures of 70°C, XLPE cables can operate continuously at 90°C with emergency overload capacity up to 130°C. This thermal advantage translates directly into higher current-carrying capacity, allowing for smaller cable sizes or increased power transmission through existing cable routes.
These cables comply with stringent international standards including IEC 60502-2 and AS/NZS 1429.1, ensuring consistent quality and performance characteristics that meet the demanding requirements of modern mining operations.
Technical Specifications and Performance Characteristics
Medium voltage underground mining feeder cables in the 6.35/11KV and 12.7/22KV ranges are engineered to precise specifications. The 6.35/11KV rating indicates a cable designed for systems where the phase-to-earth voltage is 6.35KV and phase-to-phase voltage is 11KV. Similarly, the 12.7/22KV configuration serves higher voltage systems with correspondingly greater power transmission capacity.
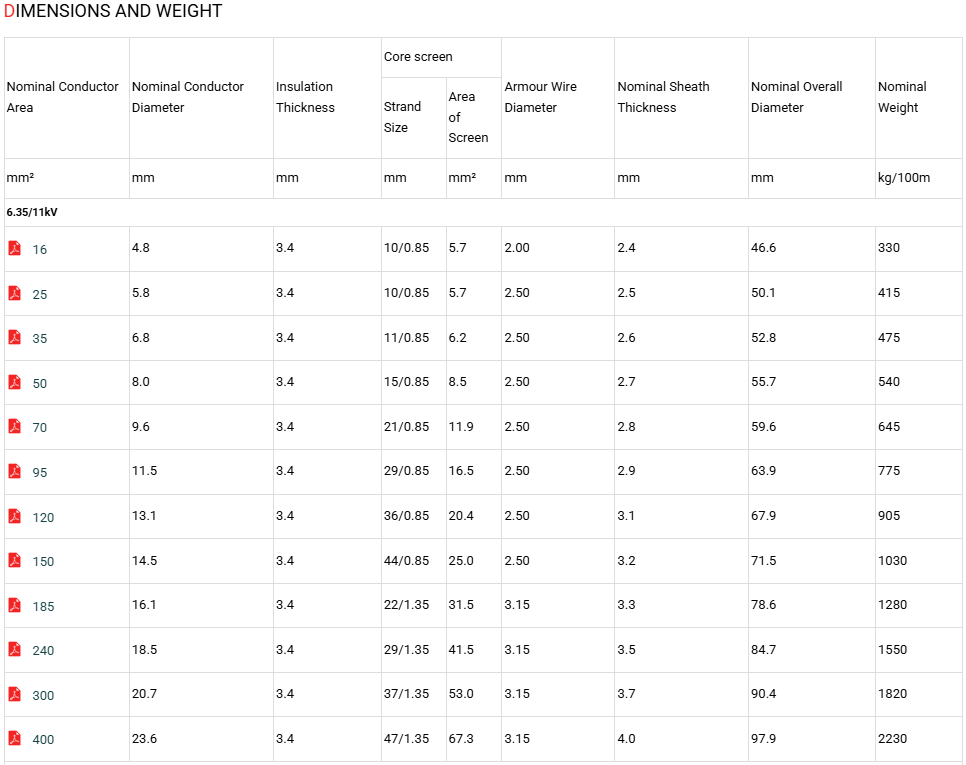
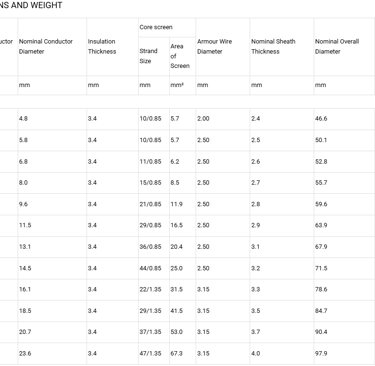
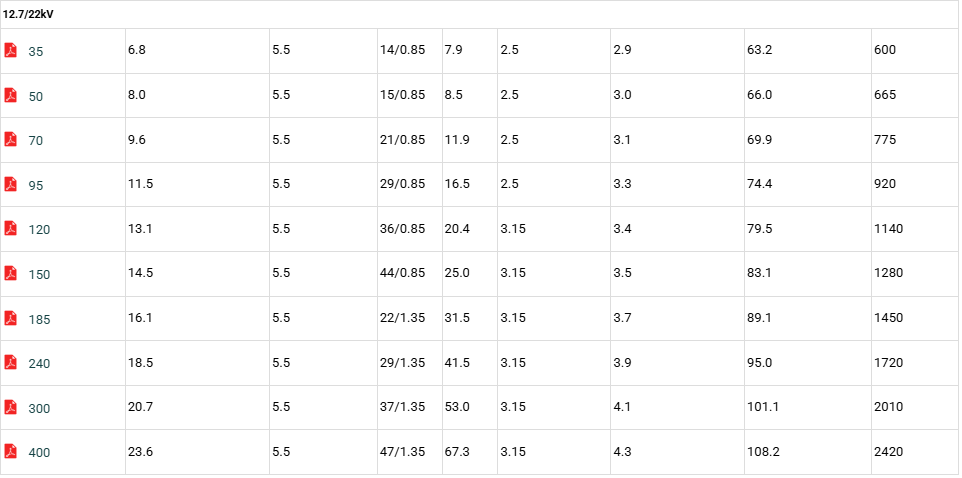
Conductor cross-sectional areas typically range from 25mm² to 400mm², with larger sizes available for high-current applications. The XLPE insulation thickness is precisely calculated based on voltage rating and operational requirements, typically ranging from 3.4mm for 6.35/11KV cables to 5.5mm for 12.7/22KV configurations. These specifications ensure adequate electrical insulation while maintaining mechanical flexibility necessary for installation in underground galleries and cable trays.
The galvanized steel wire armour provides exceptional mechanical strength, with wire diameters selected based on cable size and expected mechanical stresses. This armour layer can withstand substantial radial crushing forces and impact loads encountered during installation and throughout the cable's operational life. The outer diameter of completed cables varies from approximately 30mm for smaller conductors to over 80mm for large cross-section, high-voltage variants.
Key Advantages for Mining Applications
Thermal Performance Excellence
The superior thermal characteristics of XLPE cables with thermal resistance make them ideal for the demanding thermal environment of underground mines. These cables maintain reliable operation at conductor temperatures up to 90°C under normal conditions, with short-circuit temperature capability reaching 250°C for durations up to 5 seconds. This thermal headroom provides crucial safety margins and allows for future load growth without cable replacement.
The thermal stability of XLPE insulation prevents degradation over extended operational periods, even when cables are subjected to frequent load cycling typical in mining operations where machinery starts and stops regularly throughout shifts.
Electrical and Mechanical Superiority
XLPE insulated cables for coal mines and metal ore extraction facilities offer exceptional dielectric strength, withstanding voltage surges and transient overvoltages that can occur during switching operations or electrical faults. The low dielectric loss factor of XLPE minimizes energy waste, contributing to overall system efficiency.
The mechanical robustness of durable HV cables for fixed mine installations stems from the combination of flexible yet strong conductor construction, resilient XLPE insulation that resists cracking and stress, and protective armour that shields against external damage. This construction withstands the vibrations, ground movement, and occasional impacts that characterize underground mining environments.
Chemical and Environmental Resistance
Underground mining environments expose cables to various challenging conditions. Water seepage, mineral-laden groundwater, diesel exhaust fumes, dust, and sometimes corrosive chemicals all threaten cable integrity. XLPE feeder cables with thermal resistance demonstrate excellent moisture resistance, preventing water ingress that could compromise insulation properties. The material's resistance to oils, greases, and most industrial chemicals encountered in mining ensures long-term reliability.
The outer PVC sheath adds an additional protective barrier against environmental factors, while maintaining flexibility necessary for installation around corners and through confined spaces typical in mine galleries.

Applications in Underground Mining Operations
Primary Power Distribution
Underground mine power distribution systems rely on these HV feeder cables as primary arteries carrying power from surface substations or underground distribution points to various load centers throughout the mine. In coal mines, these cables power continuous miners, longwall equipment, shuttle cars, and auxiliary ventilation fans. Metal ore mining operations use them to supply power to crushers, conveyors, pumping stations, and drilling equipment.
High voltage permanent installation mining cables form the backbone of the electrical infrastructure in established mine sections, where cable routes follow main haulage ways and are installed in dedicated cable trays or directly attached to gallery walls using appropriate support systems. Unlike mobile cables that serve portable equipment, these fixed installation cables remain in place for years or decades, making reliability and longevity paramount.
Fixed Installation Environments
The installation of XLPE cables with PVC sheath for mining typically involves secure mounting in metal cable trays or ladders that run along mine gallery roofs or walls. This installation method protects cables from mobile equipment traffic while allowing for visual inspection and maintenance access. In some configurations, cables may be installed within conduit systems or ducts, providing additional mechanical protection in high-traffic areas.
For permanent installations in stable ground conditions, direct burial within properly prepared trenches may be permitted under specific circumstances, though this is less common due to accessibility considerations for inspection and eventual replacement.


Common Cable Issues and Solutions
Problem 1: Cable Overheating in High-Load Applications
Question: What causes cables to overheat in underground mining installations, and how can this be prevented?
Answer: Cable overheating typically results from several factors: undersized conductor selection for actual load requirements, inadequate ventilation in cable routes, or excessive harmonic currents from variable frequency drives and other electronic equipment. Prevention requires accurate load calculation during design, including consideration of starting currents for large motors and future load growth. Ensure adequate spacing between cables in trays to allow convective cooling, and implement regular thermal imaging inspections to identify hot spots before failures occur. XLPE insulated 6.35/11KV and 12.7/22KV cables offer superior thermal performance, but proper sizing and installation practices remain essential.
Problem 2: Mechanical Damage During Installation or Operation
Question: How can mechanical damage to mining cables be prevented in congested underground work areas?
Answer: Mechanical damage prevention begins with careful route planning that minimizes cable exposure to mobile equipment, falling rock, and operational hazards. Install cables at sufficient height in galleries to prevent accidental contact with vehicles or equipment. Use properly sized cable trays with adequate support spacing to prevent sagging that could lead to stress concentration points. The galvanized steel wire armour in these cables provides excellent protection, but sharp bending during installation can damage insulation—maintain minimum bending radius of 12-15 times cable diameter. Implement physical barriers or warning signs where cables must cross traffic routes, and conduct regular visual inspections for signs of external damage.
Problem 3: Moisture Ingress at Cable Terminations
Question: What measures prevent moisture problems at cable termination points in humid underground environments?
Answer: Moisture ingress at terminations represents a critical failure mode in underground mining applications. Use only approved termination kits specifically designed for mining environments, following manufacturer installation procedures precisely. Ensure termination enclosures provide adequate IP ratings for the local environment—typically IP66 or higher for underground mining. Apply stress relief boots and moisture sealing compounds at all cable entry points. During installation, avoid leaving prepared cable ends exposed to the atmosphere longer than necessary, as moisture can wick into the insulation. Implement periodic testing of insulation resistance at termination points to detect moisture-related degradation before failure occurs.
Problem 4: Fault Location and Rapid Repair
Question: How can maintenance teams quickly locate and address faults in long cable runs?
Answer: Implement a comprehensive cable management system with detailed documentation of cable routes, splice locations, and test point access. Modern time-domain reflectometry (TDR) equipment can locate faults in cables with remarkable accuracy, sometimes within meters over kilometer-long runs. Install accessible test points at regular intervals along major feeder routes to facilitate fault location and isolation. Maintain spare cable and termination materials appropriate for emergency repairs. Consider implementing partial discharge monitoring systems on critical feeders to detect insulation deterioration before complete failure occurs, enabling planned maintenance rather than emergency repairs.


Installation and Maintenance Considerations
Successful installation of HV feeder cables for fixed mining installations requires careful attention to environmental conditions. Cable installation should occur when ambient temperatures exceed 0°C, as lower temperatures make insulation and sheathing materials less flexible, increasing risk of damage during handling. Ideally, installation temperature should remain below 35°C to prevent excessive conductor expansion that could lead to future stress as cables cool.
Before installation, cables should be stored in the mine environment for at least 24 hours to allow temperature stabilization. This acclimatization period ensures the cable reaches thermal equilibrium with the installation environment, preventing subsequent expansion or contraction that could stress terminations or create cable slack.
Regular maintenance protocols should include visual inspection of cable routes, checking for signs of external damage, displacement from supports, or exposure to new hazards. Annual insulation resistance testing verifies that cable insulation maintains adequate dielectric strength, with trending of test results over time providing early warning of deterioration. Documentation of all inspections and tests creates a historical record supporting informed maintenance decisions.
Standards, Certifications, and Selection Criteria
Compliance with international standards ensures cables meet rigorous performance and safety requirements. IEC 60502-2 specifies requirements for extruded solid dielectric insulated power cables rated from 6KV to 30KV, covering construction, testing, and performance criteria. AS/NZS 1429.1 provides additional requirements specific to Australian and New Zealand mining applications. RoHS compliance confirms that cables do not contain restricted hazardous substances, important for environmental responsibility and some regulatory jurisdictions.
When selecting between 6.35/11KV and 12.7/22KV configurations, consider the mine's electrical system voltage, load requirements, cable length, and future expansion plans. Higher voltage systems can transmit more power with lower current, resulting in smaller conductor sizes and reduced voltage drop over long distances. However, they require more expensive switchgear and termination equipment. Engineering consultation should include detailed electrical calculations, assessment of installation conditions, and life-cycle cost analysis to optimize cable selection.


Conclusion
XLPE insulated 6.35/11KV and 12.7/22KV mining cables represent the optimal solution for underground mine power distribution systems requiring reliable, long-term performance in demanding environments. Their superior thermal capabilities, excellent electrical properties, robust mechanical construction, and resistance to environmental challenges make them ideally suited for HV feeder cables for fixed mining installations.
The investment in quality XLPE insulated mining cables delivers substantial returns through reduced maintenance requirements, minimized unplanned downtime, enhanced worker safety, and extended operational life compared to alternative technologies. As mining operations continue to deepen and expand, the role of reliable high-voltage power distribution becomes increasingly critical to operational success and safety.
Mining facility managers should prioritize proper cable selection, professional installation practices, and comprehensive maintenance programs to maximize the considerable benefits these advanced cable systems provide. The combination of XLPE insulation technology, protective armour, and compliance with international standards creates a power distribution solution capable of meeting the demanding requirements of modern underground mining operations for decades to come.
How to Reach Us
Get in Touch
SiteMap
Product Catalogue
Festoon Cable
Shore Power Cable


Scan to add us on WeChat